Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
При оценке свариваемости сплава учитывают степень изменения химического состава и возможность изменения распределения элементов в сварном шве; влияние нагрева на структуру и механические свойства основного материала в околошовной зоне; деформации напряжения и перемещения, связанные со сварочным процессом; возможность образования горячих и холодных трещин в материале шва и околошовной зоне.
Дадим краткую характеристику основным группам сплавов, применяемым в машиностроении.
Для сталей основным показателем свариваемости является эквивалентное содержание углерода Сэ, при расчёте которого учитывается содержание основных легирующих элементов.
 .
.
Низкоуглеродистые стали Сэ £ 0,3 % свариваются хорошо.
Среднеуглеродистые и легированные с Сэ > 0,3 % закаливаются в зоне термического влияния (ЗТВ) в результате резкого охлаждения зоны шва прилегающими слоями холодного металла. Поэтому желательно подогревать заготовки перед сваркой до °С, чтобы уменьшить скорость охлаждения и возможность образования закалочных структур. Для низколегированных и среднелегированных сталей возможно образование трещин. Основными методами сварки таких сталей является сварка в углекислом газе, аргоне, сварка под флюсом, электрошлаковая, плазменная, электронно-лучевая.
Высоколегированные коррозионностойкие стали (Сэ > 10 %) склонны к образованию хрупких структур и резкому разупрочнению зоны шва. Для восстановления первоначальной структуры требуется термообработка (нормализация и (или) отпуск). Для сталей с аустенитной структурой для уменьшения вредных последствий применяется сварка плавлением на малых энергиях с теплоотводящими подкладками + закалка в воде с 1100 °С (для фиксации аустенитной структуры). Эти стали хорошо варятся контактной сваркой.
Чугун варится плохо. Сварку проводят только при ремонте и заварке дефектов. В результате быстрого нагрева возможно образование белого чугуна в шве, а зона термовлияния может закаливаться. Для устранения этих дефектов производят сварку с предварительным подогревом до °С (горячая сварка). Используются чугунные электроды d = 8 мм со специальным покрытием. Для предупреждения появления закалочных структур и снижения остаточных напряжений производят медленное охлаждение вместе с печью. Защиту шва от окисления производят флюсом на основе буры (Na2B4O7). В некоторых случаях при заварке малых дефектов используется холодная сварка стальными, медно-железными, медно-никелевыми электродами.
Медь и ее сплавы трудно свариваются, т. к. расплавленная медь легко окисляется и по границам зерен образуется легкоплавкая эвтектика Cu2O-Cu, которая дает хрупкость (горячие трещины). Сплавы активно насыщаются водородом Н2, дающим водородную хрупкость, что приводит к образованию холодных трещин. Высокая теплопроводность требует концентрированного подвода энергии и подогрева. Большая усадка медных сплавов приводит к значительному короблению. Повышенная жидкотекучесть затрудняет оформление наклонных, вертикальных и потолочных швов.
Учитывая вышеназванные особенности медных сплавов, рекомендуется их сваривать в защитных газах. Режим выбирается с повышенной плотностью энергии из-за высокой теплопроводности, при толщине d > 10 мм сварку ведут с подогревом до 300 °С, при d > 30 мм – применяется плазменная сварка, флюс на основе буры, при d > 50 мм используется электрошлаковая сварка. Контактной сваркой медные сплавы не свариваются, так как имеют малое электрическое сопротивление и в зоне контакта не происходит нагрева.
При сварке латуни испаряется основной компонент Zn. Его пары токсичны, поэтому следует обеспечивать интенсивную вытяжную вентиляцию из зоны сварки. Для обеспечения хорошего качества шва следует сварить латунь в защитных газах или под слоем флюса. Бронзы сваривают как медь, кроме оловянистых, которые сваривают с большой скоростью и без подогрева, чтоб не выплавилось олово.
Алюминий и его сплавы. Сварку затрудняет образование плотной окисной плёнки Al2O3, имеющей очень высокую температуру плавления порядка 2050 °С. Для защиты от окисления сварку производят в атмосфере защитных газов или со спецфлюсами, растворяющими Al2O3: NaCl, KСl, BaCl2, LiF, CaF2. Можно очистить поверхность от оксида щелочью NaOH. Алюминиевые сплавы склонны к образованию газовой пористости под действием водорода, попадающего в зону шва из влажных материалов и оксидной плёнки. Трудно варятся дуралюмины. Рекомендуется сварка неплавящимся электродом при d = 0,5 мм и плавящимся при d > 10 мм в защитных газах. При сварке нужна большая тепловая мощность, т. к. сплавы алюминия имеют высокую теплопроводность. Чистый алюминий хорошо сваривается холодной сваркой.
