
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Для анализа соотношения площадей контактов была принята методика расчета геометрических параметров контактной зоны, приведенная во второй главе настоящей работы.
Теоретическая и практическая ценность приведенной методики заключается в ее универсальности, т. к. она позволяет рассчитывать геометрию контакта, как при обработке вала, так и при обработке отверстия, а также для различных конфигураций и размеров деформирующих роликов. Это позволяет проводить сравнение процесса ППД при различных условиях обработки.
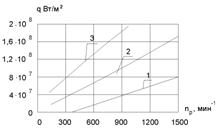
На основе предложенной методики расчета геометрических параметров контактной зоны и разработанного алгоритма расчета с применением ЭВМ были построены зависимости, показанные на рис. 7.2. Графики зависимостей площадей контактной зоны от изменения радиуса обрабатываемой поверхности при обработке отверстий и валов построены с учетом изменения диаметров деформирующих роликов, вычисленных по формулам (7.2) и (7.3), и представлены на рис. 7.3.
Рис. 7.3. Зависимости площадей контактной зоны от изменения
радиуса детали при обработке отверстий и валов:
а) раскатывание по прямой схеме; б) раскатывание через промежуточные опорные катки; 1 – при обработке отверстий; 2 – при обработке валов; hm = 0,12 мм; rпр = 5 мм
Анализ представленных зависимостей позволяет сделать следующие выводы. Площадь контакта при обработке отверстий при одной и той же глубине внедрения и одних и тех же конструктивных параметрах деформирующего ролика больше, чем при обработке валов, имеющих те же диаметры. Причем, по схеме прямого раскатывания разница в площадях достигает значительной величины, более чем в 10 раз, и возрастает пропорционально увеличению диаметра обрабатываемой детали (рис. 7.4).
Как видно из графика, отношение площадей контакта при обработке по прямой схеме с увеличением диаметра детали растет по параболическому закону, а зависимость при обработке отверстий − практически постоянна и имеет линейный характер.
Рис. 7.4. Отношение площадей контактных зон в зависимости
от диаметра обрабатываемой детали при обработке отверстий и валов:
1 – обработка через промежуточные опорные катки,
2 – обработка по прямой схеме двумя роликами
Это обстоятельство можно объяснить с помощью рис. 7.5, где рассматриваются особенности внедрения деформирующего ролика в поверхности вала и отверстия равных диаметров.
Рис. 7.5. Схема деформирования отверстия и вала равных диаметров
роликом, внедренным на одинаковую глубину:
rp – радиус деформирующего ролика; R – радиус обрабатываемой поверхности;
hм – максимальная глубина внедрения ролика в поверхность детали,
zo, zв – полуширина контакта при обработке отверстия и вала соответственно
Для объяснения полученных выводов проведем аналитические исследования влияния размеров деформирующих роликов и детали на полуширину контакта. Если предположить, что при внедрении ролика в поверхность детали на величину hm, размер ролика увеличивается до размеров обрабатываемого отверстия, то в пределе в рассматриваемом сечении окружность ролика станет концентричной окружности принадлежащей детали. Ширина контакта в плоскости пересечения ролика с деталью, проходящей через контурную линию, будет стремиться к диаметру детали. Если ролик внедрен в поверхность вала и увеличивается в размерах до бесконечности (R → ∞), полуширина контакта будет меньше или равна значению
 . (7.4)
. (7.4)
Составим отношение полуширины контактов, полученных при обработке валов и отверстий
![]() . (7.5)
. (7.5)
Найдем предел этого отношения при стремлении радиуса ролика к радиусу детали. Очевидно, в этом случае числитель в зависимости (7.5) стремится к радиусу детали, а знаменатель к выражению (![]() ). Таким образом, искомый предел будет равен:
). Таким образом, искомый предел будет равен:
 (7.6)
(7.6)
Знаменатель представленного выражения близок к нулю по абсолютной величине, а функция является монотонно возрастающей, т. к. полуширина контакта при обработке отверстия больше полуширины контакта при обработке вала и увеличивается с изменениями радиуса ролика опережающим темпом. Таким образом, с изменением радиуса ролика при одном и том же значении диаметра отверстия и глубины внедрения, полуширина контакта, а, следовательно, и площадь контакта существенно увеличивается.
