

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Работы должны выполняться в соответствии с графиком, согласованным с руководителем образовательного учреждения, и не препятствовать организации образовательного процесса.
2.1.7.Качество работ: Работы необходимо выполнить в строгом соответствии с действующими ГОСТ, ТУ, СНиП, СП, НПБ, ППБ и другими действующими на территории РФ нормативными актами. При производстве работ применять только высококачественные материалы и оборудование, прошедшие сертификацию в соответствующих органах РФ.
2.1.7.1. Требования к технологиям (методикам) выполнения работ:
Установку пластиковых окон можно разделить на два этапа. Это демонтаж старых окон и установка новых пластиковых окон (данные этапы выполняются последовательно по каждому из окон в отдельности в целях безопасности объекта капитального строительства).
Демонтаж окон:
- Старые створки снимаются с петель
- Аккуратно раздалбливается оконный проем, чтобы освободить и вынуть старую раму
- Старая рама освобождается от гвоздей, дюбелей и прочих элементов, фиксирующих раму
- Удаляется старый подоконник
- Монтажный проем освобождается и очищается от старого цемента, ветоши
Технология установки пластиковых окон:
- Пластиковые окна подготавливаются к установке
- В рамах пластиковых окон сверлятся отверстия для анкеров
- Наклеивается гидроизоляционная лента с края внешней стороны рамы на боковые поверхности и сверху. При необходимости гидроизоляционную ленту разогревают строительным феном до ее полного расширения.
- Рама пластикового окна устанавливается в оконный проем с помощью распорных клиньев. При этом обращается внимание на расположение рамы. При однородной стене (без четверти) рама должна быть расположена на расстоянии не менее 120 мм от наружного края стены.
- Проверяется правильность зазора между четвертью и рамой 5-20мм, а также зазор между рамой и стеной 20-40мм;
- Горизонтальные части рамы выставляются по уровню
- Выставляются вертикальные части рамы с помощью уровня в двух плоскостях;
- Рама закрепляется в оконном проеме с помощью крепежа и опорных колодок, так, чтобы вертикальные стороны рамы были углублены на одинаковую величину за четвертями стены. В качестве крепежа используются анкера и анкерные пластины. Минимальная глубина установки анкера в стену - 40мм (согласно ГОСТ Р ). Во время крепежа рамы обязательно контролируется правильность установки рамы по горизонтали и вертикали, равенство диагоналей рамы, надежность крепления рамы в проеме, не допускать прогиба профилей в трех плоскостях.
- Удаляются установочные прокладки и клинья. Опорные колодки должны быть утоплены в стену на 10-15 мм
- Далее вырезается и устанавливается металлический слив. Слив прикручивается к раме саморезами с шагом 250-350 мм и 2 дюбель - гвоздями к стене (по возможности)
- Навешиваются створки и вставляются стеклопакеты в глухие секции. Если стеклопакеты глухих секций будут мешать дальнейшей работе, то их можно установить позже, либо установить не полностью защелкивая штапик;
- Заполнить оставшийся зазор между рамой и оконным проемом монтажной пеной на 2/3 его глубины. После расширения пена должна заполнить зазор на всю толщину рамы (изменение формы рамы в результате расширения пены не допускается). Если величина зазора больше 35-40 мм, допускается использование дополнительных вкладок из сухого дерева, пенопласта и т. п., при условии что тепло - и гидроизоляция шва не ухудшится.
- Отрегулировать фурнитуру и петли открывающихся створок
- Установить водосливные колпачки, декоративные накладки на петли, а также защитные колпачки на анкера, видимые при открывании створок или дверей.
- Устанавливается пластиковый подоконник. При установке пластикового подоконника в помещении учитывается следующее: расстояние между подоконником и источником нагрева (тепла) должно быть не менеесм. Также не следует нарушать теплообмен рядом с окном, т. к. это может приводить в дальнейшем к образованию конденсата на окнах
Монтаж откосов:
- Новые пластиковые откосы вырезаются из бумажно-слоистого пластика.
- В случае необходимости на проем наклеивается с помощью монтажной пены пенопласт;
- На панель с не лицевой стороны наносится змейкой пена монтажная и спустя 3-5 минут панель прикладывается к раме на свое место.
- Вырезаются и устанавливаются закрывающие уголки
- Стыки и примыкания обрабатываются жидким пластиком (космофеном) или силиконом.
Технологии сварки:
Сварка полиэтиленовых трубопроводов встык:
Монтаж полиэтиленовых трубопроводов осуществляется сваркой встык или с помощью муфт с закладными электронагревателями. В ряде случаев используются фланцевые соединения.
