

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
, ,
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
И ОБОРУДОВАНИЕ ОТРАСЛЕЙ
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАМЫШИНСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ (ФИЛИАЛ)
ВОЛГОГРАДСКОГО ГОСУДАРСТВЕННОГО ТЕХНИЧЕСКОГО УНИВЕРСИТЕТА
, ,
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
И ОБОРУДОВАНИЕ ОТРАСЛЕЙ
КРАТКИЙ КУРС ЛЕКЦИЙ
РПК «Политехник»
Волгоград
2005
УДК 621.7/.9
Б 43
Рецензенты: ,
, , Шеин процессы и оборудование отраслей: Краткий курс лекций / ВолгГТУ, Волгоград, 2005. – 119 с.
ISBN -5
Содержит лекции по материаловедению и технологическим процессам, применяемым в машиностроении. Предназначено для студентов, обучающихся по направлениям 521500 (код по ОКСО 080500) «Менеджмент», 521600 (код по ОКСО 080100) «Экономика», 551200 (код по ОКСО 260700) «Технология и проектирование текстильных изделий» и специальности 220200 (код по ОКСО 230102) «Автоматизированные системы обработки информации и управления». Данный курс может быть использован для других направлений и специальностей, в т. ч. среднетехнических.
Ил. 89. Табл. 8. Библиогр.: 4 назв.
Печатается по решению редакционно-издательского совета
Волгоградского государственного технического университета

ISBN -5 Ó Волгоградский
государственный
технический
университет, 2005
Принятые обозначения и сокращения
1. Латинские прописные буквы:
А – площадь, м2;
Е – модуль нормальной упругости, МПа, или полная энергия, Дж;
F – внешняя сила, Н;
G – вес, Н, или модуль сдвига, МПа;
J – момент инерции, м4;
K – кинетическая энергия, Дж;
M – момент силы, изгибающий момент, Н×м;
R – сила реакции, Н;
S – статический момент сечения, м3;
T – вращающий момент, Н×м;
U – потенциальная энергия, внутренняя энергия, Дж, или напряжение, В;
P – мощность, Вт, или давление, Па;
V – объем тела, м3, или скорость, м/с;
W – работа, Дж;
I – сила тока, А;
TO – термическая обработка;
ОМД – обработка металлов давлением;
КПД – коэффициент полезного действия;
МПЧ – масса падающих частей (молота).
2. Греческие буквы:
g – удельный вес, Н/м3; угол сдвига, градус;
r – радиус кривизны, м, или плотность, кг/м3;
w – угловая скорость, с-1;
j – угол закручивания, градус;
s – нормальное напряжение, Па;
t – касательное напряжение, Па; время, с;
t – температура, °С;
d – толщина, мм.
Другие сокращения, имеющие ограниченное применение, указываются непосредственно в тексте, например, пластическая деформация (ПД).
Латинские обозначения химических элементов используются в тексте вместо их названий, например, Si – кремний.
ВВЕДЕНИЕ. НЕКОТОРЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Предметом курса «Технологические процессы и оборудование отраслей» является изучение современных материалов и наиболее распространенных прогрессивных технологических процессов изготовления заготовок и деталей машин.
Технологический процесс – процесс последовательного преобразования исходных материалов и полуфабрикатов в готовую продукцию требуемого качества. Он состоит из методов, указывающих что, как и в какой последовательности следует делать, чтобы из исходных материалов и полуфабрикатов получить готовый продукт, какое оборудование и оснастку необходимо использовать. Технологический процесс является частью производственного процесса, который включает в себя все необходимые действия для создания продукта и содержит в себе вспомогательные действия, например, охрану, уборку производственных помещений и территории, работы по вентиляции, отоплению, освещению и т. д.
Операция – законченная часть технологического процесса, выполняемая на одном рабочем месте.
Машина – устройство, выполняющее механические движения для преобразования энергии, движения, материалов, а также для накопления и переработки информации с целью повышения производительности, замены или облегчения физического и умственного труда человека.
Качество изделия – это совокупность свойств, определяющая его соответствие требованиям потребителя (покупателя) и соответственно его потребительскую стоимость.