Рассмотрим аналогичное сравнение площадей контактов, рассчитанных по известным зависимостям решения упругой контактной задачи. При параллельном расположении осей детали и ролика соответствующие формулы будут иметь вид:
• при обработке вала
![]() ; (7.7)
; (7.7)
• при обработке отверстия
![]() . (7.8)
. (7.8)
Рис. 7.6. Зависимости полуширины площадей контактов и радиусов роликов
от радиуса обрабатываемой детали, полученных на основе расчетных
зависимостей для упругого контакта:
а) по схеме прямого раскатывания; б) раскатывание через промежуточные
опорные катки; в) отношение площадей контактов при обработке отверстий и валов
г) изменение радиусов роликов в зависимости от радиуса обработки;
1 – для отверстий; 2 – для валов; Lр = 10 мм; погонная нагрузка р = 850 МПа
Из построенных графических зависимостей (рис. 7.6) видно, что соотношения полуширин и площадей контактных зон при упругом деформировании поверхностей валов и отверстий имеют тот же характер, что и при упругопластическом деформировании (см. рис. 7.3. и 7.4).
7. 3. ЗАВИСИМОСТЬ ГЛУБИНЫ УПРОЧНЕНИЯ ОТ ПАРАМЕТРОВ
ДЕФОРМИРУЮЩЕГО РОЛИКА И ДИАМЕТРА
ОБРАБАТЫВАЕМОГО ОТВЕРСТИЯ
Целью обработки ППД является изменение качественного состояния поверхностного слоя: упрочнение материала детали, создание благоприятных остаточных напряжений, мелкозернистой структуры, снижение высоты микронеровностей и др. Это происходит в том случае, когда в центре площадки контакта между роликом и деталью напряжение, которое в данном случае является максимальным, будет превышать предел текучести.
В первом приближении предположим, что в качестве критериев сравнения необходимо выбирать равенство максимальных напряжений в контактах, образуемых при обработке отверстия и обработке вала, или одинаковую глубину внедрения ролика в поверхность детали. Геометрические параметры деформирующих роликов необходимо выбирать с учетом обеспечения одновременно нескольких показателей качества и, в первую очередь, шероховатости и глубины упрочнения. На шероховатость поверхности главным образом влияют усилие деформирования и величина профильного радиуса ролика. Чем больше профильный радиус ролика и усилие деформирования, тем ниже будет достигнутая при обработке шероховатость. Из многих известных зависимостей наиболее удобно для вычисления шероховатости применять формулу:
 . (7.9)
. (7.9)
Эта формула хорошо согласуется с экспериментальными данными и зависит только от профильного радиуса ролика и подачи. Другие формулы являются более сложными и не обладают универсальностью применения а также содержат величины, зависящие от свойств материала и экспериментальные коэффициенты, что отражает частные особенности процесса.
При обработке коническими роликами шероховатость зависит от заднего угла установки ролика по отношению к оси отверстия. Его назначают в соответствии с многочисленными рекомендациями в пределах (0,5…0,8) град. Значение его не так существенно влияет на шероховатость в обозначенных пределах, т. к. при этих задних углах длина сбега каплевидного контакта достаточно большая. Аналитические зависимости для выбора усилия деформирования с целью достижения требуемой шероховатости отсутствуют, ввиду чрезвычайной сложности выявления математической модели, в связи с чем его влияние на шероховатость определяется экспериментально для конкретных условий обработки. Производительность определяется подачей и скоростью вращения инструмента. Скорость вращения инструмента (окружная скорость раскатывания) практически не влияет на качество обработанной поверхности и ограничивается только возможностями оборудования, поэтому назначается произвольно. Ограничением является предельное значение, при котором возможно возникновение недопустимых вибраций. Эта задача решается устранением дисбаланса инструмента (динамической балансировкой) и за счет точного исполнения деталей инструмента. В частности, массы всех деформирующих роликов совместно с узлами подшипников, в которых они установлены, должны иметь минимально возможные допуски на отклонения, что достигается взвешиванием и удалением лишнего металла.