Сварка встык заключается в нагреве торцов свариваемых труб или деталей до вязкотекучего состояния полиэтилена в результате контакта с нагревателем и последующем соединении торцов под давлением после удаления нагревателя.
Сварочный цикл можно разделить на следующие этапы: оплавление, нагрев, удаление нагревателя из зоны сварки, сварка и охлаждение.
При ОПЛАВЛЕНИИ происходит образование первичного грата.
При НАГРЕВЕ тепло распространяется вглубь материала. Давление при этом близко к нулю (оно только обеспечивает контакт между торцами труб и нагревателем).
При УДАЛЕНИИ НАГРЕВАТЕЛЯ происходит удаление нагревательного элемента из зоны сварки (технологическая пауза) и соединение поверхностей сварки. Пауза должна быть как можно короче, во избежание снижения температуры и попадания загрязнений (пыль, песок и т. п.), влияющих на качество соединения. При СВАРКЕ образуется окончательный грат и молекулярные связи, обеспечивающие однородность соединения. При ОХЛАЖДЕНИИ происходит осадка стыка и стык приобретает максимальную прочность. По окончании сварки данный этап позволяет избежать напряжений или ударов, способных нарушить прочность соединения.

Сварка встык применяется для:
• соединения полиэтиленовых труб, соединительных деталей (переходов, отводов и др.) с ∅ 50 ÷ 1600 мм; при строительстве новых трубопроводов (газопроводов, водопроводов и др.);
• ремонта полиэтиленовых трубопроводов;
• соединения полиэтиленовых труб в плети при восстановлении изношенных трубопроводов методом протяжки;
• изготовления футляров из полиэтиленовых труб.
Встык можно сваривать только трубы и фитинги одинакового диаметра и SDR, изготовленные из полиэтилена одной марки.
Толщина стенки трубы при стыковой сварке должна быть не менее 5 мм. Стыковую сварку разрешено проводить при температуре воздуха от — 15°С до + 45°С
Сварка полиэтиленовых трубопроводов деталями с закладными нагревателями
Сварка при помощи деталей с закладными нагревателями (далее ЗН) заключается в расплавлении полиэтилена на соединяемых поверхностях детали (муфты, отвода, перехода и т. д.) и труб за счет тепла, выделяемого при протекании электрического тока по заложенному в деталь электрическому нагревателю (спирали), и последующем естественном остывании сварного соединения, при котором образуется неразъемное сварное соединение.
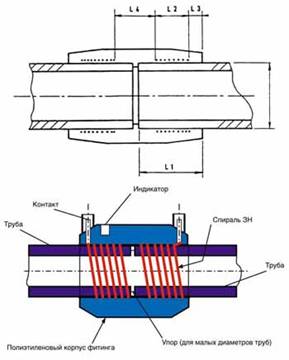
Устройство муфты с ЗН.
L1 — глубина установки трубы в муфту;
L2 — длина «горячей» зоны муфты;
L3, L4 — длина «холодных зон» внутри муфты;
∅ — наружный диаметр трубы.
Детали с ЗН могут быть, в зависимости от способа производства, как с открытой внутри детали спиралью, так и со спиралью, покрытой тонким слоем полиэтилена. Электрическое сопротивление спирали зависит от вида, диаметра, производителя детали. Требуемая мощность электропитания при сварке детали с ЗН зависит от сопротивления спирали и напряжения сварки, которые определяет производитель.
Величина стандартного размерного отношения (SDR) детали с ЗН не должна превышать величины SDR свариваемых труб.
Детали без ЗН (отводы, тройники, переходы, заглушки и т. п.) называют гладкими или «спиготами» и могут свариваться с помощью муфт с ЗН, либо встык.
Сварку деталями с ЗН используют для:
- соединения полиэтиленовых труб (мерных, длинномерных), плетей, сваренных стыковой сваркой, при строительстве новых трубопроводов (газопроводов, водопроводов и др.), а также в стесненных условиях;
- соединения полиэтиленовых труб с деталями «спигот» с удлиненными хвостовиками (отводами, тройниками, переходами, заглушками и т. п.);
- ремонта трубопроводов;
- присоединения ответвлений к трубопроводам (применение седловых отводов).
Сварка деталями с ЗН может применяться при температуре воздуха от — 15 до + 45 °С.
Такой сваркой можно соединять трубы с ∅ 20 ÷ 1200 мм независимо от толщины стенки, трубы с разным SDR, трубы из полиэтилена разных марок (например из ПЭ 80 и ПЭ 63, ПЭ 80 и ПЭ 100).