Тугоплавкие металлы и сплавы (Ti, Zr, Mo, Nb) имеют температуру плавления 2500…3000 °С. При нагреве интенсивно поглощают газы, что резко снижает их пластичность. Zr и Ti варят в аргоне, перед сваркой проволоку и основной металл дегазируют путем отжига в вакууме. Mo и Nb варят в аргоне или электронно-лучевой сваркой в вакууме.
Дефекты сварных соединений: непровар, неполный шов, пережог, прожог, пористость, трещины, раковины, наплывы.
Контроль сварных соединений: предварительный контроль материалов, контроль режимов сварки, внешний осмотр, рентгеноскопия, g-излучением, ультразвуковой, магнитный и люминесцентный контроль, механические испытания (растяжение образцов, вырезанных из сварного шва и зоны термовлияния, неразрушающие испытания твердомером), металлографические исследования, гидравлические или пневматические испытания, керосиновая проба на герметичность (другая сторона шва покрывается мелом), окончательный контроль изделий.
11.2. Пайка
Пайка – это соединение деталей без их расплавления с помощью припоя, температура плавления которого ниже, чем у основного металла (рис. 11.5).
Поверхности предварительно очищают, обезжиривают, удаляют оксиды, применяют флюсы либо защитные газы.
|
Применяется пайка в печи, в индукторе, погружением в расплав припоя, радиационный нагрев кварцевыми лампами, электронным или лазерным лучом, газопламенными горелками, паяльниками и паяльными лампами.
Припои подразделяются на твёрдые (тугоплавкие и достаточно прочные Тпл выше 500 °С, sв £ 700МПа) и мягкие, имеющие меньшую температуру плавления и меньшую прочность. Твёрдые припои изготавливают на основе Cu, Ag, Al, Mg, Ni. Они широко применяются для соединения меди, латуни, бронзы, стали, чугуна и др. сплавов. Флюсы: бура, борная кислота, плавиковый шпат и хлористые металлы. Мягкие припои изготавливают на основе Sn, Рd, Кd, Wi, Zn. Они обеспечивают прочность sв £ 100 МПа. Для них используются флюсы: канифоль, NH4Cl (нашатырь), ZnCl (травленая соляная кислота). Флюсы при пайке защищают место спая от окисления, обеспечивают смачиваемость припоем и растворяют окисную пленку. Для пайки тугоплавких металлов разработаны тугоплавкие припои на основе никеля, титана, палладия.
Основные припои: оловянно-свинцовые (t = °C), медно-цинковые (t = °С), медно-фосфористые (t = °С), серебряные (t = 600°С).
РАЗДЕЛ V. МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК
Тема 12. Сущность обработки металлов резанием, металлорежущие станки и инструмент
Наиболее распространенные методы получения заготовок (литье и обработка давлением) не обеспечивают требуемых по условиям эксплуатации точности размеров и шероховатости поверхностей деталей, особенно работающих в ответственных сопряжениях. Эту задачу успешно решает обработка резанием.
Резание заключается в снятии слоя металла с поверхности заготовки с целью получения требуемой геометрической формы, шероховатости поверхностей и точности размеров детали. Срезаемый слой металла называется припуском. Различают следующие виды резания: лезвийное, абразивное, электрофизическое и электрохимическое.
Лезвийное резание производится с помощью инструмента, режущая часть которого имеет клиновидную форму. Основные виды лезвийного резания: точение, строгание, фрезерование, сверление, долбление, протягивание. На рис. 12.1 показана схема лезвийного резания для строгания и отмечены главные углы резания.
Абразивное резание проводится с помощью абразивного инструмента, содержащего твердые частицы неправильной формы, случайным образом ориентированных режущих зёрен абразивного инструмента, каждое из которых представляет собой микроклин.