Другой конструктивный параметр деформирующего ролика – максимальный диаметр определяют, исходя из хорошо зарекомендовавшей себя на практике зависимости для определения глубины упрочнения при обработке валов [41]:
 (7.10)
(7.10)
где Rв – радиус обрабатываемого вала, rрв – радиус ролика, назначаемый при обработке валов для достижения заданной глубины упрочнения, rпр – профильный радиус ролика, Pу – радиальная составляющая усилия деформирования, σТ – предел упругости материала обрабатываемой детали.
Из приведенной формулы видно, что с увеличением радиуса детали, профильного радиуса и диаметра ролика глубина упрочнения уменьшается. Таким образом, увеличение диаметра ролика, имеющее целью повышение усилия деформирования при центробежном раскатывании, не решает вопроса увеличения глубины упрочнения, а наоборот необходимо уменьшать диаметр ролика при сохранении заданного усилия.
При обработке валов существуют рекомендации по выбору размеров деформирующих роликов и профильного радиуса, из которых следует, что диаметры роликов выбираются в пределах dp = (40…150) мм. При этом для достижения одного и того же качества обработки, рекомендуемые усилия деформирования пропорциональны диаметрам. Возникает вопрос: если в зоне контакта при применении различных по размерам роликов и соответствующих усилий деформирования условия обработки обеспечивают одно и то же качество, то чем объясняется такой большой разброс размеров и из каких соображений выбирать тот или иной ролик? При анализе этого вопроса оказалось, что размер ролика зависит от несущей способности подшипника, на котором он установлен: чем больше диаметр ролика, тем с большей несущей способностью можно установить подшипник внутри ролика. Поэтому для увеличения усилия деформирования необходимо увеличивать диаметр ролика, а увеличение диаметра ролика вызывает увеличение площади контакта и уменьшение глубины упрочнения в соответствии с формулой (7.10), при этом среднее напряжение остается постоянным, в связи с чем глубина упрочнения тоже не будет меняться.
При обработке отверстий центробежным раскатыванием, как было установлено во второй главе, диаметры деформирующих роликов выбираются в зависимости от их количества и диаметра обрабатываемого отверстия, причем характер изменения является дискретным. Поэтому, дальнейший расчет по определению глубины упрочненного слоя необходимо начинать с определения диаметра ролика при обработке отверстия, а затем устанавливать соответствующий ему диаметр ролика, который обеспечивает ту же глубину упрочнения, определяемую из формулы (7.10). В соответствии с этим алгоритм расчета должен осуществляться в следующем порядке. Определяют радиус ролика при обработке отверстия:
• по схеме прямого раскатывания:
![]() ; (7.11)
; (7.11)
• по схеме раскатывания через промежуточные опорные катки:
 , (7.12)
, (7.12)
где радиусы катков rк и осей расположения катков Rок находят по формулам:
![]() и
и  .
.
Полагая, что при обработке как отверстий, так и валов глубина внедрения деформирующего ролика и максимальная полуширина контакта должны быть равны для обеспечения одинаковых законов распределения и интенсивности напряжений, можно утверждать, что максимальные величины полуширины контакта в обоих случаях должны равняться друг другу, т. е.:
Zкв = Zко
или ![]() (7.13)
(7.13)
где Ro, Rв – радиусы отверстия и вала; rpo, rpв – радиусы роликов при обработке отверстий и валов соответственно, обеспечивающих равные по формам и площадям контактные зоны.
Так как радиусы отверстия и вала равны друг другу, то из этого выражения находим значение радиуса деформирующего ролика, при котором в случае обработки вала будет достигнута такая же глубина упрочнения, что и при обработке отверстия:
![]() , (7.14)
, (7.14)
где ![]() . (7.15)
. (7.15)
Усилие деформирования можно рассчитать по формуле:
 , (7.16)
, (7.16)
где f(lк) – закон изменения напряжений по линии максимального внедрения ролика при предположении, что максимальное напряжение в зоне контакта σm = 1.
Для эллипсного контакта будем иметь:
![]() . (7.17)
. (7.17)
Для каплевидного контакта, состоящего из заходного участка и участка сбега, определяем величину изменения напряжения на заходном участке
![]() (7.18)
(7.18)
и на участке сбега, где принимаем изменение напряжений по линейно меняющемуся закону
![]() , (7.19)
, (7.19)
где К, σm – величины, определяемые экспериментально.
