

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Курсовая работа
предисловие
Практика последних лет показала, что при осуществлении производственной деятельности большое значение имеет правильный экономический подход не только к производству и эксплуатации орудий производства, но и ко всем сферам экономической жизни, включая организацию, управление, маркетинг и др.
При разработке производственной политики, имеющей целью приспособление предприятия к требованиям рынка, руководителям и специалистам предприятия необходимо держать в поле зрения широкий круг вопросов, касающихся не только сферы производства. Им следует чётко представлять, что производство — это только часть постоянно возобновляющегося процесса. Развивать его, увеличивать мощности, осуществлять финансирование и т. д. можно только на основе как можно более точного определения ожидаемых требований рынка.
Постановка организационных задач зависит, прежде всего, от перспективных требований к производственной системе. Однако она может быть определена и самой системой, например наличием в ней внутрисменных потерь, брака, неритмичного выпуска продукции и др.
Определить те методы и условия создания и рационального функционирования самой структуры производственной системы, под которой принято понимать организацию производства, предлагает курсовая работа. Ведь организовать — значит спланировать и определить те функции и действия, которые необходимы. Организовать — значит устроить, основать или создать, объединить или сплотить, упорядочить составные части, элементы, входящие в данную систему.
Организация производства должна с наименьшими затратами обеспечивать достижения максимальной эффективности.
1. Цели, задачи и тематика выполнения курсовой работы
1.1. Цели и задачи курсовой работы
Курсовая работа по учебной дисциплине «Организация производства и менеджмент» ставит своей целью:
-закрепить теоретические знания в области организации производственных процессов изготовления деталей методами поточного производства;
-приобрести практические навыки по проектированию поточных линий;
-закрепить теоретические знания и приобрести практические навыки в области расчета технико-экономических показателей изготовления деталей и обоснования экономической эффективности принимаемых решений;
-развить навыки самостоятельно принимать решения, используя исходные данные, справочные и нормативные документы с учетом конкретных производственных условий при проектировании поточных линий;
-подготовиться к выполнению дипломного проекта и его технико-экономическому обоснованию.
Задачи выполнения курсовой работы следующие:
• освоение методов расчета на основании задания при выполнении обоснования вида поточной линии или участка серийного производства;
• освоение методов расчета количества оборудования, численности работающих, календарно-плановых нормативов, технико-экономических показателей работы проектируемого подразделения, обеспечения его необходимым количеством инструментов;
• разработка планировки расположения оборудования в пространстве и описание работ по техническому обслуживанию;
• расчет себестоимости изготовления деталей; а также обоснование экономической эффективности проектных решений
1.2. Тематика курсовой работы
В соответствии с требованиями методических рекомендаций по выполнению курсовой работы, на основании уже выполненного курсового проекта (в 7-ом семестре) по дисциплине «Технология машиностроения» предусматривается выполнение расчётов по проектированию либо однопредметной непрерывно-поточной (ОНПЛ), либо прерывно-поточной (ОППЛ) линии.
В названии курсовой работы следует указать, для каких целей проектируется производственное подразделение (участок). Например, «Организация производственного участка по выпуску деталей типа вал (втулка, ось, подвеска и т. д.)». При отклонении от предлагаемого направления разработок тема должна быть согласована с руководителем работы.
По курсовой работе выдается задание для массового типа производства. Исходные данные включают:
эскиз одной детали и технологический процесс её механической обработки (из ранее выполненного курсового проекта). Эти и другие необходимые данные выполняются студентом в виде информации на 2-х страницах, как указано в приложении 1;
исходную информацию, которую необходимо представить таблицей 1
Таблица 1
Исходная информация для выполнения курсовой работы
Наименование показателя, ед. измерения | Условное обозначение | Значение показателя |
Годовая ﴾месячная, сменная﴿ программа выпуска, шт. | ||
Вид заготовки ﴾отливка, штамповка и т. д.﴿ | ||
Вес готовой детали, кг. | ||
Марка материала | ||
Цена 1 т. металла, тыс. руб. | ||
Цена 1 т. отходов, тыс. руб. | ||
Сменность работы | ||
Продолжительность смены, час | ||
Количество рабочих дней в году ﴾месяце﴿ | ||
Время регламентированных перерывов, % | ||
Период оборота линии, час | ||
Часовая тарифная ставка рабочего-сдельщика 1, 2 и т. д. разрядов |
1.3. Требования к составу и оформлению пояснительной записки курсовой работы
В состав курсовой работы входит׃ пояснительная записка, необходимый графический материал, приложения.