Показатели качества в машиностроении:
· функциональные показатели, соответствующие назначению изделия;
· надежность: безотказность, долговечность, ремонтопригодность, сохраняемость;
· технологичность конструкции – соответствие ее требованиям производства, эксплуатации и ремонта при заданном уровне качества, объеме выпуска и условиях выполнения работ, обеспечивающее возможность достижения оптимальных затрат в указанных процессах;
· степень стандартизации и унификации;
· эргономические показатели («человек-изделие-среда»): удобство управления и эксплуатации, гигиенические показатели, безопасность в процессе эксплуатации, в т. ч. экологическая – уровень шума и вибраций, вредных выбросов и т. д.;
· эстетические показатели;
· патентно-правовые показатели;
· технико-экономические показатели, отражающие стоимость и экономическую эффективность применения (расход энергоносителей и др.).
Работоспособность машины в значительной степени зависит от точности изготовления деталей и шероховатости поверхностей, прежде всего контактных поверхностей сопрягаемых деталей.
Точность изделия определяется степенью соответствия фактических размеров изделия размерам, задаваемым чертежом. Предельные размеры годных деталей задаются верхним и нижним допускаемыми отклонениями, которые указываются около номинальных размеров, например, ![]() Æ
Æ![]() . Здесь +0,2 - верхнее отклонение, – 0,1 – нижнее. Интервал, в котором изменяются размеры годных деталей, называется допуском. Его величина определяется разностью между верхним и нижним предельными отклонениями. В нашем примере допуск равен 0,2–(–0,1) = 0,3. Существует 19 квалитетов точности. С увеличением номера квалитета на единицу, величина поля допуска увеличивается » в 1,6 раза. Через пять квалитетов поле допуска увеличивается в 10 раз. Чем больше поле допуска, тем легче и дешевле обеспечить требуемую точность. Однако следует учитывать, что необоснованное увеличение допуска в сопряжениях деталей машин, особенно в тех, которые испытывают ударные и вибрационные нагрузки, может значительно уменьшить их надёжность и долговечность.
. Здесь +0,2 - верхнее отклонение, – 0,1 – нижнее. Интервал, в котором изменяются размеры годных деталей, называется допуском. Его величина определяется разностью между верхним и нижним предельными отклонениями. В нашем примере допуск равен 0,2–(–0,1) = 0,3. Существует 19 квалитетов точности. С увеличением номера квалитета на единицу, величина поля допуска увеличивается » в 1,6 раза. Через пять квалитетов поле допуска увеличивается в 10 раз. Чем больше поле допуска, тем легче и дешевле обеспечить требуемую точность. Однако следует учитывать, что необоснованное увеличение допуска в сопряжениях деталей машин, особенно в тех, которые испытывают ударные и вибрационные нагрузки, может значительно уменьшить их надёжность и долговечность.
Шероховатость - это микроскопические отклонения реальной поверхности от идеальной номинальной поверхности. Существует много параметров, характеризующих шероховатость. Наиболее часто используются Ra и Rz. Rz – это высота микронеровностей, определённая на базовой длине по 10 экстремальным точкам микрорельефа. Ra - это среднее арифметическое отклонение профиля, которое определяется интегрированием по всем точкам на базовой длине или определяется приближённо осреднением большого количества измерений отклонений микрорельефа от средней линии. Параметр Rа на чертеже указывается без буквенного обозначения – ![]() , а параметр Rz с буквенным обозначением
, а параметр Rz с буквенным обозначением ![]() . Между Ra и Rz существует приблизительное соотношение Rz » (4…5)Ra.
. Между Ra и Rz существует приблизительное соотношение Rz » (4…5)Ra.
Чем выше требования к точности размеров и ниже шероховатость поверхностей, тем, как правило, выше работоспособность изделия, но тем выше и затраты на изготовление. Конструкторы и технологи стремятся обеспечить оптимальный уровень точности и шероховатости, который обеспечивает требуемую надёжность и долговечность при минимальных затратах.
Себестоимость – совокупность материальных и трудовых затрат предприятия в денежном выражении, необходимых для изготовления и реализации продукции.