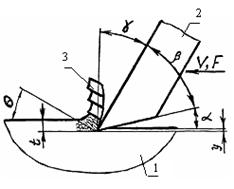
Рис. 12.1. Схема резания и стружкообразования при строгании:
1– заготовка, 2 – резец, 3 – стружка
На поверхности детали различают обработанную и обрабатываемую поверхности. Переходная поверхность между ними называется поверхностью резания. На режущем клине различают переднюю и заднюю поверхности. По передней сходит стружка, задняя обращена к обработанной поверхности. Для определения углов резания вводят две плоскости:
1– плоскость резания. Она проходит через главную режущую кромку резца параллельно вектору скорости резания V. При строгании (рис. 12.1) она совпадает с обработанной поверхностью.
2 – основная плоскость, которая расположена перпендикулярно плоскости резания. На рис. 12.1 она расположена вертикально.
Главный задний угол резания a определяется между задней поверхностью и плоскостью резания. Главный передний угол g образован передней поверхностью и основной плоскостью. Угол заострения резца b определяется между передней и задней поверхностями. Сумма углов a + b называется главным углом резания d. При неизменном угле заострения резца b усилие резания может очень сильно меняться, если изменять угол d. Если увеличить угол d более 140°, то резание будет крайне затруднено. Угол заострения, главным образом, влияет на прочность режущего клина, а усилие резания и шероховатость поверхности определяются углом d = a + b. С уменьшением d снижается усилие резания. Величина заднего угла обычно мала, т. к. он нужен только для того, чтобы уменьшить силы трения по задней поверхности. Для токарных резцов a = 3…8 градусов.
При резании обработанная поверхность детали упрочняется на некоторую глубину, твердость её увеличивается до двух раз, что затрудняет последующую обработку резанием и снижает стойкость инструмента. Стойкостью инструмента называется время его работы между двумя переточками.
За счет пластической деформации и трения в зоне резания выделяется тепло,% которого отводится стружкой,% – заготовкой и 2 ... 8 % – инструментом. Интенсивность тепловыделения резко возрастает с увеличением скорости резания, что может привести к потере твердости режущей кромки, снижению стойкости инструмента и качества обработки. Для интенсификации теплоотвода используют смазочно-охлаждающие жидкости (СОЖ): водные эмульсии и минеральные масла. Для изготовления режущего инструмента стремятся применять материалы, способные сохранять твёрдость до высоких температур. В процессе резания вследствие периодического скалывания стружки возникают вибрации в системе, также снижающие качество обработки и стойкость инструмента.
Наиболее распространённым видом лезвийного резания является точение. Процесс резания и схема рабочих движений токарного станка показаны на рис. 12.2. При точении деталь совершает вращательное движение, а резец – поступательное. Движение при резании, осуществляемое с максимальной скоростью, называется главным движением, а его скорость называется скоростью резания V. При точении главным движением является вращательное движение, а скоростью резания V является относительная скорость перемещения резца и точки на поверхности детали, которой касается резец (м/мин). Другим необходимым движением является поступательное движение резца. Направление этого движения определяет форму получаемой поверхности. Это движение называется подачей (обозначается Ds, его скорость Vs мм/мин). При токарной обработке обычно задаётся не скорость подачи, а перемещение резца за один оборот в мм/об, которое называется подачей и обозначается S. Заметим, что Vs = n ´ S (мм/мин), где n – частота вращения (об/мин). Различают продольную подачу (вдоль оси вращения) и поперечную (перпендикулярно оси). Относительное движение резца и заготовки (рис. 12.1) со скоростью V и усилием F приводит к пластическому сдвигу и образованию стружки. В зависимости от пластичности материала и величины главного угла резания d характер стружкообразования может сильно отличаться. Для пластичных материалов при углах d < 90 градусов образуется сплошная стружка в виде прочной блестящей ленты (сливная стружка). Для материала со средней пластичностью при резании с углами d > 90 градусов образуется стружка скалывания, состоящая из слабо связанных между собой объёмов по линии скалывания. Линия скола располагается под некоторым углом q к направлению скорости резания (рис. 12.1). В хрупких материалах образуется порошкообразная стружка, которую называют стружкой надлома. Это связано с тем, что разрушение происходит перед резцом с некоторым опережением. При резании с образованием стружки надлома качество поверхности (шероховатость) значительно хуже, чем при других видах стружки. Сливная стружка, обладая большой прочностью, затрудняет удаление стружки из зоны резания. При резании с такой стружкой не удаётся автоматизировать её уборку, что очень важно для автоматических линий. В этих случаях стремятся получить стружку скалывания или устанавливают на резец стружколомы, которые вызывают большую деформацию стружки и её дробление.