Подстановка полученных значений для радиуса ролика rpв и усилия деформирования Py в формулу (7.10) дает значение достигаемой при данных условиях глубины упрочнения. Если ее значение не соответствует заданной величине, то увеличивают или уменьшают глубину внедрения ролика в деталь в зависимости от знака необходимой поправки и пересчитывают глубину упрочнения. Достигнув требуемой расчетной глубины упрочнения, находят соответствующую ей частоту вращения раскатника
 , (7.20)
, (7.20)
где углы β и η определяют из зависимостей
 , (7.21)
, (7.21)
![]() . (7.22)
. (7.22)
На рис. 7.7 показаны графики изменения радиусов деформирующих роликов при обработке отверстий и валов, обеспечивающих одинаковую глубину упрочнения в зависимости от диаметров обрабатываемых отверстий и валов и их соотношение.
а) б)
Рис. 7.7. Зависимость изменения радиусов деформирующих роликов:
а) от радиуса обрабатываемой детали, при обеспечении одинаковой глубины
упрочнения; 1 – при обработке вала; 2 – при обработке отверстия; б) зависимость
соотношения радиусов роликов при обработке валов и отверстий.
Из приведенных графиков следует, что диаметры роликов при обработке валов в диапазоне изменения диаметральных размеров обрабатываемых деталей от 100 до 320 мм с точностью до 1,6 % больше в 1,4 раза по сравнению с диаметрами деформирующих роликов, предназначенных для обработки отверстий. Это означает, что, определив значение диаметра деформирующего ролика при обработке вала при требуемой глубине упрочнения, и, разделив его на коэффициент, равный 1,4, получим значение диаметра ролика для обработки отверстия и достигнем той же глубины упрочнения.
Согласно формуле (7.10), с увеличением радиусов ролика и обрабатываемой детали глубина упрочнения уменьшается. Поскольку, при увеличении радиуса обрабатываемого отверстия, одновременно увеличивается и радиус ролика, то при одной и той же частоте вращения раскатника следовало ожидать, что глубина упрочнения должна уменьшаться. Однако, как видно из графиков, представленных на рис. 7.8, полученные экспериментально глубины упрочнения увеличиваются. Это объясняется тем, что одновременно увеличиваются и усилия деформирования, вызванные увеличением размеров опорных катков и роликов, а также ростом их масс.
Рис. 7.8. Зависимости глубины упрочнения от радиуса обрабатываемого отверстия:
1 – пять роликов; 2 – шесть роликов; 3 – семь роликов;
n = 550 мин-1; rпр = 5 мм; Lк = 80 мм; Lр = 80 мм
Таким образом, можно сделать вывод, что для достижения одной и той же глубины упрочнения частота вращения раскатника с увеличением диаметра обрабатываемого отверстия должна уменьшаться. Кроме того, из графиков зависимостей глубины упрочнения от радиуса детали (см. рис. 7.8) видно, что максимальное усилие деформирования и глубина упрочнения при одной и той же частоте вращения раскатника достигаются, когда в раскатнике установлено пять роликов.
7.4. ТЕПЛОВЫЕ ПОТОКИ И ТЕМПЕРАТУРА
В ЗОНЕ КОНТАКТА ПРИ ППД
При обработке деталей поверхностным пластическим деформированием тепловые процессы, протекающие в зоне контакта, являются немаловажным фактором, который может существенно повлиять на качество поверхности. Однако это будет происходить тогда, когда тепловое воздействие в контакте между роликом и деталью превышает определенный предел, при котором начнут возникать фазовые и структурные изменения материала детали. Существуют различные сведения о величинах температур, возникающих в контактной зоне [8, 80], причем называются значения от 80 °С до 500 ºС. Температура зависит от многих факторов: усилия деформирования, формы и размеров контактной зоны, скорости деформирования, проскальзывания поверхности ролика относительно поверхности детали, формы и размеров деформирующих роликов, характера и количества подводимой смазывающе-охлаждающей технологической среды. Учет всех составляющих на температуру в контактной зоне представляет собой сложную математическую задачу. Поэтому, прежде чем создавать уточненную математическую модель расчета тепловых явлений, учитывающую все особенности протекания процесса, необходимо определить значение температуры, возникающей в зоне контакта при максимально возможной в производственной практике интенсивности деформирования. Если при этих условиях температура окажется больше порогового значения, то необходимо производить более точные исследования.