Типы производств
Организация технологического процесса производства и его экономичность зависят от масштаба производства и его типа. Различают заготовительное и механосборочное производство.
Заготовительное занимается производством заготовок. Исходя из способа
изготовления заготовок, различают кузнечное, литейное, сварочное штамповочное, прокатное, волочильное и др. виды производств.
Механосборочное производство осуществляет механическую обработку заготовок, главным образом резанием, с целью получения требуемой точности размеров и шероховатости поверхностей деталей и их сборку.
Массовое производство: непрерывно-поточное производство одних и тех же изделий в больших количествах, когда на рабочих местах выполняются одни и те же постоянно повторяющиеся операции.
Серийное производство: на большинстве рабочих мест последовательно обрабатываются партии разных деталей, для этого оборудование периодически переналаживается с одной операции на другую и с одного изделия на другое (переменно-поточное производство). В зависимости от размеров партий такое производство подразделяют на крупносерийное, мелкосерийное и смешанное.
Единичное: производство изделий в одном или нескольких экземплярах, характеризуется большой номенклатурой деталей, разнообразием и неповторяемостью операций.
В массовом производстве изделий экономически оправдано применение специальных высокопроизводительных станков, приспособлений и инструментов, что обеспечивает высокий уровень механизации и автоматизации.
В серийном производстве применяются переменно-поточные линии для обработки деталей определенного типа, близких по конфигурации, размерам и характеру обработки.
В единичном и мелкосерийном производстве используются, как правило, универсальные станки, приспособления и инструмент.
РАЗДЕЛ I. МЕТАЛЛОВЕДЕНИЕ И ТЕРМИЧЕСКАЯ ОБРАБОТКА
Тема 1. Кристаллическое строение
И свойства металлов и сплавов
1.1. Свойства материалов
Свойства материалов зависят от их химического состава и внутреннего строения (структуры).
Методы исследования химического состава и структуры металлов и сплавов:
· микро-, макроскопический анализы структуры с использованием микроскопов разного типа и луп;
· рентгеноструктурный анализ, позволяющий определить межатомные расстояния и тип кристаллической решётки;
· спектральный физический анализ, позволяющий определить содержание различных химических элементов;
· термический анализ, позволяющий определить температуры начала и конца затвердевания или расплавления, температуры перекристаллизации, происходящей в твёрдом состоянии.
Для выявления микро - и макротрещин используются различные виды дефектоскопии. Различают рентгеновскую, магнитную и люминисцентную дефектоскопии.
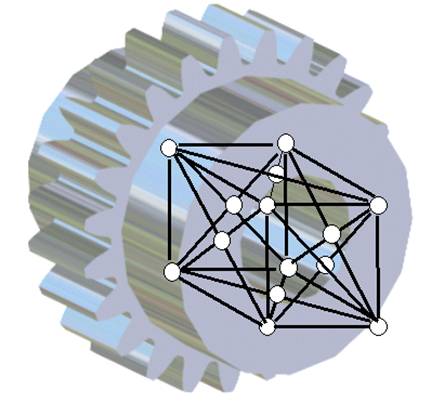
Большинство материалов в твёрдом состоянии являются кристаллическими телами, т. е. расположение атомов или молекул в них упорядоченно. Эту упорядоченность принято представлять кристаллической решёткой. Наиболее часто встречающиеся кристаллические решётки металлов представлены на рис. 1.1. Расстояние между центрами соседних атомов измеряется в ангстремах (1А° = 1×10-8 см).
а б в
Рис. 1.1. Схемы кристаллических решеток:
а – объемноцентрированная кубическая (ОЦК);
б – гранецентрированная кубическая (ГЦК);
в – гексагональная плотно упакованная (ГПУ)
Кубическую объемноцентрированную кристаллическую решетку имеют Fea, W, Mo, V, Cr, K, Na, Mn. Кубическую гранецентрированную - Feg, Cu, Ni, Ag, Al, Pt, Ca. Гексагональную плотно упакованную - Mg, Ti, Оs, Ru, Be, Co, La, Y. Как видно, железо при различных температурах может иметь две модификации ОЦК и ГЦК. Изменение типа решётки в процессе нагрева или охлаждения называется полиморфным превращением.
