

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Термообработка (ТО) любого сплава заключается в нагреве деталей до определенной температуры, выдержке при этой температуре и последующем охлаждении с различной скоростью с целью получения требуемой структуры и механических свойств (рис. 2.4).
|
|
При нагреве стали чуть выше критических температур, соответствующих линии GSE (рис. 2.1), за счет перекристаллизации феррито-перлитной структуры в аустенитную образуется мелкозернистая структура, которая при последующем охлаждении фиксируется (рис. 2.6). Изменяется и внутренняя структура зерен. Чем выше скорость охлаждения при ТО, тем выше дисперсность внутризеренных структур и прочность сплава, но ниже пластичность.
 |
При сравнительно медленном охлаждении из аустенитного состояния, которое осуществляется при отжиге или нормализации, происходит выделение цементита в виде пластин, что связано с диффузионными превращениями. Диффузия необходима для повышения концентрации углерода в месте образования цементита до 6,67 %. Начало и окончание процесса выделения цементита на рис. 2.7 показывают кривые 1, 2. Чем выше скорость охлаждения, тем тоньше пластинки цементита, т. е. больше дисперсность структуры. Минимальной скорости V1 соответствует грубая пластинчатая структура – перлит. При скорости V2 образуется пластинчатый сорбит. При ещё большей скорости охлаждения получается очень мелкодисперсная структура пластинчатого троостита.
При определенной достаточно высокой скорости охлаждения, которая называется критической Vкр, диффузионные процессы не могут происходить вследствие переохлаждения сплава до низких температур. Однако в результате полиморфных превращений происходит перекристаллизация структуры и твёрдый раствор аустенит превращается в пересыщенный раствор углерода в a железе. Такая структура называется мартенситом, а бездиффузионное превращение называется мартенситным. На рис. 2.7 линия Мн соответствует началу, Мк – окончанию мартенситных превращений.
Виды термической обработки
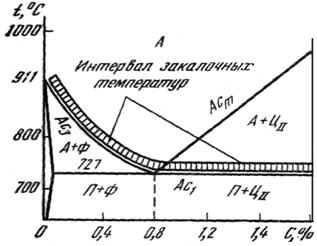
Отжиг. Для доэвтектоидных сталей применяется полный отжиг, заключающийся в медленном нагреве стали выше АС3 на°С (рис. 2.5), длительной выдержке и последующем медленном охлаждении вместе с печью.
Для заэвтектоидных сталей применяется обычно неполный отжиг: нагрев выше АС1, но ниже АСm, охлаждение вместе с печью. Отжиг применяется для получения равновесной мелкозернистой феррито-перлитной структуры, снятия остаточных напряжений после холодной обработки давлением, литья, сварки, а также перед обработкой резанием и холодным пластическим деформированием для повышения пластичности и улучшения обрабатываемости.
Закалка доэвтектоидной стали: нагрев выше АС3 на°С и быстрое охлаждение в воде, масле и др. средах с высокой охлаждающей способностью со скоростью выше критической. При закалке образуется мартенсит – пересыщенный твердый раствор углерода в Fea. Мартенсит – однофазная структура, имеет игольчатое строение, хрупок, HRC = 60, d = 0 %. Способность стали принимать закалку возрастает с увеличением содержания углерода. Стали, содержащие С < 0,2 %, практически не закаливаются.
Закалка заэвтектоидной стали: нагрев выше АС1, но ниже АСm (неполная закалка), охлаждение со скоростью выше критической. Образуется двухфазная структура, состоящая из мартенсита и цементита.
Скорости нагрева и охлаждения при ТО ограничены пластичностью металла, поэтому в зависимости от свойств материала подбираются различные охлаждающие среды, которые, с одной стороны, призваны обеспечить охлаждение со скоростью большей, чем критическая, а с другой – предотвратить образование больших внутренних напряжений, которые могут привести к разрушению образца. К сожалению, пока не разработаны идеальные охладители, обеспечивающие эти противоречивые требования. Поэтому используются усложнённые способы закалки ( в двух закалочных средах, изотермическая и т. д.)
Отпуск обычно производится после закалки с целью получения заданной прочности и пластичности. Различают три вида отпуска: низкий, средний и высокий.