Движение подачи Ds со скоростью Vs обеспечивает снятие припуска слой за слоем на заданную глубину резания t. Глубиной резания t является толщина срезаемого слоя, измеренная перпендикулярно обработанной поверхности. Движения, обеспечивающие подвод и отвод резца называются вспомогательными.
При обработке пластичных материалов со скоростями V менее 0,6 м/мин на передней поверхности резца около его вершины может происходить образование наростов за счёт отрыва обрабатываемого материала от стружки. В результате сильной деформации нарост приобретает высокую твердость и участвует в процессе резания, как продолжение резца. Однако в процессе резания нарост периодически разрушается и удаляется с резца, изменяя его длину. Это приводит к ухудшению шероховатости обрабатываемой поверхности. С другой стороны, нарост уменьшает усилие резания и износ инструмента, так как защищает переднюю поверхность. Поэтому образование нароста может быть и полезным, но только при черновой обработке.
12.1. Параметры режима резания
Параметры режима резания определяют количество срезаемого материала в единицу времени, стойкость резца, чистоту и качество поверхности. Ими являются: глубина резания t, подача S, скорость резания V.
Различают черновую и чистовую обработки.
Цель черновой обработки – снять основную часть припуска с максимально возможной производительностью. Установлено, что наибольшее влияние на износ резца оказывает скорость резания V, поэтому черновую обработку ведут с большими подачами S и глубиной резания t, но с относительно небольшими скоростями. Припуск на черновую обработку желательно снимать за один проход, если позволяет мощность станка и жесткость системы, если нет – применяют два-три прохода.
Цель чистовой обработки – получение требуемой точности размеров и шероховатости поверхностей, которые и определяют режимы резания. Установлено, что наибольшее влияние на шероховатость оказывает величина подачи S. Чем подача больше, тем шероховатость выше. На точность обработки большое влияние оказывает величина усилия резания, т. к. оно приводит к деформации резца и детали, а следовательно к отклонениям размеров от заданных. Поэтому чистовую обработку ведут с малыми подачами и малой глубиной резания, но с относительно большими скоростями. Причем скорость резания выбирают так, чтобы обеспечить оптимальную стойкость режущего инструмента. Оптимальная (выгодная) стойкость определяется затратами на обработку. Чем дороже инструмент, чем сложнее он в заточке, тем больше оптимальная стойкость инструмента. Обычно при расчёте скорости её выбирают из справочников. Например, для резцов она составляет 45…60 мин, для свёрл, в зависимости от диаметра, от 8 до 210 мин, для фрез от 20 до 400 мин.
Режимы резания назначаются по технологическим таблицам в зависимости от параметров обрабатываемой заготовки, инструмента и оборудования. При невозможности снять припуск за один проход, его следует распределить следующим образом: черновая обработка, t = 3 мм в зависимости от жёсткости детали и станка; получистовая, t = 0,5 ... 2 мм; чистовая, t = 0,1 ... 0,4 мм, тонкая обработка, t = 0,05 ... 0,3 мм. Подача S: для чернового точения – 0,3 ... 1,5 мм/об; для чистового – 0,1 ...0,4 мм/об. Скорость резания при заданной частоте вращения можно определить по формуле V = pDn/1000, м/мин., где D – диаметр обрабатываемой поверхности, мм; n – число оборотов заготовки (шпинделя станка), 1/мин.
12.2. Обрабатываемость конструкционных материалов
К основным параметрам, характеризующим обрабатываемость сплавов, относят сопротивление резанию (мощность, силы резания), скорость резания при соответствующей стойкости инструмента, шероховатость обработанной поверхности. Обрабатываемость сплавов зависит от химического состава, механических свойств, структуры и физических свойств ( теплоёмкости, теплопроводности).
При черновой обработке главным критерием обрабатываемости является стойкость инструмента. При чистовой – шероховатость и точность обработки.