Полиморфизм – это способность металлов по достижении определенных температур изменять свое кристаллическое строение, перестраивая тип кристаллической решётки. Так, ОЦК железо (Fea) будучи нагрето до 911 °С изменяет кристаллическую решетку и становится ГЦК железом Feg. Это строение сохраняется до 1392 °С, после чего решетка снова перестраивается и приобретает ОЦК строение Fea, сохраняя его вплоть до температуры плавления 1539 °С.
В металлах валентные электроны свободно перемещаются по всему объему, обеспечивая высокую электро - и теплопроводность. Наличие свободных электронов в металлах обеспечивает металлический тип связи между положительными ионами, потерявшими валентные электроны, и электронным газом. Эти связи достаточно прочны, но при разрыве легко восстанавливаются. Именно наличие легко восстанавливаемых после разрыва связей обеспечивает у металлов высокие пластические свойства и ковкость.
Анизотропия в кристаллах – это неодинаковость свойств кристалла в различных направлениях вследствие упорядоченности внутренней структуры. Анизотропия влияет на показатели прочности, модуль упругости, термический коэффициент расширения, коэффициенты тепло - и электропроводности и пр. Анизотропия характерна и для поверхностных слоев металла: адсорбционная способность, химическая активность.
Реальные конструкционные металлы и сплавы состоят из большого числа различно ориентированных зёрен, т. е. являются поликристаллическими телами. Вследствие осреднения макроскопические объёмы не обладают анизотропией, т. е. имеют квазиизотропные свойства. Однако наличие анизотропии на уровне зерна приводит к концентрации напряжений и деформаций в поликристалле по отдельным частям зерен, неоднородному возникновению пластических деформаций и микроразрушений по структуре сплава. Эти процессы играют решающую роль в процессах разрушения при нагрузках, изменяющихся во времени, которые приводят к так называемому «усталостному» разрушению.
Структурные несовершенства кристаллов (рис. 1.2):
1. Точечные: вакансии (отсутствующие атомы), внедрения (дополнительные атомы между основными атомами, расположенными в узлах кристаллической решётки). Около таких дефектов кристаллическая решетка упруго искажена на расстоянии одного – двух межатомных расстояний.
2. Линейные – дислокации имеют большую протяжённость в одном направлении. Например, на рис. 1.2 полуплоскость FKM «лишняя» и в точке F в направлении 1-2 на расстоянии, равном величине зерна, имеется искажение кристаллической решётки.
Поверхностные, обычно располагаются на границах кристаллитов (зерен). Протяжённость этих дефектов в двух направлениях определяется размерами зёрен.
|
|
|
|
|
а б в
Рис. 1.2. Дефекты кристаллической решетки:
а – точечные; б – линейные; в – плоскостные
Даже относительно небольшая концентрация дефектов кристаллического тела вызывает чрезвычайно большие изменения его физико-химических свойств. Например, тысячные доли примесей к чистым полупроводниковым кристаллам изменяют их электросопротивление в раз.
1.2. Виды деформации
Упругая деформация кристаллических тел происходит путем смещения атомов от положения устойчивого равновесия на расстояния, меньшие межатомных, при снятии нагрузки, обеспечивающей упругую деформацию, упругая деформация исчезает.
Пластическая (необратимая) деформация совершается за счет сдвига атомов из одного равновесного положения в другое, при этом перемещения могут быть много большие межатомных расстояний. При таком деформировании ряд атомов меняет «соседей», но разрушенные связи восстанавливаются с новыми соседями (рис. 1.3). В физике кристаллов вычислено, что для разрыва всех связей в кристалле хотя бы в одном сечении, как показано на рис. 1.3, необходимо приложить напряжение порядка 0,1 Е, где Е – модуль упругости. Однако, реальная прочность кристаллов в сотни раз меньше теоретической. Физики это различие смогли объяснить, придумав специальные дефекты кристаллической решётки – дислокации. Дислокации обеспечивают не одновременный разрыв всех связей в кристалле, а поочерёдный, как показано на рис. 1.3. С появлением электронных микроскопов, физики экспериментально нашли придуманные дислокации. Движение дислокаций приводит к последовательному разрыву связей между атомами и смещению слоёв металла, которое не исчезает после снятия нагрузки.