Низкий отпуск заключается в нагреве до °С, длительной выдержке (1–2 часа) и медленном охлаждении. Получающаяся структура называется мартенситом отпуска. Она имеет наибольшую прочность и твёрдость, высокую сопротивляемость изнашиванию, но обладает очень низкой пластичностью. При низком отпуске не происходят диффузионные превращения, но значительно снижаются внутренние напряжения и повышается сопротивляемость ударным нагрузкам.
Средний отпуск проводят при температуре 350…500 °С. При этих температурах происходят диффузионные превращения, мартенсит превращается в зернистый троостит, представляющий собой мелкодисперсную смесь шаровидных включений цементита и феррита. Прочность и твёрдость по сравнению с мартенситом отпуска уменьшаются, но сталь приобретает большую пластичность. Применяется для пружин, рессор, ударного инструмента.
Высокий отпуск проводят при температуре °С. В результате образуется зернистый сорбит. Т. к. диффузионные превращения при высокой температуре облегчены, то величина частичек цементита значительно больше чем у троостита. Сорбит имеет прочность меньшую, по сравнению с трооститом, но зато у стали резко увеличивается пластичность. Она становится даже большей, чем после отжига, при этом прочность высокоотпущенной стали значительно выше, чем после отжига. Сочетание ТО (закалка + высокий отпуск) называется улучшением стали.
Нормализация: нагрев выше АС3 и АСm (последнее редко применяется), охлаждение на спокойном воздухе. При нормализации измельчается зерно, повышается прочность при сохранении достаточной пластичности. Для доэвтектоидных сталей нормализация заменяет отжиг. Для заэвтектоидных сталей нормализация производится с целью устранения цементитной сетки по границам зёрен и является подготовительной операцией перед закалкой.
Применение различных видов ТО. Различают предварительную термическую обработку и окончательную.
Предварительная ТО заготовок производится с целью снятия остаточных напряжений после литья, сварки, обработки давлением, а также с целью повышения обрабатываемости резанием, холодным пластическим деформированием и т. п. Применяются отжиг, нормализация, улучшение (закалка и высокий отпуск).
Окончательная ТО деталей выбирается в зависимости от марки стали и назначения деталей. Для конструкционных сталей применяют закалку с высоким или средним отпуском с целью получения повышенной прочности и твердости при сохранении достаточного уровня пластичности. Для инструментальных сталей используется закалка с низким отпуском с целью получения высокой твердости и износостойкости. Однако ударная вязкость и пластичность при этом получаются низкими.
2.3. Химико-термическая обработка
Цель химико-термической обработки: получить поверхностный слой, обладающий особыми свойствами. Такими свойствами может быть высокая твердость, износостойкость, жаропрочность, окалино - или коррозионная стойкость.
Нагретые детали подвергают воздействию среды, из которой путем диффузии поверхностный слой насыщается некоторыми элементами: углеродом, азотом, алюминием, хромом, кремнием и т. д. Диффузия лучше всего протекает, если в процессе химико-термической обработки элемент, которым производится насыщение поверхности, находится в атомарном состоянии.
Процесс протекает в три стадии: диссоциация (распад молекул с образованием атомарного элемента) + адсорбция (взаимодействие с поверхностью и проникновение в кристаллическую решетку) + диффузия (проникновение в глубь металла). В результате диффузии активированный атом элемента проникает в кристаллическую решетку стали и образует твердый раствор или химическое соединение.
Цементация – процесс насыщения поверхностного слоя деталей из малоуглеродистых сталей (С < 0,25 %) углеродом с целью получения путем последующей закалки твердой поверхности при сохранении вязкой сердцевины. Вещество, обеспечивающее насыщение поверхности углеродом, называется карбюризатором. Используются твёрдые, жидкие и газообразные карбюризаторы. Температура процесса при всех видах цементации t = 900 … 950 °С. Продолжительность зависит от требуемой толщины науглероживания и может изменяться в пределах от 2 до 7 часов. Толщина поверхностного слоя с содержанием углерода С = 0,8 … 1,1 % достигает 0,2 … 3 мм. Применяется для деталей, работающих одновременно на истирание и ударную или знакопеременную нагрузку.
Цементация в твёрдом карбюризаторе, которым является древесный уголь, проводится в условиях ремонтного производства. Детали укладываются в металлические ящики и засыпаются древесным углём, в который для активизации обменных реакций, обеспечивающих атомарное состояние углерода, вводятся до 25 % BaCO3 или Na2 CO3.