Пояснительная записка должна быть напечатана на принтере на листах бумаги стандартного формата А4. С левой стороны необходимо оставить поля шириной 30 мм для сшивания.
Пояснительная записка начинается титульным листом, определяющим наименование темы курсовой работы, учебную дисциплину, исполнителя (проектанта) и руководителя, год выполнения проекта. Последующие страницы пояснительной записки — задание на выполнение курсовой работы с приложениями. Далее излагается текст записки с разделением его на разделы и подразделы. При составлении записки необходимо придерживаться правил подготовки и оформления текстов. Объем её не должен превышатьпечатных страниц.
Пример титульного листа приведён в приложении 2.
Пояснительная записка включает в себя следующие структурные элементы׃
1. титульный лист (приложение 2);
2. задание на выполнение курсовой работы (приложение 3);
3. содержание (приложение 4);
4. введение;
5. краткое описание объекта производства и технологического процесса;
6. организационно-технологическую часть;
7. экономическую часть;
8. заключение;
9. библиографический список литературы;
10. приложения, в том числе׃ определения, обозначения, сокращения.
Курсовая работа выполняется под руководством преподавателя кафедры «Экономика и менеджмент», который ведет лекционные занятия по дисциплине «Организация производства и менеджмент». Задание выдается в начале 8-го семестра; выполнение работы планируется в течение одного семестра. Примерный график выполнения курсовой работы
Этап выполнения работы | Срок выполнения по неделям семестра |
Введение, краткое описание объекта, исходная нинформация производства | II неделя |
Расчет количества рабочих мест | III неделя |
Расчет такта потока и заделов на линии; | IV неделя |
Разработка стандарт-плана линии | V неделя |
Разработка планировки поточной линии и участка, выбор транспортных средств | VI неделя |
Описание проекта технического обслуживания производства Расчет численности персонала и фонда заработной платы | VII неделя |
Расчет величины капитальных вложений и оборотных средств | VIII неделя |
Расчет показателей экономической эффективности проектных решений | IX неделя |
Оформление записки и графической части. Защита курсовой работы | X неделя |
1.4. Текущий контроль и защита курсовой работы
Текущий контроль за успеваемостью студентов, т. е. проверка исполнения работы в соответствии с графиком, осуществляется преподавателем-консультантом. На выполнение отводится 9 – 10 учебных недель (для студентов дневной формы обучения).
Выполненная курсовая работа предъявляется к защите после проверки и одобрения руководителем. Студент кратко докладывает основные вопросы, разработанные в ходе выполнения работы, и отвечает на вопросы и замечания..
Защита работы оформляется зачетом с соответствующей оценкой.
2. Общие методические указания по выполнению разделов курсовой работы
2.1. Введение
Эта рубрика не нумеруется, слово “Введение” пишется с прописной буквы без точки в конце и центрируется.
Во введении следует определить место и роль организации производства в управлении предприятием (организацией), отметить влияние организации производства на динамику развития экономики предприятия (организации).
Затем приводится тема курсовой работы, выбранный объект. Во введении необходимо сформулировать цель, и задачи, которые требуется решить в соответствии с особенностями проекта организации однопредметной прерывно-поточной (ОППЛ) или непрерывно-поточной линии. Необходимо обосновать, какие произвести вычисления, какие технико-экономические показатели рассчитать, на основании каких экономических критериев принять решение о реализации проекта организации производственного подразделения.
Далее следует кратко изложить направления и пути решения указанных задач на основе современных достижений науки и практики, сославшись на литературные источники, публикации в профессиональных журналах, на опыт производственной практики и другие источники.
Объём введения не должен превышать 1-2 страницы.
2.2. Краткое описание объекта производства и технологического процесса
В этом разделе, поскольку объектом производства является деталь, следует указать материал, массу заготовки и готовой детали, цены материала и реализуемых отходов.
Поскольку сама деталь и технологический процесс её изготовления являются исходными данными, то возможно подвергнуть предложенный вариант технологического процесса анализу. Проведение анализа должно быть направлено на замену применяемого оборудования, применение новейших режущих инструментов и т. п.