Аппараты для электромуфтовой сварки
Сварочные аппараты для электромуфтовой сварки могут различаться по следующим показателям:
— способ управления процессом сварки;
— способ ввода информации о параметрах сварки;
— напряжение питания аппарата;
— диапазон напряжения, подаваемого на ЗН детали;
— максимальная мощность;
— возможность регистрации сварочного процесса с последующей распечаткой.
Аппарат должен определять и регистрировать типичные ошибки процесса сварки и выдавать на дисплей их соответствующее условное обозначение. ЭКСТРУЗИОННАЯ СВАРКА
Принцип сварки и устройство оборудования
НАЗНАЧЕНИЕ
Экструзионная сварка применяется для сварки листов и пленки из термопластов. Изогнутые детали, радиус изгиба которых многократно превышает ширину шва и длину сварочного башмака, могут считаться листами и свариваться экструдером.
ОБЩИЕ ТРЕБОВАНИЯ
Так же как и для любой другой технологии сварки, здесь действуют общие требования:
- Сваривать следует только изделия из одинаковых термопластов. Важнейшими показателями «одинаковости» являются химический состав, плотность и показатель текучести расплава. При экструзионной сварке те же требования предъявляются к присадочному материалу.
Замечание: Если показатель текучести расплава ПТР свариваемых деталей отличаются, то присадочный материал следует по возможности выбирать таким образом, чтобы его ПТР был средним между ПТР свариваемых деталей.
- Свариваемые поверхности должны быть чистыми. При экструзионной сварке это требование настолько жесткое, что свариваемые поверхности должны быть механически очищены даже от тончайшего слоя окислившегося материала не более чем за 20 мин. до начала сварки. Это связано с тем, что технология экструзионной сварки создает сравнительно небольшое течение и перемешивание материала в зоне сварки.
ГЛАВНАЯ ИДЕЯ
По сравнению с технологией сварки горячим воздухом с применением присадочного
материала (прутка), технология экструзионной сварки была изначально разработана для сварки сравнительно толстостенных деталей, а также для увеличения скорости и качества сварки.
ПРИНЦИП
В принципе, экструзионная деталей заключается в следующем:
- Свариваемые поверхности, в форме специально подготовленной сварочной канавки или угла между листами (рис.1), предварительно нагреваются до температуры пластификации горячим воздухом или, в особых случаях, тепловым излучением.
- Одновременно с этим присадочный материал в форме прутка или гранул подается в экструдер, нагревается до вязко-текучего состояния и перемешивается шнеком экструдера до достижения гомогенной массы.
- Вязко-текучий присадочный материал выдавливается из экструдера и, как правило, подается непосредственно в зону сварки через сварочный башмак.
- Давление, необходимое для сварки, прикладывается, как правило, через присадочный сварочным башмаком.

Выполнение сварного шва К-типа
КЛАССИЧЕСКИЙ ЭКСТРУДЕР
Схема работы классического сварочного экструдера следующая:

Схема работы сварочного экструдера
Поскольку зона сварки обязательно должна быть нагрета перед впрыскиванием присадочного материала, экструдер снабжен нагревателем воздуха. Горячий воздух подается в зону сварки через специальное сопло и нагревает свариваемые поверхности до вязко-текучего состояния. Температура воздуха регулируется специальным контроллером.
Нагреватель воздуха может быть в форме термофена, т. е. иметь встроенный нагнетатель воздуха. Как вариант, экструдер может быть рассчитан на внешнюю подачу воздуха - от компрессора или пневмосети предприятия. Присадочный материал в форме сварочного прутка или гранул подается в экструдер.
Шнек экструдера приводится в движение приводом, в качестве которого часто используют обычную ручную дрель. С учетом того, что обычная продолжительность работы экструдера больше, чем у дрели, на качественных экструдерах используются модифицированные электромоторы, рассчитанные на продолжительный режим работы и имеющие больший ресурс.
2.7.1.1.3.Раструбная сварка
Из СП
Контактная сварка в раструб осуществляется при помощи нагревательного устройства (сварочный аппарат), состоящего из гильзы для оплавления наружной поверхности конца трубы и дорна для оплавления внутренней поверхности раструба соединительной детали или корпуса арматуры (рис. 1).