Очевидно, что материал, не содержащий дислокаций, будет значительно прочнее, чем имеющий их. Однако реализация такого пути получения прочных металлов натолкнулась на неразрешимые трудности, связанные с возможностью выращивания бездефектных кристаллов. Для повышения прочности в настоящее время используется прямо противоположный путь.
 |
Установлено, что дислокации взаимодействуют между собой. Особенно сильное взаимодействие наблюдается при перемещении дислокаций в пересекающихся плоскостях скольжения, когда они начинают препятствовать взаимному перемещению. В итоге возникает парадоксальное явление, с увеличением числа дислокаций сопротивление пластическим деформациям возрастает. Поэтому прочность материалов повышают, увеличивая концентрацию деформаций, что иллюстрирует рис. 1.4.
Рис. 1.4. Зависимость предела прочности металла от числа дефектов
в его кристаллической решетке
Таким образом, прочность материала можно повысить путем получения бездефектных кристаллов, либо, наоборот, путем получения кристаллов с максимально возможным числом дислокаций. Первый путь реализуется при получении нитевидных кристаллов («усов»). Например, такие кристаллы железа имеют прочность sВ = 3000МПа, а техническое железо только sВ = 300 МПа. Второй путь реализуется с помощью термической обработки стали или холодного пластического деформирования, при которых плотность дислокаций в 1 см3 возрастает с »107 в отожженном металле до »1012. Например, при закалке углеродистой стали ее твердость возрастает в 2,5 ... 3 раза, при холодной пластической деформации прочность увеличивается в 1,5 ... 2 раза.
Свойства металлов в значительной степени зависят от величины и формы кристаллитов-зерен, которыми называют кристаллы неправильной формы. Размер и форма зёрен, в свою очередь, зависят от условий кристаллизации из расплава. Чем больше скорость охлаждения, тем выше степень переохлаждения сплава, больше центров кристаллизации возникает одновременно в данном объеме, меньше размеры образующихся зерен, тем больше площадь поверхностных дефектов, большинство из которых являются дислокациями. При этом увеличиваются прочностные свойства и, что особенно важно, с увеличением прочности пластичность не только не уменьшается, но даже значительно увеличивается. Измельчение зерна – один из немногих способов упрочнения, когда пластичность при увеличении прочности растёт. Поэтому, как правило, стремятся получить мелкозернистую структуру. Наиболее простым способом обеспечения этого является высокая скорость охлаждения при кристаллизации. Однако высокую скорость охлаждения можно получить только на тонкостенных отливках, а на крупных слитках, которые используются в металлургическом  производстве (рис. 1.5), такой способ не приемлем.
производстве (рис. 1.5), такой способ не приемлем.
На рис. 1.5. показаны расположение, форма и величина зерен в слитке стали, которая полностью определяется скоростью охлаждения и направлением отвода тепла.
1.3. Механические свойства
Основными механическими свойствами являются прочность, твердость, упругость, пластичность, ударная вязкость, усталостная прочность (выносливость). Внешние нагрузки вызывают в твёрдых телах деформации, связанные с изменением формы и объёма. Основные характеристики прочности и пластичности определяют при испытаниях на растяжение, которые производят с записью диаграмм деформирования в координатах F, Dl, где F – сила, D l = l1 – l 0 – абсолютное удлинение. Для определения характеристик прочности используют особые точки (А, B, D) диаграммы деформирования, представленной на рис. 1.6. Так как нагрузки и деформации, соответствующие этим точкам, зависят от размеров образца, то для получения характеристик прочности переходят к относительным координатам, которыми являются напряжения s и относительные деформации e.

где ![]() – начальная и текущая длины цилиндрической части образца; А0 – площадь поперечного сечения образца, подвергаемого растяжению.
– начальная и текущая длины цилиндрической части образца; А0 – площадь поперечного сечения образца, подвергаемого растяжению.
 |
Рис. 1.6. Диаграмма растяжения мягкой стали
Прочность – это способность твердого тела сопротивляться деформации или разрушению под действием статических или динамических сил.