Газовая цементация производится в условиях серийного и массового производства. Карбюризатором являются природный и др. газы, содержащие углерод. Детали помещают в камеры с температурой °С, через которые пропускают газ:
CH4 ® 2H2 + C (атомарный),
2CO ® CO2 + C (атомарный).
Жидким карбюризатором являются расплавы смеси солей Na2 CO3 (75 %) и SiC (10 %), NaCl (15 %). Газовая цементация используется для мелких деталей с малой толщиной науглероживания 0,3…0,5 мм.
После любого вида цементации делают закалку и низкий отпуск с t = °С, HСR =
Азотирование – процесс насыщения азотом с целью получения высокой
твердости, износостойкости и коррозионной стойкости поверхностного слоя деталей.
Азотируют легированные стали, содержащие Al, Ti, W, V, Mo или Cr, например: 35ХМЮА, 40XHMA, 18XГТ. Для азотирования используют герметические печи, в которые подают аммиак (t = 500 …600 °С). При разложении аммиака (2NH3 ® 2N (атомарный) + 3H2) образуются нитриды (AlN, MoN, Fe4N). Время процесса t =часов. Толщина слоя зависит от продолжительности процесса и составляет 0,25 ... 0,75 мм. HCR £ 70, твердость сохраняется до °С. Заметим, что после азотирования закалка не проводится. Закалка + высокий отпуск (улучшение) могут проводиться перед азотированием как предварительная термообработка для улучшения свойств внутренних объёмов детали.
Преимущества азотирования по сравнению с цементацией: ниже температура, не требуется последующая закалка, твердость значительно выше. Кроме твёрдости увеличивается стойкость против коррозии и сопротивление усталости. Недостаток – большая длительность процесса. Широко применяется для деталей из стали и чугуна.
Имеются виды химико-термической обработки, в которых поверхность одновременно насыщается углеродом и азотом. К ним относится нитроцементация и цианирование.
Нитроцементация – насыщение в газовой среде, содержащей аммиак и природный газ.
Цианирование – насыщение в расплавленных цианистых солях при t = 820 и 950 °С.
После нитроцементации и цианирования обязательно проводятся закалка и низкий отпуск.
Тема 3. Классификация, маркировка и применение металлов и сплавов
3.1. Основные примеси железоуглеродистых сплавов
Углерод повышает твердость, прочность, упругость, снижает пластичность, при С > 0,8 % проявляется хрупкость стали.
Кремний повышает твердость, прочность, упругость, уменьшает склонность к хладноломкости-хрупкости при низких температурах, способствует графитизации чугуна. В зависимости от марки чугуна его содержание изменяется от 0,5 до 4,5 %. В обычных нелегированных сталях содержание Si = 0,35...0,4 %.
Марганец повышает твердость, прочность, упругость, износостойкость, прокаливаемость, способствует удалению серы, при содержании > 1,5 % снижает пластичность стали, увеличивает склонность к перегреву стали при нагреве. В чугуне Mn препятствует графитизации, где его содержание от 0,4 до 1,3 %. В обычных нелегированных сталях Mn = 0,5 ... 0,8 %.
Сера является вредной примесью. Придает стали красноломкость, т. е. хрупкость при нагреве до ~ 900 °С, которая возникает в результате образования легкоплавкой эвтектики FeS + Fe по границам зерен. S способствует отбеливанию чугуна, снижает его жидкотекучесть и прочность. В чугуне ее содержание допускается до 0,12 %. В сталях обыкновенного качества S < 0,05 %, а в высококачественных < 0,03 %.
Фосфор в сталях является вредной примесью, т. к. приводит к хладноломкости, т. е. снижению ударной вязкости при низких температурах. В сталях обыкновенного качества P < 0,05 %, а в высококачественных < 0,03 %. В чугунах вредное влияние фосфора мало проявляется. При этом Р улучшает жидкотекучесть при содержании до 0,8 %, но увеличивает хрупкость отливки (хладноломкость).
Азот, кислород, водород – ухудшают механические свойства, образуя оксиды и нитриды FeO, SiO2, Al2O3, Fe4N. Опасность представляют также газовые пузыри и пустоты, которые являются концентраторами напряжений.
3.2. Классификация сталей
По химсоставу стали разделяются на углеродистые и легированные.
По назначению: конструкционные, инструментальные и специальные (с осо-
быми физическими и химическими свойствами: нержавеющие, жаростойкие, жаропрочные, электротехнические, быстрорежущие и др.).