Для решения указанного вопроса необходимо принять некоторые допущения. Будем предполагать, что контактная зона представляет собой полосовой источник с геометрическими размерами равными максимальной полуширине контакта zkm и длине контактной зоны Lk. Вся расходуемая мощность превращается в тепло. Поверхность детали является адиабатической, т. е. все тепло распространяется в тело детали. При этих предположениях, очевидно, достигается максимально возможная температура на площади контакта. При тепловых расчетах будем использовать положения метода источников теплоты [90]. Количество теплоты, выделяемое в контактной зоне в единицу времени, состоит из двух составляющих
Qk = Qkd + QkT , (7.23)
где Qkd – теплота, выделяемая при упругопластическом деформировании поверхности детали; QkT – теплота, выделяемая при проскальзывании ролика.
Вторая составляющая на порядок меньше первой. При дальнейших исследованиях ее можно учесть как слагаемое выраженное в процентах от первой составляющей (примерно на 10…15 %).
Первая составляющая может быть вычислена по формуле:
![]() , (7.24)
, (7.24)
где Vi – скорость деформирования элементарной площадки dSi находящейся в пределах контакта, si – напряжение, действующее на этой площадке.
Чтобы пользоваться данной формулой, необходимо иметь выражение для определения кинематики точек деформируемой поверхности. Если не учитывать проскальзывания ролика, а считать, что точки деформируемой поверхности перемещаются по тем же траекториям, что и точки поверхности ролика, то при этом предположении искомыми траекториями будет семейство циклоид в случае обработки плоских поверхностей
 ;
;  , (7.25)
, (7.25)
где ![]() – текущий угол контакта (перекатывания ролика).
– текущий угол контакта (перекатывания ролика).
При обработке отверстий траекториями точек деформируемой поверхности являются гипоциклоиды.
![]() , (7.26)
, (7.26)
 , (7.27)
, (7.27)
где ![]() ;
; ![]() ; (7.28)
; (7.28)
![]()
![]() . (7.29)
. (7.29)
Составляющие относительных деформаций по координатным осям определяются из выражений:
 , (7.30)
, (7.30)
где принято сокращение
 ;
;
![]() ; (7.31)
; (7.31)
 ;
;  . (7.32)
. (7.32)
Примем для упрощения дальнейших расчетов, что точки деформируемой поверхности перемещаются по циклоидам.
Составляющие скоростей точек, перемещающихся по циклоидам, в зависимости от полуширины контакта будут определяться дифференцированием их уравнений по времени. В результате для составляющих скоростей перемещения точек деформируемой поверхности по координатным осям У и Z от полуширины контакта получены зависимости
![]() ;
; ![]() , (7.33)
, (7.33)
где ![]() − угловая скорость вращения ролика.
− угловая скорость вращения ролика.
Ось У направлена в тело детали нормально ее поверхности, а ось Z по касательной к поверхности и перпендикулярно оси контактной зоны.
Суммарная скорость деформирования будет равна:
![]() . (7.34)
. (7.34)
Относительная деформация равна производной от текущей полуширины контакта
![]() ;
; ![]() . (7.35)
. (7.35)
Связь напряжений с относительными деформациями можно установить из кривой упрочнения. Для этого кривую упрочнения аппроксимируют зависимостью
![]() ;
; ![]() , (7.36)
, (7.36)
где А и m − коэффициенты, зависящие от свойств обрабатываемого материала. Выбираются на основе реальной кривой упрочнения сжатия и рассчитываются по формулам:
![]() ;
;  , (7.37)
, (7.37)
где sТ, sв − предел текучести и предел временного сопротивления деформируемого материала; eТ, ![]() eв − относительная деформация, соответствующая пределу текучести и пределу временного сопротивления.
eв − относительная деформация, соответствующая пределу текучести и пределу временного сопротивления.