Характеристики прочности, определяемые испытанием на растяжение стандартных образцов:
sу – предел упругости – максимальное напряжение, ограничивающее область ![]() , когда деформации и напряжения связаны между собой линейной зависимостью
, когда деформации и напряжения связаны между собой линейной зависимостью ![]() , которая называется законом Гука, где Е – модуль нормальной упругости. Деформации, подчиняющиеся закону Гука, называют упругими, они исчезают при снятии нагрузки. При напряжениях, превышающих предел упругости, возникают упругопластические деформации. Часть общей деформации, которая не исчезает при снятии нагрузки, является пластической. Напомним, что появление пластической деформации связано с разрывом межатомных связей и перемещением дислокаций.
, которая называется законом Гука, где Е – модуль нормальной упругости. Деформации, подчиняющиеся закону Гука, называют упругими, они исчезают при снятии нагрузки. При напряжениях, превышающих предел упругости, возникают упругопластические деформации. Часть общей деформации, которая не исчезает при снятии нагрузки, является пластической. Напомним, что появление пластической деформации связано с разрывом межатомных связей и перемещением дислокаций.
sТ – предел текучести, это напряжение, при котором материал деформируется пластически без увеличения нагрузки и на диаграмме появляется горизонтальная площадка (площадка текучести). Его называют физическим пределом текучести. В случае, если у материала площадка текучести отсутствует, принято определять условный предел текучести, соответствующий допуску 0,2 % на остаточную пластическую деформацию, который обозначается s0,2 .
sр - прочность, полученная при разрыве элемента.
sВ – предел прочности (временное сопротивление) соответствует максимальной нагрузке, которую выдерживает образец до разрушения.
Разрушение – нарушение сплошности металла. В точке Е происходит разрушение образца, т. е. разделение на две несвязанные между собой части.
Одной из основных характеристик пластичности материала является полное относительное удлинение при разрыве:
 ,
,
где lк – длина образца после разрыва, lo – первоначальная длина. Заметим, что d равняется величине отрезка 0e на рис. 1.6, за вычетом упругой деформации.
Твердость – это способность материала сопротивляться внедрению в него другого значительно более твердого тела, которое называется индентором.
По методу Бринелля, индентором является стальной закаленный шарик (рис. 1.7, а). Число твёрдости, по Бринеллю, обозначается HB и может рассчитываться по формуле НВ = F / Аотп., где F – стандартное усилие, Аотп. – площадь поверхности сферического отпечатка. Однако чаще число твердости HB определяется по диаметру отпечатка с помощью таблиц.
а б
Рис. 1.7. Схемы измерения твердости:
а – методом Бринелля; б – методом Роквелла
Согласно методу Роквелла (рис. 1.7, б), в испытуемую поверхность могут вдавливаться различные инденторы. Для твёрдых закалённых сталей используют алмазный конус с углом при вершине 120°, для незакалённых сталей и цветных металлов применяют стальной шарик малого диаметра. Число твердости определяется непосредственно по шкалам прибора после снятия основной нагрузки F, как величина, обратно пропорциональная глубине вдавливания h–h0. При использовании конуса число твёрдости обозначается HRA (F = 0,6 кН) или HRC (F = 1,5 кН). При использовании шарика число твёрдости обозначается HRВ (F = 1 кН).
Для надёжной работы материала в разнообразных условиях необходимо оптимальное сочетание параметров прочности и пластичности. Это сочетание зависит от условий работы детали (статические и динамические нагрузки, изнашивание под действием сил трения, циклическое приложение нагрузки) и может регулироваться в широких пределах изменением химического состава и структуры материала.
1.4. Технологические свойства
Технологические свойства отражают степень соответствия материала требованиям технологического процесса. К ним относятся:
· литейные: жидкотекучесть (показывает способность заполнять тонкостенные формы), усадка (характеризует уменьшение размеров отливки в процессе кристаллизации, что приводит к пористости и образованию усадочных раковин), ликвация (отражает возникновение химической неоднородности при кристаллизации сплава);
· деформируемость (ковкость): соотношение пластичности и сопротивления деформации;
· свариваемость: способность сплавов образовывать неразъемные соединения требуемого качества;
· обрабатываемость резанием, характеризуется возможностью получения качественного поверхностного слоя и сопротивлением резанию (мощностью, силами резания).