Содержание углерода обычно в конструкционных сталях до 0,7 %, в инструментальных свыше 0,7 %.
По качеству:
· обыкновенного качества общего назначения (только углеродистые) –
S < 0,06 %, Р < 0,07 %;
· качественные – S и P < 0,055 %;
· высококачественные S и P < 0,035 % (в конце марки указывается буква А);
· особо высококачественные – S < 0,015 %, P < 0,025 % (в конце марки – Ш).
Низкоуглеродистые стали разделяются по степени раскисления: КП – кипящая, ПС – полуспокойная, СП – спокойная. При С > 0,2 % – только спокойная.
3.3. Конструкционные углеродистые стали
Эти стали применяются для изготовления большинства деталей машин.
Стали обыкновенного качества: Ст. 0, Ст. 1, Ст. 2, Ст. 3, Ст. 4, Ст. 5, Ст 6. Цифра в марке стали соответствует номеру по каталогу. Стали разделяются на три группы: А – регламентируются только механические свойства, Б – регламентируются только химические свойства, В – регламентируются и механические и химические свойства. Группа А используется для изготовления деталей, которые не подвергаются термической обработке. Группа Б – для изготовления термообрабатываемых деталей. Группа В – для свариваемых деталей. Чем больше номер по каталогу, тем выше прочностные свойства и выше содержание углерода.
Стали качественные в обозначении содержат цифры, соответствующие содержанию углерода в сотых долях процента:
· низкоуглеродистые – 08, 08КП, 10, 10КП – хорошо штампуются в холодном состоянии (листовая штамповка) и свариваются (С = 0,08…0,1 %);
· низкоуглеродистые цементируемые – 15, 20, 25 (С = 0,08…0,1 %);
· cреднеуглеродистые – 30, 35, 40, 45, 50 (С = 0,30…0,5 %) – подвергаются термообработке, применяются наиболее широко для деталей машин;
· высокоуглеродистые – 60, 65, 70 и с повышенным содержанием марганца – 45Г, 45Г2 – после ТО обладают повышенной прочностью, твердостью, упругостью и износостойкостью (пружины, рессоры, режущие бытовые предметы).
3.4. Инструментальные углеродистые стали
Применяются для изготовления инструмента. Разделяются на качественные углеродистые стали У7 , У8, У9, У10, У11, У12, У13 и высококачественные – У7А, У8А, У9А, У10А, У11А, У12А, У13А. У7А, ... У13А. Цифра в обозначении показывает содержание углерода в десятых долях процента, т. е. в стали У13 С = 1,3 %.
Легирующие элементы, применяемые для придания особых свойств
Большое число легирующих элементов (Cr, Mo, W, V, Ti, Mn) образуют с углеродом карбиды, обладающие высокой твердостью. Все карбидообразующие элементы и Si повышают прочность, упругость, твердость, износостойкость, красностойкость, но снижают пластичность и свариваемость.
Ni, Co, Al, Cu – образуют твердые растворы в феррите и аустените. W, Mo – повышают режущие свойства при повышенных температурах и коррозионную стойкость.
Все элементы, кроме Mn, способствуют измельчению зерна, что несколько повышает прочность и значительно – пластичность.
Все элементы, кроме Со, повышают глубину прокаливания.
Ni и Со повышают и прочность, и пластичность.
Cr, Al, Ni повышают жаро - и коррозионную стойкость. При Cr > 12,5 % сталь становится нержавеющей.
Ni повышает электросопротивление, снижает коэффициент линейного расширения.
Si сильно увеличивает магнитную проницаемость и электросопротивление (электротехнические стали). При Si >% сталь становится кислотоупорной.
Таблица 1
Обозначение химических элементов в марках сталей
Химический элемент | Mn | Si | Cr | Ni | Mo | Co | W | V | Ti | Al | Cu | B | Zr | Nb | N | P |
Символ в марках сталей | Г | С | Х | Н | М | К | В | Ф | Т | Ю | Д | Р | Ц | Б | А | П |
Первые цифры обозначают содержание углерода в сотых долях процента. Цифра после буквы обозначает содержание химического элемента в процентах. Если после буквы цифра отсутствует, то химического элемента содержится приблизительно 1 %. Более точно можно узнать в справочной литературе.
