

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Ø формы специализации цехов и участков;
Ø поточность производства;
Ø способы автоматизации производственных процессов;
Ø организацию обслуживания рабочих мест транспортом, инструментом, ремонтом;
Ø методы нормирования труда;
Ø систему оперативно-производственного планирования и учёта.
Формы специализации основных цехов ﴾участков﴿ машиностроительного предприятия зависят от стадий, в которых протекают производственные процессы, а именно׃ заготовительной, обрабатывающей и сборочной. Соответственно специализация принимает следующие формы׃ технологическую, предметную или предметно-технологическую ﴾смешанную﴿.
В основу формирования производственных участков, так же как и цехов, может быть положена любая из форм специализации.
Обоснованная и выбранная форма специализации позволит дать характеристику
ü расположению технологического оборудования на участке;
ü преимуществам и недостаткам выбранной формы;
ü составу входящих в него вспомогательных и обслуживающих подразделений;
ü занимаемой производственной площади для технологического оборудования.
ü планировке цеха или участка ﴾схематично﴿.
Для обеспечения нормального функционирования технологического оборудования в производственной системе необходимо вокруг него предусмотреть площадь для проходов и проездов к нему, для технического и организационного обслуживания ﴾кроме площади магистрального проезда﴿, для хранения полуфабрикатов, для размещения оператора и других средств. Поэтому при укрупнённом предварительном расчёте площадей производственных участков пользуются понятием удельной площади, т. е. площади, занимаемой единицей технологического оборудования, в которую включают, помимо площади, занимаемой непосредственно самим оборудованием, площадь, необходимую для обеспечения нормального его функционирования. Окончательное значение удельной площади устанавливают после выполнения планировочного решения производственного участка, когда будет расставлено всё технологическое и вспомогательное оборудование на нём с учётом его обслуживания.
Удельная площадь зависит от вида производства и габаритных размеров принятого технологического оборудования, которые, в свою очередь, связаны с геометрическими размерами изготавливаемых изделий и формами организации производства.
Нормы удельной площади, приходящейся на единицу основного оборудования по механообрабатывающим цехам, приведены в таблице 4.
Таблица 4.
Нормы удельной площади для основного металлорежущего оборудования
Участки по изготовлению технологических групп деталей | Габаритные размеры ﴾длина и ширина ﴿, мм, до | Удельная общая площадь, м2, до |
Базовые детали ﴾станины, плиты, траверсы, поперечины и т. п.﴿ | 8000 Х 3000 4000 Х 2000 | 200 150 |
Корпусные детали | 3000 Х 1500 2000 Х 1000 1000 Х 500 | 100 70 40 |
Планки, рычаги, кронштейны, вилки и т. п. | 700 Х 500 | 30 |
Крупные тела вращения ﴾планшайбы, зубчатые колёса, шкивы, шпиндели и т. п.﴿ | Диаметр св. 1000, длина св.3000 Диаметр св. 320, длина св.700 | 120 80 |
Тела вращения ﴾шестерни, валы, винты, скалки и т. п.﴿ | Диаметр 200 – 320, длина до 700 Диаметр до 200 | 45 35 |
Токарно-револьверные детали ﴾штифты, гайки крепёжные, втулки, кольца, ролики, шайбы, штуцера и др.) | Диаметр до 65, длина до 100 Диаметр до 25 | 25 20 |
Внимание! При выполнении курсовой работы студенты могут воспользоваться данной таблицей для установления ориентировочной площади поточной линии.
2.3.1.2. Планировка участка (поточной линии)
Планировка — это план расположения технологического оборудования, рабочих мест, проходов и проездов, привязанный к конструктивным элементам здания. Планировка оборудования является основным техническим документом, определяющим организацию производственного процесса в пространстве.
Составление планировки при выполнении курсовой работы следует начинать с расчета величины производственной площади участка или поточной линии.
Полученная величина производственной площади является расчётной, ориентировочной. Она позволяет в первом приближении представить потребность в площадях для размещения оборудования участка или поточной линии на общем плане цеха или иного структурного подразделения предприятия. Проектируемый участок является одним из элементов подразделения более высокого порядка и должен вписаться в общий строй других производственных подразделений, например цеха.