В результате должно быть достигнуто сокращение норм времени по отдельным операциям технологического процесса. Если в курсовой работе такой анализ проводился, то его результаты оформляются в виде таблицы,
Таблица 2
Результаты анализа технологического процесса
Элемент анализа по операциям | Единица измерения | Проектный вариант | Предлагаемый вариант |
1-я операция — токарная | |||
Станок Цена станка | |||
Инструмент Цена инструмента | |||
Основное время | |||
Штучное время | |||
2-я операция и т. д. |
2.3. Организационно-технологическая часть
(проект производственного подразделения)
Эта часть курсовой работы подразделяется на ряд этапов.
2.3.1. Разработка проекта организации основного производственного процесса.
2.3.2. Оперативно-производственное планирование:
разработка и расчёт календарно-плановых нормативов работы поточной линии (участка).
2.3.3. Разработка проекта технического обслуживания производства (описание).
2.3.1. Разработка проекта организации основного производственного процесса
2.3.1.1. Обоснование типа организации основного производственного процесса
Состоит из обоснования типа организации основного производственного процесса и составления планировок цехов и участков.
Разработку проекта организации основного производственного процесса следует начинать с выбора типа организации производства, который является важнейшим фактором, предопределяющим построение системы организации производства.
Тип производства ﴾массовый, серийный, единичный﴿ - это совокупность признаков, определяющих организационно-техническую характеристику производственного процесса, осуществляемого на одном или многих рабочих местах в масштабе участка, цеха, предприятия.
В основе классификации типов производства лежат факторы׃
ü широты номенклатуры;
ü степени постоянства номенклатуры;
ü объёма выпуска;
ü регулярности и стабильности выпуска;
ü характера загрузки рабочих мест и их специализация и др.
Основным параметром, характеризующим тип производства, является коэффициент закрепления операций Кз. о. Этот коэффициент определяется отношением количества технологических операций, подлежащих выполнению в течение планового периода в производственном подразделении, к расчетному числу рабочих мест:
где Ко — количество деталеопераций, выполняемых в данном подразделении;
mp— расчетное число рабочих мест (единиц оборудования) в подразделении.
Количество деталеопераций, подлежащих выполнению в проектируемом производственном подразделении (поточной линии или участке), находится суммированием основных технологических операций по всей номенклатуре заданных к производству изделий.
Расчетное предварительное число рабочих мест mp по подразделению определяется отношением трудоемкости производства всех деталей, подлежащих изготовлению за период (год пли месяц), к действительному (эффективному) фонду времени работы единицы оборудования за тот же период, т. е.

где ti— суммарная трудоемкость выполнения всех операций детали i-го наименования, ч;
Ni— объем выпуска деталей i-го наименования, шт.;
k — количество наименований деталей;
Фл — действительный, (эффективный) фонд времени работы единицы оборудования, ч.
Внимание! При выполнении курсовой работы студент должен рассчитать действительный (эффективный) фонд времени работы оборудования Фд в соответствии с исходными данными.
Различают следующие фонды времени: календарный, номинальный и действительный (эффективный). Графическое их представление выполнено на рис 1.
|
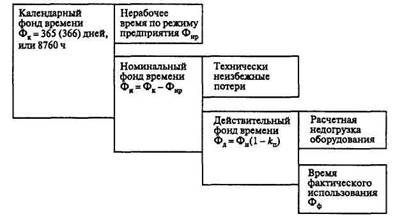
Рис.2.1. Структура фонда времени работы оборудования |
Календарный фонд времени Фк представляет произведение годового количества дней и продолжительности суток (365х24 = 8760) в часах,
Календарный фонд времени применяется для расчетов в непрерывном производстве, при котором рабочие машины и оборудование используются круглосуточно и круглогодично, не останавливаются на выходные и праздничные дни. К таким производствам относятся выработка электрической энергии на электростанциях, подача тепла и других видов энергии потребителям и некоторые другие непрерывные производства. Для таких производств календарный фонд времени будет являться и номинальным фондом.
Большинство промышленных предприятий относится к производствам с прерывным производственным процессом, т. е. процесс может быть прерван на выходные и праздничные дни, на ночное время. Эти предприятия работают в одну, две или три смены, в зависимости от этого и будет рассчитываться продолжительность рабочего времени, называемая номинальным фондом.