3.5. Конструкционные легированные стали
20Х, 12Х2Н4А – цементируемые низкоуглеродистые;
40ХН, 30ХГСА – улучшаемые среднеуглеродистые;
65Г, 55С2, 50ХФА – рессорно-пружинные;
ШХ15 – шарикоподшипниковые (Cr = 0,15 %);
110Г13Л – износостойкие (С = 1,1 %, Мn = 13 %, Л – означает литейная).
3.6. Инструментальные легированные стали
9ХС, ХВГ – применяются для изготовления режущего инструмента для низких скоростей резания (С = 0,9 % и 1 % сооветственно).
Х12М, 5ХВ2С – для штампов при холодной штамповке.
5ХНМ, 3Х2В8Ф, 40ХСМФ, 7Х3 – для штампов при горячей штамповке.
Р9, Р18 – быстрорежущие стали, применяются преимущественно для изготовления инструмента сложной формы, позволяют обрабатывать материал с большими скоростями резания (цифры обозначают содержание вольфрама в процентах).
3.7. Стали и сплавы с особыми свойствами
Примеры марок и их применения:
· коррозионностойкие (нержавеющие): 12Х13, 40Х13 (хирургический инструмент), 12Х18Н9 и 12Х17 (химическая, пищевая промышленность);
· жаростойкие (окалиностойкие): 40Х9С2 (сохраняет работоспособность до t = °С, 36Х18Н25С2 – до 1100 °С);
· жаропрочные (детали, в т. ч. лопатки турбин и паросиловых установок);
· электротехнические (магнитные и парамагнитные), сплавы с высоким электросопротивлением (Х20Н80 – нихром), с заданным коэффициентом линейного расширения (для вакуум-плотных спаев, соединений с керамикой и стеклом при определенных температурах), с заданными упругими свойствами и т. д.
Стали хорошо обрабатываются пластическим деформированием, литейные свойства значительно хуже, чем у чугунов.
3.8. Чугуны
На диаграмме фазового равновесия Fe – Fe3C (рис. 2.1) были рассмотрены чугуны, в состав которых углерод входил только в виде твёрдых растворов или химического соединения (цементита). Такие чугуны в месте разрушения имеют блестящий белый излом. Именно поэтому они получили название белый чугун. В условиях производства белый чугун может получиться при ускоренном охлаждении при заливке в металлические формы или при низком содержании кремния. Детали со структурой белого чугуна практически не применяются, т. к. не поддаются обработке резанием, НВ = 400 … 500. Применяются чугуны с отбеленной поверхностью для деталей, работающих на истирание (шары мельниц, прокатные валки и т. п.): верхний слой – белый чугун, сердцевина – серый чугун. Большое количество отливок из белого чугуна используется для передела путём длительного отжига в ковкий чугун. Об этом подробнее будет сказано ниже.
В других видах чугуна большая часть углерода присутствует в виде графита и их излом имеет серый цвет. Различают серый, ковкий и высокопрочный чугуны. Они имеют металлическую основу со структурой стали (ферритной, перлитной или феррито-перлитной), содержащей включения графита.
Серые чугуны получают при медленном охлаждении расплава или при содержании Si > 1,5 %. Углерод коагулируется в виде пластинчатого графита (рис. 3.2). Маркировка: СЧ15 (sв > 150 МПа), СЧ18 и т. д. (всего 11 марок по ГОСТ). Серый чугун хорошо работает на сжатие, нечувствителен к концентраторам напряжений, гасит вибрации, имеет высокие антифрикционные свойства и хорошую жидкотекучесть, хорошо обрабатывается резанием, имеет малую усадку 0,9 … 1,3 %, sв = МПа, d = 2 ... 6 %.
Ковкий чугун получают из белого посредством графитизирующего отжига, во время которого цементит распадается и углерод выделяется в свободном состоянии в виде хлопьевидного графита (рис. 3.1, б, в). Маркировка: КЧ37-12 (sв > 370 МПа; d > 12 %), КЧ60-3 (всего 11 марок по ГОСТ, sв = МПа, d = 4%.). Износостойкий, хорошо сопротивляется ударным нагрузкам и обрабатывается резанием.