С увеличением содержания углерода прочность стали возрастает и увеличивается сопротивление резанию, однако среднеуглеродистые стали обеспечивают получение лучшей шероховатости, чем малоуглеродистые. При увеличении содержания легирующих элементов в стали её прочность увеличивается, снижается теплопроводность, что резко ухудшает обрабатываемость. Интересно отметить, что крупнозернистая структура обрабатывается лучше, чем мелкозернистая. Наилучшая обрабатываемость для пластинчатого перлита, наихудшая – для зернистого перлита. Хорошо обрабатываются улучшенные стали, имеющие структуру сорбита.
Заметим, что для неответственных деталей используются автоматные стали (А12, А20 и т. д.), которые имеют повышенное содержание серы (до 0, 15 %). При присутствии свинца в стали существенно улучшается обрабатываемость, т. к. он оказывает смазывающее действие и снижает коэффициент трения.
Если обрабатываемость материалов сравнивать со сталью 45 и принять для неё коэффициент обрабатываемости К = 1, то:
К < 1 для латуни, бронзы, дуралюминов, чугунов с НВ = ;
К = 1 для силуминов, чугунов с НВ = ;
К > 1 для высоколегированных сталей, чугунов с НВ = ;
К >> 1 для высоколегированных специальных сталей (жаростойких, кислотостойких), тугоплавких сплавов, композиционных материалов. Некоторые материалы, например твердые сплавы, керметы, вообще не могут подвергаться лезвийной обработке. Их обрабатывают абразивными, электрофизическими и электрохимическими методами.
12.3. Инструментальные материалы
Таблица 6
Вид материалов, примеры марок | Твердость HRC | Теплостойкость, °С | Максимальная скорость резания, м/мин | Применение |
Углеродистые инструментальные стали У7А... У10А (У13А) | 60 ... 62 | 12 ... 18 | Простой инструмент | |
Легированные инструментальные стали ХВГ, 9ХС, ХГС | 62 ... 64 | 12 ... 30 | - // - | |
Быстрорежущие стали Р9, Р18, Р6М5 | 62 ... 65 | 120 | Более сложный инструмент | |
Твердые (металлокерамические) сплавы ВК6, Т5К10, Т30К4 | HRA 86 ... 92 | 200…300 | - // - | |
Минералокерамические (на основе Al2O3) сплавы. То же с добавлением карбидов W, Ti и др. – «керметы». Сверхтвердые на основе нитрида бора BN. | 1000 | Для безудар-ной работы, т. к. хрупки | ||
Алмазный инструмент | 1200 | - // - | ||
Абразивные материалы | 1 | 2 | ||
12.4. Классификация металлорежущих станков
По видам обработки: токарные, строгальные, сверлильные, фрезерные, шлифовальные.
По точности: нормальной – Н, повышенной – П, высокой – В, особо высокой точности – А, особо точные (прецизионные) – С;
По способам управления: с ручным управлением, полуавтоматы, автоматы, с программным управлением;
Универсальные, которые применяются в индивидуальном или мелкосерийном производстве, специализированные – в средне - и крупносерийном, специальные – в массовом;
Одно - и многошпиндельные; одно - и многосуппортные; со ступенчатым и бесступенчатым регулированием скорости резания; с горизонтальным и вертикальным расположением шпинделя.
По конструкции станины: консольные (С-образная станина) и рамные (обычно тяжелые станки).
Тема 13. Технологические процессы механической обработки
13.1. Основные технологические методы обработки заготовок
деталей машин
Основные технологические методы обработки заготовок деталей машин представлены на схеме (рис. 13.1).
Схема точения наружной поверхности проходным резцом представлена на рис. 12.2. На рис. 13.2. показано, кроме точения проходными резцами (б, г, ж), точение резьбовыми (в), канавочными (з, и), расточными (д, е, о), отрезными (д) и подрезными резцами (н), а также сверление (м).
Главное движение во всех случаях Dr – вращательное, обычно это вращение заготовки. Подача осуществляется движением резца. Она может быть как продольной, так и поперечной относительно оси заготовки.
Sо – подача на один оборот заготовки. Величина остаточного треугольника АВЕ на рис. 12.2 определяет высоту микронеровностей на обработанной поверхности. Видно, что чем меньше подача Sо, тем ниже шероховатость.