Определение технологических свойств проводится при испытаниях, близких к условиям технологического процесса. Например, литейные определяются при заливке жидкого металла в специальные формы. Деформируемость определяется при испытании на осадку при сжатии, выдавливанием через калиброванное отверстие, изгиб на заданный угол и т. д.
Эксплуатационные свойства: износостойкость, коррозионная стойкость, хладостойкость (ниже 0 °С), жаропрочность, жаростойкость, сопротивляемость изнашиванию, коэффициент трения.
Тема 2. Железоуглеродистые сплавы. Термическая
и химико-термическая обработка стали
2.1. Сплавы
Сплавы – это материалы, получаемые из двух и более компонентов ( химических элементов или их соединений) путем сплавления в жидком состоянии или спекания или в результате электролиза, или др. путями.
Сплавы железа с углеродом называются чёрными сплавами. Они разделяют-
ся на стали и чугуны. Стали содержат менее 2,14 % углерода (С < 2,14 %), а чугуны (2,14 < С < 6,67 %). Они являются основными материалами, используемыми в технике. Кроме углерода, эти сплавы могут содержать примеси. Различают полезные примеси, которые специально вводят в состав сплава (Mn, Si, Cr, Ni, Co, Mo, V, W и др.), и вредные примеси (S, P), которые присутствуют в сырье и их не удаётся полностью удалить в процессе изготовления сплава. Компонентами называют вещества, образующие сплав.
Системой называют совокупность фаз, находящихся в равновесии. Фазой
называют однородные составные части системы, имеющие одинаковый состав,
одно и то же агрегатное состояние (газообразное, жидкое, твёрдое) и одинаковую кристаллическую структуру, разделённые поверхностью раздела.
На рис. 2.1 показана диаграмма фазового равновесия сплава железа с углеродом в зависимости от концентрации и температуры. Компоненты в сплаве образуют следующие виды фаз: жидкие растворы, твёрдые растворы и химиче-
ские соединения.
 Твердыми растворами называют фазы, в которых один из компонентов сохраняет свою кристаллическую решётку, а атомы других компонентов располагаются внутри её. Различают твёрдые растворы внедрения и замещения. В первых растворённый компонент располагается в междоузлиях кристаллической решётки и не занимает место атомов растворителя. В растворах замещения растворяемый компонент замещает атомы растворителя, что характерно для компонентов с мало различающимися атомными размерами.
Твердыми растворами называют фазы, в которых один из компонентов сохраняет свою кристаллическую решётку, а атомы других компонентов располагаются внутри её. Различают твёрдые растворы внедрения и замещения. В первых растворённый компонент располагается в междоузлиях кристаллической решётки и не занимает место атомов растворителя. В растворах замещения растворяемый компонент замещает атомы растворителя, что характерно для компонентов с мало различающимися атомными размерами.
Химические соединения отличаются от растворов тем, что имеют кристаллическую структуру, отличающуюся от решёток компонентов, образующих химическое соединение.
При кристаллизации жидкого раствора или при перекристаллизации твёрдого раствора из них могут выделяться другие твёрдые растворы и (или) химические соединения. В результате образуются механические смеси. Дисперсные механические смеси, которые образуются кристаллизацией из жидкого раствора при постоянной температуре и постоянном составе, называются эвтектическими (эвтектикой). Более мелкодисперсные смеси, образующиеся при перекристаллизации твёрдого раствора при постоянной температуре и постоянном составе, называются эвтектоидными (эвтектоидом)..
Основные компоненты железоуглеродистых сплавов:
1. Железо, Fe: r = 7860 кг/м3, tпл. = 1539 °С, НВ =, d =%.
2. Углерод, С: r = 2600 кг/м3, tпл. = 4000 °С. Углерод в железоуглеродистых сплавах может содержаться в виде химического соединения – цементита или свободного графита или входить в состав твердых растворов.