Оборудование поточной линии или участка механической обработки следует располагать вдоль пролёта от одного проезда к другому. В плане участок будет занимать прямоугольник, длина которого равна расстоянию между проездами – минимум 24 м или другую величину, кратную шагу колонн (6 или 12 м), а ширина – результат отношения величины расчётной (ориентировочной) площади к длине участка. На плане ряды колонн нумеруются:
ü горизонтальные помечают снизу вверх прописными буквами русского алфавита;
ü вертикальные нумеруют слева направо арабскими цифрами, начиная с единицы.
Располагаться оборудование в плане может вдоль, поперёк или под углом к оси пролёта и должно отвечать принципу прямоточности (передача обрабатываемых деталей между рабочими местами по кратчайшим расстояниям с наименьшими затратами труда и времени). Для этого станки располагают последовательно в соответствии с технологическими операциями. На участках механической обработки не допускается возвратное, кольцевое или петлеобразное движение деталей, создающее встречные потоки и затрудняющее осуществление транспортных операций. Кроме того, нужно предусмотреть: а) удобные подходы к рабочим местам; б) места необходимой площади для размещения деталей при образовании заделов; в) места для выполнения контрольных операций; г) места для проведения ремонта оборудования.
Для обозначения на планировке оборудования используют темплеты [ГОСТ 2.428-84].
Темплет — условное графическое обозначение технологического оборудования на планировке, как правило, вид сверху, предпочтительно в масштабе 1:100 или 1:50.
При выполнении проекта темплет должен содержать:
-габаритные контуры оборудования в положении покоя;
-контуры подвижных частей оборудования, если при перемещении они выходят за пределы габаритных контуров в положении покоя;
-место обслуживающего персонала;
-обозначение технологического оборудования.
Пример исполнения темплета представлен на рис. 2.2
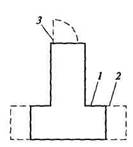
Рис. 2.2 Темплет:
1 — габаритные контуры оборудования в положении покоя;
2 — контуры подвижных частей оборудования, движущихся в процессе выполнения работы;
3 — контуры крайних положений частей оборудования при техническом обслуживании и ремонте
Для обозначения выносимых на планировку участка (ОНПЛ, ОППЛ) элементов используются условные обозначения, приведенные в приложении 5.
На плане должны быть указаны границы участка, проходы, проезды, длина и ширина участка. Таким образом, фактическая площадь, на которой будет располагаться участок или линия, равна произведению длины участка на его ширину, которая определяется по планировке.
Таблица 5
Спецификация оборудования
Номер по плану | Наименование, модель | Краткая характеристика | Количество | Мощность, кВт |
План выполняется в масштабе 1:100 или 1:50 с соблюдением минимальных расстояний между станками и строительными элементами здания
Пример планировки участка механической обработки приведён в приложении 6.
Внимание! В курсовой работе может быть использован и более простой вариант представления планировки участка, предложенный на рис. 2.3.
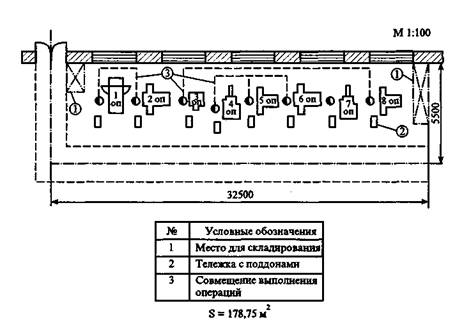
Рис.2.3 Планировка поточной линии
Совмещение профессий
Совмещение профессий представляет собой выполнение одним рабочим функций и работ, относящихся к различным профессиям. Совмещение профессий и расширение на этой основе производственного профиля рабочих возможно путем овладения смежных профессий. Под смежной понимается профессия, для которой имеется технологическая или организационная общность с основной профессией рабочего.
Условия, при которых возможно и оправдано совмещение профессий:
§ неполная занятость рабочего по основной профессии, связанная с условиями производства;
§ разновременность выполнения совмещаемых функций;
Общая занятость по основной и совмещаемой профессии не должна превышать длительности смены.