Высокопрочный (модифицированный) чугун получают путем присадки в ковш с жидким чугуном магния, церия и других элементов. В результате выделяется углерод в виде шаровидного графита, повышаются механические свойства: износо-, коррозионно-, жаро - и хладостойкость. sв = МПа, d = 2 ... 6 %. Применяется для изготовления ответственных деталей (коленчатые валы, поршни и др). Маркировка: ВЧ 45-5 (sВ > 450 МПа; d > 5 %) (всего 10 марок по ГОСТ).
 |
 |
Чугуны имеют хорошие литейные свойства, но непригодны для обработки давлением и плохо свариваются.
3.9. Цветные металлы и сплавы
(примеры материалов и их применения)
Алюминий – легкий металл, r = 2700 кг/м3, tпл = 658 °С, после прокатки и отжига sв = 58 МПа, d = 40 %. Высокая пластичность, невысокая прочность, хорошая свариваемость, коррозионная стойкость, на воздухе не окисляется за счет оксидной пленки, высокая электро - и теплопроводность.
Деформируемые термически не упрочняемые сплавы систем Al-Mn(AМц), Al-Mg(АМг).
Деформируемые термически упрочняемые сплавы систем Al-Cu-Mg: дуралюмины Д16 … Д18 и силумины АК6 … АК8, после ТО – высокая пластичность и прочность.
Литейные сплавы с 10 … 13 % Si – АЛ2, АЛ4, АЛ9 – применяются наиболее широко.
Сплавы с медью и марганцем АЛ7, АЛ19 обладают повышенной прочностью.
Сплавы с магнием Mg = 9,5 … 11,5 %, АЛ8, АЛ13 имеют хорошую коррозионную стойкость.
Алюминий применяют также для приготовления спеченных алюминиевых сплавов (САС) и алюминиевых пудр (САП), обладающих коррозионной стойкостью, прочностью или пористостью.
Магний – легкий металл, r = 1740 кг/м3, tпл = 651 °С, на воздухе окисляется, хорошо сваривается и обрабатывается резанием, после прокатки и отжига sв = 180 МПа; d = 15 %.
Деформируемые неупрочняемые ТО сплавы – МА2, МА8.
Высокопрочные, упрочняемые ТО – МА5.
Жаропрочные с добавками циркония, никеля и др. литейные сплавы МЛ6, МЛ3 имеют невысокий модуль упругости (Е = 4300 МПа) и вследствие этого хорошие демпфирующие свойства (гасят колебания конструкции), но низкую коррозионную стойкость, поэтому отливки оксидируют, покрывают лаком и т. д.
Магний химически активен к кислороду, поэтому применяется в качестве раскислителя при плавке стали и цветных металлов, при получении трудно восстанавливаемых металлов (Ti, V, циркония, урана и др.), для получения высокопрочного модифицированного чугуна. В химической промышленности Mg применяется для обезвоживания органических веществ (спирта, анилина и др.), в порошкообразном виде и в виде ленты горит ослепительно белым пламенем (фотовспышка, пиротехника, ракеты и зажигательные бомбы). Сплавы магния хорошо поглощают вибрации, немагнитны, не дают искры при трении и ударах. Удельная жесткость при изгибе и кручении у них на 20 % выше, чем у алюминиевых сплавов и на 50 %, чем у стали, удельная вибрационная прочность в 100 раз больше, чем у дуралюмина и в 20 раз больше, чем у легированной стали. Стружка и пыль магния взрывоопасны.
Медь: r = 8900 кг/м3, tпл = 1083 °С, высокая тепло - и электропроводность, пластичность, хорошая коррозионная стойкость, жидкотекучесть, ковкость, свариваемость. Чистая медь: sВ = МПа, d =%. Примеси ухудшают качество меди, особенно сера и кислород, образующие соединения Cu2S и Cu2O.
Латуни – основной легирующий компонент – цинк. Латуни деформируемые – Л96, Л59. Литейные латуни – ЛАЖМц . Указан состав меди и др. элементов, остальное – цинк.
Бронзы – сплавы меди с оловом (4 … 33 %), свинцом (до 30 %),
Al (5 … 11 %), Si (4 … 5 %), сурьмой и фосфором. Имеют высокую антифрикционность (стойкость против истирания за счет низкого коэффициента трения), малую усадку, хорошую жидкотекучесть, высокую химическую стойкость.
Литейные оловянистые бронзы – Бр. ОЦС5-5-5 и безоловянистые –
Бр. АЖН10-4-4 (алюминиевые), Бр. Б2 (бериллиевая – для пружин), Бр. С30 (свинцовистая – для подшипников).