Структурные составляющие железоуглеродистых сплавов:
1. Аустенит – твердый раствор внедрения углерода в g железе, имеющем ГЦК кристаллическую решётку (Fеg) с максимальной концентрацией углерода 2,14 % при 1147 °С, которая понижается до 0,8 % при 727 °С. Немагнитен, имеет высокую пластичность (d =%), НВ =
2. Феррит – твердый раствор внедрения углерода в a железе, имеющем ОЦК кристаллическую решётку (Fеa). Максимальная концентрация углерода 0,02 % при 727 °С и 0,006 % при 20 °С. Имеет низкую твердость (НВ = 80, высокую пластичность (d = 50 %).
3. Цементит (Fе3С) содержит С = 6,67 %. Является химическим соединением. tпл.= 1260 °С. Обладает очень высокой твердостью (НВ = 820) и хрупкостью (d = 0). При медленном охлаждении или при содержании кремния > 1,5 % цементит может распадаться: FeC ® 3Fe + C (графит).
4. Перлит – это эвтектоидная механическая смесь (эвтектоид) феррита и цементита. Образуется при распаде аустенита при t = 727 °С (линия PSK на рис. 2.1) с концентрацией С = 0,8 % :
Feg (С = 0,8 %) ® Fea (С = 0,02 %) + Fe3С (С = 6,67 %).
Магнитен, имеет повышенную прочность и твердость, НВ = , sв = 800 МПа, d = 12 %.
5. Ледебурит – это эвтектическая механическая смесь (эвтектика) аустенита и цементита, образуется из жидкого раствора с концентрацией углерода (С = 4,3 %). Образуется при t = 1147 °С (линия ECF на рис. 2.1). Имеет высокую твёрдость и очень хрупок, НВ =
Характерные сплавы на диаграмме (по концентрации углерода в %):
С = 0 % – чистое железо;
С = 0,8 % – эвтектоидный сплав, содержащий 100 % перлита, разделяет стали на доэвтектоидные и заэвтектоидные;
С = 2,14 % – предельная растворимость углерода в аустените, является границей между сталями и чугунами;
С = 4,3 % – эвтектический сплав, содержит 100 % ледебурита;
С = 6,67 % содержит 100 % цементита (Fe3C).
Заметим, что разделение железоуглеродистых сплавов на стали и чугуны произошло в те времена, когда не умели делать химический анализ. Это разделение проведено исходя из того, что стали можно сильно деформировать (ковать, штамповать и т. д.), а чугуны хрупко разрушаются при сравнительно небольших деформациях. Рассматривая рис. 2.1, можно видеть, что стали могут находиться при определённой температуре в состоянии твёрдого раствора (аустенита и (или) феррита). Именно в этом состоянии стали можно подвергать значительным деформациям на десятки и сотни процентов. Чугуны в твёрдом состоянии при любой температуре содержат хрупкое химическое соединение (цементит), что и объясняет их малую пластичность.
Самая верхняя кривая на диаграммах фазового равновесия, например ABCD на рис. 2.1, показывает начало кристаллизации в сплаве. Она называется линией «ликвидус». Линия, обозначающая конец затвердевания (AHJECF на рис. 2.1), называется линией «солидус».
У доэвтектоидных сталей при охлаждении по кривой GS начинается и по PS заканчивается перекристаллизация части аустенита в феррит, что связано с полиморфным превращением Feg в Fea. Концентрация углерода в оставшемся аустените повышается до 0,8 % и по линии PS последний превращается в перлит. Таким образом, доэвтектоидные стали имеют феррито-перлитную структуру.
У заэвтектоидных сплавов по кривой SE начинается и по SK заканчивается процесс выделения из аустенита цементита вследствие понижения растворимости углерода в аустените при охлаждении. Концентрация углерода в оставшемся аустените понижается до 0,8 % , и по линии SK последний превращается в перлит. Т. о., заэвтектоидные стали имеют перлитнo-цементитную структуру. Цементит стремится выделиться по границам зерен, образуя так называемую цементитную сетку, которая резко снижает прочность сплава.
Микроструктуры сталей см. на рис. 2.2, чугунов на рис. 2.3.
 |
2.2. Термообработка

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