Совмещение профессий и последовательное обслуживание не полностью загруженных рабочих мест возможно на ОППЛ, должно быть подтверждено стандарт-планом работы поточной линии. Занятость рабочих в течение смены на каждом рабочем месте в случае обслуживания по одному станку соответствует коэффициенту загрузки оборудования. Например, на одной из операций расчетное количество рабочих мест равно 1,4, тогда принятое количество = 2.
2.3.1.3. Формы и методы организации производственного процесса
Предметная и особенно подетальная формы специализации цехов и участков машиностроительных предприятий, при выпуске больших объемов однородной продукции, в массовом или серийном типах производства, обусловливают необходимость создания поточного производства — наиболее прогрессивной и эффективной формы организации производственных процессов.
Поточное производство — такая форма организации производства, при которой процесс получения заготовок, обработки деталей, сборки узлов и машин ритмично повторяется на рабочих местах, расположенных в порядке выполнения технологических операций. Его разработал и впервые использовал на своих предприятиях Г. Форд.
Характерными признаками поточного производства являются:
• массовость выпуска продукции в течение более или менее длительного периода;
расчленение процесса изготовления продукта на простые операции и закрепление их в пространстве за отдельными специализированными рабочими местами; пространственное расположение оборудования или рабочих мест друг за другом в порядке выполнения операций, исключающее встречные перемещения предметов труда при их обработке;
• немедленная (без межоперационных пролёживаний) передача предметов труда на следующие операции по мере их обработки на предыдущих;
применение для межоперационного перемещения предметов труда специальных транспортных средств, обеспечивающих определенную скорость перемещения.
Внимание! При выполнении курсовой работы необходимо обосновать целесообразность применения поточного метода производства.
Обоснование целесообразности организации поточного производства
Целесообразность организации поточного производства обычно проверяется на основании сравнения двух величин: с одной стороны, требуемого среднесуточного выпуска объектов производства (деталей, сборочных единиц и т. п.), с другой стороны, суточной производительности поточной линии.
Требуемый среднесуточный выпуск объектов производства рассчитывается исходя из заданного годового выпуска объектов производства по формуле
где Nc - среднесуточный выпуск объектов на поточной линии, шт.;
Nв— годовая программа выпуска объектов, шт.;
Др — количество рабочих дней в году.
Суточная производительность поточной линии рассчитывается на основании трудоемкости выполнения операций в условиях двухсменного режима работы линии при ее загрузке не менее чем на 65—75 %:
где Qc — производительность за сутки при работе в две смены, шт.;
Фс — фонд времени работы оборудования за сутки (при двухсменном режиме работы - 960 мин);
Kз— коэффициент загрузки оборудования, принимается на уровне не выше 0,65 – 0,75;
tср — среднее время выполнения основных операций на поточной линии, мин, рассчитывается как среднее арифметическое основных операций, т. е. без учета операций типа промывки, контроля и т. п.
Целесообразность применения однопредметной поточной линии определяется на основе выполнения соотношения

Если среднесуточный выпуск объектов производства (Nc) меньше суточной производительности поточной линии, следует рассмотреть вопрос о проектировании многопредметной поточной линии или участка серийного производства.
Внимание! В курсовой работе обоснование выбора поточного производства можно представить, используя характеристики условий, основными из которых являются:
· достаточный по объёму и устойчивый выпуск продукции;
· высокая степень отработки технологического процесса;
· стабильность параметров технологического процесса;
· широта механизации и автоматизации производства;
В поточном производстве используют поточные методы организации производственного процесса.
Метод организации – способ осуществления производственного процесса, характеризующийся рядом признаков, главным из которых является взаимосвязь последовательности выполнения операций технологического процесса с порядком размещения оборудования.
В зависимости от факторов, влияющих на выбор методов организации производства, такие как׃
· номенклатура выпускаемой продукции;
· объём производства;
· периодичность выпуска продукции;
· трудоёмкость продукции;
· характер технологических процессов и др.,
Поточный - метод организации производства, который основан на ритмичной повторяемости согласованных во времени основных и вспомогательных операций, выполняемых на специализированных рабочих местах, расположенных по ходу технологического процесса.
Основным звеном поточного производства является поточная линия.