Подставляя приведенные значения полученных величин в формулу (7.23) будем иметь
![]() . (7.38)
. (7.38)
Найденное значение количества теплоты распределяется на площади поверхности детали проходимой роликом в единицу времени и умноженной на длину контакта
 . (7.39)
. (7.39)
На этой площади размещается nk штук контактных зон
![]() . (7.40)
. (7.40)
Следовательно, количество теплоты, приходящееся на площадь, занимаемую одним контактом, составит величину
![]() (7.41)
(7.41)
Характер распространения тепла в тело детали зависит от скорости движения источника по поверхности детали, его размеров и интенсивности тепловыделения. Как известно, все источники тепла подразделяются на неподвижные, движущиеся и быстродвижущиеся. Быстродвижущиеся – это источники, скорость перемещения которых превышает скорость распространения теплоты в данном теле. Для установления факта, что источник тепловыделения при ППД (ролик) является быстродвижущимся, применяют безразмерный критерий тепла, называемый коэффициентом Пекле:
![]() , (7.42)
, (7.42)
где: zk – длина источника в направлении перемещения, м; vр – скорость перемещения источника, м/с; ![]() – коэффициент температуропроводности материала, по которому перемещается источник, м2/с.
– коэффициент температуропроводности материала, по которому перемещается источник, м2/с.
Если Ре ³ 10, то источник можно отнести к быстродвижущимся [90]. Расчеты показывают, что коэффициент Пекле при обработке ППД находится в пределах 400…750. Таким образом, при ППД роликами контактная зона является быстродвижущимся источником тепловыделения. Поскольку скорость перемещения быстродвижущегося источника превышает скорость распространения теплоты, то теплота распространяется только под источником и позади него. Вследствие высокой скорости движения время соприкасания источника с этим элементом (равным ширине контакта) столь мало, что во всех точках контакта температуру можно считать одинаковой, а источник двумерным мгновенным и полосовым. Для этого случая существует математическое выражение, описывающее температурное поле в теле детали при прямолинейном движении источника по прямой вдоль координаты х:
![]() , (7.43)
, (7.43)
где: l − коэффициент теплопроводности; вт/м °С; z, у – координаты точки М, в которой рассматривается температура, м; zu – удаление источника тепла по координате z от точки М, м; qК – плотность теплового потока.
Одной из основных особенностей процесса поверхностного пластического деформирования является скоротечность его протекания и малое время взаимодействия ролика с обрабатываемой поверхностью в локальной области, определяемой как время проскакивания роликом ширины контакта.
Приняв, что максимальная полуширина контакта в реальных условиях не превышает 2,5 мм, а скорость деформирования обычно составляет величину, равную 120 м/мин, получим значение времени действия источника тепловыделения, приходящегося на контактную зону:
![]() (7.44)
(7.44)
При таком незначительном времени действия источника тепловыделения, которым является контактная зона, температура, выделяемая на площади контакта, должна быть достаточно большой, чтобы под ее воздействием произошли качественные изменения в поверхностном слое. Поэтому при изучении влияния режимов обработки на температуру в зоне контакта необходимо учитывать время ее воздействия. С учетом критерия Пекле преобразование формулы (7.43) приводит к зависимости для определения температуры, действующей на площади контакта в квазистационарном температурном поле:
![]() . (7.45)
. (7.45)
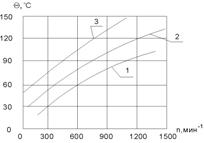
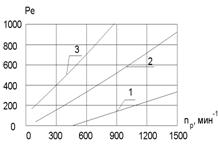
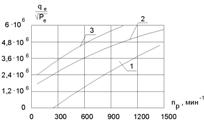
Из графиков, приведенных на рис. 7.9 видно, что температура увеличивается с ростом скорости обработки. Из графиков также следует, что с увеличением частоты вращения детали от 300 до 1500 мин-1 температура возрастает от 60 до 120 °С. Это ниже критического уровня температуры, при которой не происходит существенных изменений в поверхностном слое детали. Учитывая, что при этом в процессе обработки применяется интенсивное охлаждение, главным образом охлаждение инструмента, поскольку он постоянно находится под воздействием температуры, то нагрев поверхности детали будет существенно меньше расчетного значения. Другим выводом является утверждение, что температура существенно зависит от радиуса деформирующего ролика: большему значению радиуса ролика соответствует увеличенное количество тепла, выделяемого в контактной зоне при одной и той же глубине внедрения ролика. Это объясняется тем, что одновременно увеличиваются размеры контактной зоны и время действия источника в локальной области. Таким образом, для уменьшения количества тепла, выделяемого при обкатывании и сохранении заданных производительности и интенсивности напряжений, необходимо уменьшить диаметр деформирующего ролика.