Деформируемые бронзы – Бр. АЖ9-4.
Медноникелевые сплавы специальные, например, мельхиор, константан.
Титан: r = 4500 кг/м3, tпл.= 1672 °С, на воздухе коррозионно стоек за счет
оксидной пленки TiO2, легкий, прочный, тугоплавкий, хорошо обрабатывается давлением в холодном и горячем состоянии и сваривается, но плохо обрабатывается резанием (вязок). Чем чище по примесям, тем ниже прочность и выше пластичность.
Сплавы ВТ4, ВТ18 и др. легированные, в основном Al, термически не упрочняются, после ОМД подвергают отжигу, sВ = МПа; d =%.
ВТ6, ВТ14 и др. содержат Al, W, Mo, более высокая прочность за счет закалки и старения: sВ = МПа; d = 8 %.
Титановые сплавы применяются в химической промышленности, авиации, судостроении, медицине, пищевой промышленности, в криогенной технике (аммиачные компрессоры, холодильные установки, емкости для хранения жидких газов).
Подшипниковые сплавы и материалы (антифрикционные).
К этим материалам предъявляется ряд требований, обеспечивающих наилучший режим эксплуатации для опор подшипников скольжения: низкий коэффициент трения, хорошая прирабатываемость, высокая теплопроводность и теплоемкость, способность удерживать смазку, малая способность к «схватыванию», устойчивость против коррозии.
В основном используются металлические сплавы на основе легкоплавких металлов Sn, Pb, Zn, Al (баббиты), а также некоторые бронзы и антифрикционные чугуны. Баббиты обладают неоднородной структурой (мягкая основа с твердыми включениями), что обеспечивает быструю приработку, высокую сопротивляемость износу и сеть микроскопических каналов для смазки. Например, баббиты оловянно-сурьмянистые Б83 и Б89. Основа – олово, 7,25 … 10 % Sb и 2,5 … 6,5 % Cu, tпл. = 380 и 342 °С.
Коэффициент трения подшипниковых сплавов f = 0,005 … 0,009.
РАЗДЕЛ II. ЛИТЕЙНОЕ ПРОИЗВОДСТВО
Тема 4. Сущность литья. Литье в разовые
песчано-глинистые формы (ПГФ)
4.1. Литье
Литье – это технологический процесс получения изделия путем заливки расплавленного металла в соответствующую форму с последующей его кристаллизацией.
Формы могут быть открытыми или закрытыми (рис. 4.1), одноразовыми из песчано-глинистых смесей или многоразовыми металлическими. Одноразовые формы могут быть сухими (проводится сушка в сушильных печах или факелом газовой горелки) или сырыми (сушка не производится).
Недостатки открытой формы:
· нельзя изготовить отливки неплоские сверху;
· ускоренное и неравномерное охлаждение отливки (возможны отбел чугуна, образование трещин, коробление отливок);
· требуется увеличенная высота отливки, компенсирующая усадочную раковину и др. дефекты верхней части отливки;
· при прямой заливке возможно нарушение земляной формы тяжелой струей металла;
· не всегда возможна установка стержней.
 |
В закрытой форме кристаллизация металла идет под давлением столба жидкости в стояке и выпорах, что способствует уплотнению металла. Для сплавов, имеющих большую усадку, например, для сталей, в форме создаются специальные ёмкости, диаметр которых значительно превосходит толщину стенки основной отливки. Кристаллизация металла в таких ёмкостях происходит в последнюю очередь, что обеспечивает образование усадочных раковин не в теле отливки, а внутри этих дополнительных ёмкостей, которые называются прибылями. Происхождение их названия к выгоде никакого отношения не имеет, т. к. заливка жидкого дополнительного металла требует увеличения затрат. Например, в сложных стальных отливках вес прибылей, выпоров, питателей и стояка с литейной чашей может равняться весу получаемой отливки. Для чугунов, литейных сплавов из цветных металлов, обладающих хорошими литейными свойствами, прибыли не используются и вес литниковой системы составляет 10…30 % от веса отливки.
Технологический процесс получения отливки в разовой ПГФ предусматривает следующие операции:
· Выполнение моделей и стержневых ящиков, которые служат для изготовления форм и стержней. Модели, как правило, состоят из двух частей (верхней и нижней), с помощью которых получают верхние и нижние полуформы. Стержни служат для образования отверстий в отливках и могут иметь очень сложную форму.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