Поточная линия представляет собой совокупность взаимосвязанных рабочих мест, предназначенных для обработки или сборки определенных предметов.
Классификация поточных линий.
Организационные формы поточных линий весьма разнообразны, поэтому целесообразно делить их на группы по классификационным признакам.
1. По степени специализации различают одно - и многопредметные поточные линии.
Однопредметные поточные линии, как правило, являются постоянно-поточными, для которых характерны: а) производство одного вида продукции в течение длительного времени; б) постоянно действующий, несменяемый технологический процесс; в) большой масштаб производства однотипной продукции. Эти линии применяют в условиях массового производства.
Многопредметные поточные линии создаются в тех случаях, когда программа выпуска продукций одного вида не обеспечивает достаточной загрузки оборудования линии, т. е. в серийном типе производства. В зависимости от последовательности запуска и метода чередования обрабатываемых на линии объектов, т. е. деталей разных наименований, многопредметные поточные линии делятся на переменно-поточные, комплектно-групповые и групповые.
Переменно-поточной называется линия, на которой закрепленные за ней детали разного наименования изготавливаются поочередно через определенные промежутки времени с переналадкой оборудования. В период изготовления предметов одного наименования функционирование такой линии осуществляется по принципам однопредметной линии. На комплектно-групповых поточных линиях запуск в обработку деталей разного наименования производится комплектами. Как правило, комплекты подбираются из деталей одного изделия. Такая группировка обеспечивает комплектную подачу деталей на сборку.
На групповой поточной линии запуск в обработку деталей разных наименований ведется последовательно или параллельно без переналадки оборудования на всех рабочих местах. Предметы, закрепляемые за линией, конструктивно и технологически однородны и обрабатываются по групповой технологии с использованием групповой оснастки либо одновременно, либо поочередно, но без переналадки оборудования.
2. По степени непрерывности технологического процесса различают непрерывно-поточные и прерывно-поточные линии.
На непрерывно-поточных линиях предметы труда непрерывно передаются с операции на операцию поштучно или небольшими транспортными партиями с помощью механизированных или автоматизированных транспортных средств (конвейеров) через одинаковый промежуток времени, равный или кратный такту потока. При этом длительность операций технологического процесса на каждом рабочем месте должна быть равна или кратна такту (ритму). Такой технологический процесс принято называть синхронизированным.
Непрерывно-поточные линии большое распространение получили в сборочных процессах, поскольку организационная гибкость позволяет разделять технологический процесс на операции различной длительности, добиваясь их полной синхронизации. Вместе с тем непрерывно-поточные линии используются на обрабатывающих стадиях производства, в частности при металлообработке, когда длительности операций поддаются синхронизации.
Прерывно-поточные линии создаются в тех случаях, когда длительности операций не равны или не кратны такту и не достигается полная непрерывность производственного процесса. Для поддержания беспрерывности процесса на линии создаются межоперационные оборотные заделы между смежными операциями.
3. По виду использования транспортных средств различают линии с приводными средствами непрерывного действия (конвейерами), с транспортными средствами прерывного действия и линии, оборудованные бесприводными транспортными средствами.
Линии с транспортными средствами непрерывного действия в зависимости от функций, выполняемых этими средствами, подразделяются: 1) на линии с рабочим конвейером; 2) линии с распределительным конвейером.
4. По уровню механизации процессов различают автоматические и полуавтоматические поточные линии. Автоматические поточные линии характеризуются объединением в единый комплекс технологического и вспомогательного оборудования и транспортных средств, а также автоматическим централизованным управлением процессами обработки и перемещения предметов труда. На этих линиях все технологические вспомогательные и транспортные процессы полностью синхронизированы и действуют в едином такте (ритме).
При проектировании поточных линий необходимо установить характер поточной линии в зависимости от признаков׃
· количества деталей, обрабатываемых на линии, их конструктивно-технологических особенностей;
· синхронизации операций;
· режима работы ﴾со свободным или регламентированным ритмом﴿;
· уровня механизации ﴾автоматические, механизированные﴿ и др.