Основные поверхности и режущие кромки проходного токарного резца показаны на рис. 13.3.
|
При нарезании наружной резьбы используются резьбовые резцы и плашки,
для нарезания внутренней резьбы – резцы резьбовые и метчики.
Для уменьшения шероховатости поверхности и её упрочнения производится поверхностное пластическое деформирование (ППД) поверхности обкаткой роликами или шариками. Различного типа обкатки могут использоваться для нанесения насечек на поверхность с целью придания ей декоративного вида.
По виду обработки резцы подразделяют на черновые, получистовые и чистовые; по форме – на прямые, отогнутые, оттянутые, изогнутые; по направлению подачи – левые и правые; по конструкции – цельные, с приваренной или припаянной режущей пластинкой, со сменными пластинками.
Основные типы станков токарной группы (рис. 13.4): токарно-винторезные, токарно-револьверные, токарно-карусельные, лобовые, токарные автоматы и полуавтоматы.
Приспособления к токарным станкам:
1) патроны для закрепления деталей, которые бывают двух - трех - и четырехкулачковые, имеющие различные виды привода (ручной, механический, пневматический, гидравлический, электрический);
2) планшайбы для закрепления сложных по конфигурации деталей;
3) поводковые патроны;
4) центры, хомутики для обработки деталей в центрах (рис. 13.2, в, г);
 |
|
13.2. Строгание, долбление, протягивание
При строгании главным движением является поступательное движение резца (на поперечно-строгальных станках) или заготовки (на продольно-строгальных станках). Строгальные резцы изогнуты назад для того, чтобы предотвратить заглубление резца при врезании, которое происходит с ударом. Долбежные резцы изогнуты вперед, чтобы державка резца не препятствовала углублению резца (рис. 13.5).
Протяжка – многолезвийный инструмент. Станки поперечно-строгальные, продольно-строгальные, долбёжные (рис. 13.6).
 |
На продольно-строгальных станках все суппорты могут поворачиваться на ± 60 ° при строгании наклонных плоскостей. Достигается точность 0,1 ... 0,2 мм на 1 м длины обрабатываемой поверхности. Строгальные станки применяются в мелкосерийном и единичном производстве. В крупносерийном производстве для аналогичных работ используются фрезерные станки, как более производительные. Обработка фасонных наружных и внутренних поверхностей сложной формы в массовом и крупносерийном производстве производится на горизонтально - и вертикальнопротяжных станках (рис. 13.7, 13.8).
 |
Обработка цилиндрических отверстий производится на токарных, сверлильных, расточных станках. На сверлильных и расточных станках главное движение совершает инструмент, выполняя вращательное движение. При сверлении на сверлильном станке вращается сверло, при растачивании отверстий на расточном станке вращается борштанга с резцом. Подача осуществляется движением вдоль оси отверстия, которое может совершать деталь или инструмент.
Инструменты для обработки отверстий – см. рис. 13.9.
Имеются различные типы свёрл. Наибольшее применение имеют спиральные сверла. На них для отвода стружки имеется винтовая канавка с углом наклона w = 18° ... 30°. Угол при вершине 2j = 90° °; угол наклона поперечной режущей кромки y = 50° ... 55°.
Зенкеры служат для обработки отверстий, полученных литьём или предварительным сверлением. Различают зенкеры по форме обрабатываемых отверстий: цилиндрические, конические, торцевые; по конструкции: цельные, насадные, с припаянными твердосплавными пластинками. Количество режущих лезвий у зенкеров z = 3 Зенкеры не имеют поперечной режущей кромки, поэтому не могут быть использованы для начального получения отверстий.
|
 |
|
| ||
|
| ||
|
| ||
| |||
| |||
Развертки служат для чистовой обработки отверстий, полученных сверлением или обработанных зенкерованием. Число зубьев у них z = 5 По конструкции бывают цельные, насадные, со вставными зубьями.
Зенковки служат для получения конических отверстий и фасок.
Цековки позволяют обрабатывать не только цилиндрические поверхности, но и привалочные поверхности около них, на которые опираются шайбы или головки винтов. В ряде случаев цековка может заменить фрезерование поверхности, что даёт значительный экономический эффект.