а) б)
в) г)
Рис. 7.9. Изменение температуры на поверхности контакта (а), значения
коэффициента Пекле (б), плотности тепловыделения в контакте (в) и отношения
плотности тепловыделения в контакте к корню квадратному
из коэффициента Пекле (г) от частоты вращения детали:
1 – rpн = 10 мм, 2 – rp = 32 мм, 3 – rp = 50 мм, глубина внедрения ролика hm = 0,25 мм
Г л а в а 8
ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ
ЦЕТРОБЕЖНЫХ РАСКАТНИКОВ
8.1. ОПИСАНИЕ ЭКСПЕРИМЕНТАЛЬНОЙ УСТАНОВКИ
ДЛЯ ИССЛЕДОВАНИЯ ГЕОМЕТРИИ КОНТАКТНОЙ ЗОНЫ
И УСИЛИЯ ДЕФОРМИРОВАНИЯ
Подтверждение и уточнение теоретических исследований параметров контактной зоны, глубины внедрения деформирующего элемента в обрабатываемую поверхность, максимальных напряжений в зоне контакта, полученных в предыдущих главах, возможно только на основе экспериментальных исследований.
Для проведения исследований влияния усилия деформирования на глубину внедрения ролика в поверхность детали и площадь контакта спроектирован специальный стенд, схема компоновки которого показана на рис. 8.1, а изготовленное устройство на рис. 8.2. Устройство для проведения экспериментальных исследований представляет собой рычажный механизм с соотношением плеч ![]() .
.
Рис. 8.1. Схема действия установки для экспериментальных исследований:
1 – кронштейн, 2 – рычаг, 3 – устройство для плавного нагружения,
4 – подвеска с грузом, 5 – поворотный стол, 6 – муфта, 7 – универсальная призма,
8 – деформирующий элемент – ролик, 9 – сегмент трубы (поверхность детали);
10 – штатив; 11 – индикатор часового типа.
Деформирующий ролик 8 устанавливается по отношению к заготовке 9 как в реальных условиях обработки и через призму 7 контактирует с поверхностью детали – сегментом трубы 9, неподвижно закрепленным на поворотном столе 5. Поворотный стол имеет ручной механизированный привод, позволяющий изменять величину угла самозатягивания. Кроме того, на штативе 10 устанавливается индикатор часового типа 11 с ценой деления 1 мкм. Щуп индикатора 12 проходит через отверстие в рычаге 2, муфте 6, призме 7 и касается непосредственно деформирующего ролика 8. Этим достигается измерение перемещения только самого ролика и его деформация. Устройство устанавливалось на столе фрезерного станка.
Рис. 8.2. Установка для экспериментальных исследований:
1 – кронштейн, 2 – рычаг, 3 – муфта, 5 – поворотный стол, 6 – устройство
для плавного нагружения, 7 – подвеска с переменным грузом
Стенд состоит из кронштейна 1, рычага 2, муфты 3, призмы 7, поворотного стола 5, устройства для плавного нагружения 6 и подвески с переменным грузом 7, шарнирно закрепленной на конце рычага 2. Устройство для плавного нагружения представляет собой винтовой домкрат 3, имеющий на конце шарнир шарового типа. Деформирующий элемент под воздействием приложенного к рычагу усилия, внедряясь в обрабатываемую поверхность детали, образует на промежуточном элементе в виде тонкой папиросной бумаги отпечаток контактной зоны. При этом индикатор часового типа фиксирует вертикальное перемещение только деформирующего элемента, равное сумме глубины внедрения и деформации самого ролика. Деформация ролика при его сжатии согласно литературным данным, а также расчетам по существующим методикам, является малой величиной по сравнению с глубиной упрочнения (не более 1…2 %).
Для проверки факта о малой деформации ролика аналитическим путем, рассчитаем изменение диаметра ролика под воздействием прилагаемой нагрузки. Под воздействием равномерно распределенной нормальной нагрузки интенсивности Р элементы поверхности ролика на граничной плоскости соприкосновения получают вертикальные перемещения. Наибольшее перемещение имеет место в центре контакта и равняется [106]:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