Номинальный (режимный) фонд времени Фн — величина рабочего времени, которая может быть использована в течение года на предприятиях с прерывным производством. Расчет номинального фонда времени ведется на основании количества смен работы предприятия и количества рабочих дней в году, т. е. производственного календаря. Производственный календарь рассчитывается на каждый год исходя из продолжительности рабочей недели (40 часов) с учетом выходных и праздничных дней. На основании производственного календаря производится расчет номинального времени работы предприятия в одну или две смены. Например, для производства с прерывным технологическим процессом номинальный фонд времени может составлять в отдельные годы при работе в одну смену Фн = 2016 ч, в две смены — Фн = 4032 ч.
Действительный (эффективный) фонд времени Фд — количество рабочих часов, полезно используемых в течение планируемого периода с учетом количества рабочих смен и планируемых потерь времени по техническим причинам кп. Планируемые потери рабочего времени обусловлены необходимостью проведения технического обслуживания и плановых ремонтов, переналадки оборудования на плановой основе. Величина потерь времени на эти цели устанавливается в процентах от номинального фонда.
Например, если долю потерь по техническим причинам принять равной 7 % номинального годового фонда времени, то годовой действительный (располагаемый) фонд времени при работе в одну смену для оборудования составит 1875 ч (2016 х (1 – 0,07)).
Наконец, в силу того, что расчетное число станков, которое, как правило, получается дробным и округляется до целого, конкретные станки на операции могут быть не загружены до величины Фд. Фактически они будут загружены меньше времени. Отношение фактической загрузки к величине действительного фонда времени является коэффициентом загрузки оборудования на операции.
Как видно, К'з. о показывает среднее число деталеопераций, выполняемых на одном рабочем месте подразделения в течение месяца, и характеризует стабильность процессов на рабочих местах. Следовательно, величина Кз. о зависит от трех определяющих факторов: заданной номенклатуры k, объема выпуска изделий Nj,- каждого наименования, суммарной трудоемкости выполнения операций ti. При этом принимается, что фонд времени работы оборудования Фд остаётся величиной неизменной, определяемой из условия работы подразделения в две смены.
В зависимости от величины коэффициента закрепления операций, в соответствии с ГОСТ 14.004—83, установлено три основных типа производства: массовое (К3.0 < 1), серийное (1 < < К3.0 < 40) и единичное (К3.0 > 40).
Массовое производство характеризуется узкой номенклатурой изделий и большими объемами, стабильностью выпуска изделий в течение продолжительного времени. Таким образом, внешними признаками массового производства являются: относительно большие объемы выпуска продукции; устойчивость номенклатуры продукции; стабильность технологии.
В массовом производстве поддерживается постоянная загрузка рабочих мест выполнением одной операции. В результате в массовом производстве для выполнения каждой операции над i-тым предметом требуется одно или более рабочих мест.
Серийное производство характеризуется ограниченной номенклатурой изделий, изготовливаемых повторяющимися партиями, и сравнительно большим объемом выпуска.
Рабочие места серийного производства загружены выполнением нескольких деталеопераций. Область серийного производства начинается при Кз. о > 2, и для достижения полной загрузки рабочего места необходимо закреплять за ним выполнение двух и более деталеопераций.
Единичное производство характеризуется широкой номенклатурой изготавливаемых изделий при единичных или малых разовых объемах выпуска. При единичном производстве выпуск продукции характеризуется полной неповторяемостью, продукция производится отдельными экземплярами или малыми сериями (партиями). Номенклатура деталей и операций, закрепляемых за рабочими местами, широка — более 40 операций выполняется в среднем на каждом рабочем месте. Преобладает универсальное оборудование, которое обслуживают рабочие высокой квалификации.
Внимание! Для определения типа производства ﴾в рамках курсовой работы﴿ можно использовать и таблицу данных. В ней ориентировочно даётся характеристика типа производственного процесса по объёму и массе детали.
Таблица 3
Данные для определения типа производства
Производство | Число обрабатываемых деталей одного типоразмера в год | ||
Тяжёлые ﴾массой более 100 кг.﴿ | Средние ﴾массой более 10, но до 100кг.﴿ | Лёгкие ﴾массой до 10 кг.﴿ | |
Единичное | До 5 | До 10 | До 100 |
Мелкосерийное | 5 – 100 | 10 – 200 | 100 – 500 |
Среднесерийное | 100 – 300 | 200 – 500 | 500 – 5000 |
Крупносерийное | 300 – 1000 | 500 – 5000 | 5000 – 50000 |
Массовое | Более 1000 | Более 5000 | Более 50000 |
Тип производства в значительной степени определяет следующие основные организационные характеристики:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