Работы, выполняемые на сверлильных станках (рис. 13.10): сверление отверстий до 30 мм; рассверливание до 80 мм; зенкерование до диаметра 120 мм, черновое и чистовое; развертывание до диаметра 120 мм, предварительное, чистовое и тонкое.
|
13.3. Обработка отверстий на сверлильных и расточных станках
По конструкции группа сверлильных станков разделяется на вертикально-сверлильные, радиально-сверлильные, горизонтально-расточные, координатно-расточные, алмазно-расточные (рис. 13.11).
На вертикально-сверлильных производится обработка сравнительно небольших деталей. В качестве инструментов используются свёрла разных типов, зенкеры, зенковки, цековки, развёртки.
На радиально-сверлильных станках обычно обрабатываются крупные корпусные детали. Это обеспечивает поворотная траверса, по которой в радиальном направлении может перемещаться шпиндельная головка. Кроме инструментов, применяемых на вертикально-сверлильных станках, используются борштанги с резцами, позволяющие производить расточку отверстий.
На горизонтально-расточных станках можно выполять те же операции, что
и на радиально-сверлильном, но, кроме того, можно производить точение наружных поверхностей, подрезание торцов, нарезание резьбы резцами, а также фрезерование поверхностей. Эта универсальность достигается большой сложностью станка. Поэтому экономически оправдано использовать такие станки только для ответственных деталей сложной формы.
Координатно-расточные используются в основном для расточки крупных деталей, которые нельзя обработать на токарных станках (блоки цилиндров, корпуса редукторов и т. д.)
|
13.4. Фрезерование
Главное движение при фрезеровании – это вращение фрезы. Движение подачи – поступательное перемещение заготовки или фрезы. Фреза – многолезвийный инструмент, каждый зуб которого за полный оборот фрезы находится в контакте с деталью относительно небольшое время, т. е. имеет место прерывистость резания.
Различают фрезерование встречное и попутное (рис. 13.12). При встречном скорости резания и движения направлены в противоположные стороны, поэтому толщина стружки при врезании фрезы плавно возрастает от нуля до максимума. Действующая на заготовку сила стремится оторвать ее от стола, поэтому возникают вибрации в вертикальном направлении. Т. к. при врезании толщина срезаемого слоя мала, то возможно скольжение зуба в месте врезания по поверхности металла без резания и его смятие, что вызывает упрочнение поверхностного слоя. Следующий зуб фрезы срезает поверхность упрочнённую предыдущим зубом. Это увеличивает износ фрезы и снижает качество обработки.
При попутном фрезеровании направления перемещения зуба фрезы и подачи совпадают, поэтому толщина срезаемого слоя при врезании максимальна, а затем убывает. Сила резания в этом случае прижимает заготовку к столу, поэтому вибрации в вертикальном направлении минимальны. Так как проскальзывания нет, то упрочнение металла меньше, поэтому больше стойкость фрезы и выше чистота поверхности. Однако, вследствие того, что направления перемещения зубьев фрезы и подачи совпадают, возникают сильные вибрации в горизонтальном направлении в результате выбора зазоров в механизме подачи винт-гайка поочерёдно, то в одну, то в другую стороны. Поэтому попутное фрезерование можно проводить только на станках, оборудованных механизмом, обеспечивающим выбор зазора в механизме продольной подачи. Так как зуб фрезы при попутном фрезеровании ударяет в необработанную поверхность, его нельзя применять в том случае, если на поверхности заготовки имеется твёрдая корка.
Различные виды фрез показаны на рис. 13.13. По форме режущей части их разделяют на цилиндрические, торцевые, дисковые (в т. ч. прорезные), концевые, угловые, шпоночные, фасонные, резьбовые, модульные. По конструкции: цельные, сборные со вставными зубьями. По форме зубьев: с прямыми, наклонными или винтовыми. Для сталей разной прочности используют фрезы с передним углом g = 5…30°, задним углом a = 10…25°. Кроме фрезерования плоскостей и канавок различной формы фрезерование используется для изготовления зубчатых колёс. Различные способы их изготовления показаны на рис. 13.14. Для сравнения там же показано изготовление зубчатых колёс долблением, которое является менее производительным методом.
На рис. 3.15 показаны схемы обработки станины станка и фасонной поверхности.
На рис. показаны различные типы фрезерных станков: консольно-горизонтальный; вертикально-фрезерный; продольно-фрезерный двухстоечный; копировально-фрезерный.