Основанием для выбора вида поточной линии, как правило, служит тип производства и технологический процесс изготовления продукции. Если тип производства массовый или крупносерийный, целесообразно выбрать однопредметную поточную линию. Если тип производства серийный или мелкосерийный, то, как правило, выбирают многопредметную поточную линию.
После того, как сделан выбор поточной линии ﴾однопредметной или многопредметной﴿ на основании технологии и номенклатуры изготавливаемой продукции, устанавливается степень непрерывности. Она определяется исходя из сопоставления времени выполнения отдельных операций технологического процесса и ритма ﴾такта﴿ потока.
Если их отношение равно или кратно ﴾допускается отклонение в пределах 5 – 7%), то технологический процесс считается синхронизированным и выбирается непрерывно-поточная линия ﴾одно - или многопредметная﴿; если же процесс не синхронизирован, то выбирают прерывно-поточную линию ﴾одно- или многопредметную﴿. Более полную характеристику поточной линии, а также условий её организации можно дать, используя таблицу 6.
Таблица 6.
Классификация поточных линий и условия их организации
Признак классификации | Характеристика видов поточных линий | ||
1.Номенклатура изготавливаемых изделий | многопредметные | однопредметные | |
2.Организация транспортировки предметов труда от операции к операции | пачками | поштучно | непрерывно |
3.Уровень непрерывности процесса | прерывно-поточные | непрерывно-поточные | |
4.Уровень механизации и автоматизации | немеханизированные | механизированные | автоматизированные |
5.Условия наладки оборудования | с переналадкой | без переналадки | |
6.Характер ритма | со свободным ритмом | с полусвободным ритмом | с регламентированным ритмом |
7.Размещение линии в пространстве | прямые | замкнутые | |
8.Характер перемещения изделий и рабочих | неподвижный объект | подвижный объект | комбинация перехода рабочих и перемещение объекта |
9.Оснащение транспортными средствами | периодического действия | непрерывного действия |
2.3.1.3.1. Обоснование вида однопредметной поточной линии
После того как проведено обоснование типа производства и принята для проектирования однопредметная поточная линия, необходимо обосновать выбор альтернативы:
будет проектироваться линия непрерывно-поточная или прерывно-поточная.
Для этого устанавливается степень непрерывности, которая определяется из сопоставления такта потока и времени выполнения отдельных операций технологического процесса. Если время выполнения отдельных операций равно такту или больше его в целое число раз, то технологический процесс считается синхронизированным и принимается нерерывно-поточная линия.
При обосновании вида поточной линии в первую очередь
■ внимание должно уделяться возможности организации непрерывно-поточного производства путем синхронизации операций.
Обычно при проектировании поточной линии ограничиваются предварительной синхронизацией, при которой длительность обработки деталей на данной операции может отклоняться от такта потока в пределах 8—10 %. Окончательная же синхронизация достигается в период освоения и отладки работы линии в производственных условиях.
Для проведения синхронизации следует рассмотреть возможность перераспределения переходов на смежных операциях, выполняемых на однотипном оборудовании. Основным направлением синхронизации операций на поточных линиях в механообрабатывающих цехах является перераспределение операций и изменение режимов обработки. Расчленять и перераспределять станочные операции иногда просто невозможно. Поэтому при выполнении курсовой работы следует рассмотреть возможность синхронизации операций путем изменения (повышения или понижения) режимов резания на отдельных операциях, применения более совершенной технологической оснастки или более совершенного оборудования.
Синхронизация операций путем повышения режимов резания, применения более совершенной оснастки или более совершенного оборудования может потребовать дополнительных затрат, но в то же время обеспечит снижение затрат на заработную плату, экономию оборотных средств за счет исключения оборотного задела, снижение накладных расходов и др.
Если же процесс не синхронизирован и провести синхронизацию практически невозможно, то принимают однопредметную прерывно-поточную линию.
Внимание! В курсовой работе должны быть приведены все доказательства (из имеющихся) по выбору однопредметной прерывно-поточной линии. Если доказать это не удаётся, то расчёты календарно-плановых нормативов требуется вести самостоятельно, используя дополнительную литературу.
2.3.2. Оперативно-производственное планирование: разработка и расчёт календарно-плановых нормативов однопредметной прерывно-поточной линии (ОППЛ).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