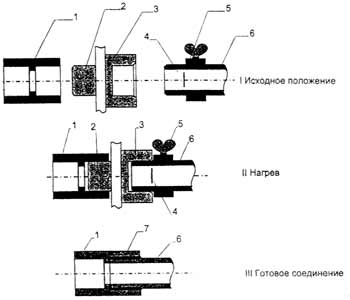
Рис. 1. Последовательность процесса контактной сварки в раструб трубы и муфты из PPRC
1 - муфта; 2 - дорн нагревательного устройства; 3 - гильза нагревательного устройства;
4 - метка на внешней поверхности конца трубы; 5 - ограничительный хомут;
6 - труба; 7 - сварной шов
Контактная раструбная сварка включает следующие операции:
- на сварочном аппарате (см. прил.3) установить сменные нагреватели необходимого размера;
- включить сварочный аппарат в электросеть, рабочая температура на поверхности сменных нагревателей (+260 °С) устанавливается автоматически. Сигналом готовности сварочного аппарата к работе является выключение сигнальной лампочки;
- на конце трубы снять фаску под углом 30 град.;
- конец трубы и раструб соединительной детали перед сваркой очистить от пыли и грязи и обезжирить;
- на трубе нанести метку (или установить ограничительный хомут) на расстоянии от торца трубы до метки (или до края хомута), равном глубине раструба соединительной детали плюс 2 мм.
Величина расстояния от торца трубы до метки для различных диаметров приведена в табл. 1;
Таблица 1
Наружный диаметр трубы, мм | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 |
Расстояние до метки, мм | 15 | 17 | 19 | 22 | 24 | 27 | 30 | 32 |
- раструб свариваемой детали насадить на дорн сварочного аппарата, а конец вставить в гильзу до метки (до ограничительного хомута);
- выдержать время нагрева (см. табл. 2), после чего снять трубу и соединительную деталь с нагревателей, соединить друг с другом и охладить естественным путем.
Таблица 2.
Диаметр трубы, мм | Время нагрева, с | Технологическая пауза не более, с | Время охлаждения, мин |
16 | 5 | 4 | 2 |
20 | 6 | 4 | 2 |
25 | 7 | 4 | 2 |
32 | 8 | 6 | 4 |
40 | 12 | 6 | 4 |
50 | 18 | 6 | 4 |
63 | 24 | 8 | 6 |
75 | 30 | 8 | 6 |
90 | 40 | 8 | 8 |
- После каждой сварки необходима очистка рабочих поверхностей дорна и гильзы нагревательного устройства от налипшего материала.
Время технологических операций сварки приведено в табл. 2 (при температуре наружного воздуха +20 °С).
При выполнении технологической операции "нагрев" не допускается отклонение осевой линии трубы от осевой линии нагревательного устройства более чем на 5 град. (рис. 2). Для диаметров труб более 32 мм, в случае если длина участка трубы более 2 м, необходимо использовать дополнительные подставки, обеспечивающие соосность трубы и нагревательного устройства.

Рис. 2
Во время охлаждения запрещается производить любые механические воздействия на трубу или соединительную деталь после сопряжения их оплавленных поверхностей с целью более точной установки.
Внешний вид сварных соединений должен удовлетворять следующим требованиям:
отклонение между осевыми линиями трубы и соединительной детали в месте стыка не должно превышать 5 °;
наружная поверхность соединительной детали, сваренной с трубой, не должна иметь трещин, складок или других дефектов, вызванных перегревом деталей;
у кромки раструба соединительной детали, сваренной с трубой, должен быть виден сплошной (по всей окружности) валик оплавленного материала, слегка выступающий за торцевую поверхность соединительной детали.
Контактную сварку полипропиленовых труб и деталей трубопровода следует проводить при температуре окружающей среды не ниже 0 °С. Место сварки следует защищать от атмосферных осадков и пыли.
Облицовку стен глазурованными, стеклянными и синтетическими плитками выполняют по маякам по заранее подготовленным поверхностям. При подготовке к облицовке кирпичные и бетонные поверхности предварительно провешивают, насекают, очищают от грязи. При необходимости выравнивают слоем цементной штукатурки без затирки поверхности. Деревянные поверхности при облицовке стеклянными или керамическими плитками обивают проволочной сеткой. Облицовку начинают с разбивки и установки маяков и марок. Плитку перед укладкой смачивают в воде. Нижний ряд плиток опирают на рейку толщиной 50-60 мм, которую перед устройством плинтуса удаляют. Облицовку ведут горизонтальными рядами снизу вверх с соблюдением принятой перевязки швов и их ширины. Равномерность размеров швов обеспечивают с помощью калиброванной проволоки, стеклянных, пластмассовых или металлических пластинок, временно вставляемых в шов, а горизонтальность рядов — установкой плиток по шнуру. Швы между плитками заполняют и разделывают через 3-5 дней после укладки плиток в помещении.
Технология выполнения штукатурных работ.
Технологическая последовательность выполнения работ:
Наружные и внутренние отделочные работы с применением составов на основе модифицированных сухих смесей выполняются в соответствии со СНиП 3.04.01 в следующей технологической последовательности:
— подготовка поверхности;
— провешивание стен и установка маяков;
— обеспыливание поверхности сжатым воздухом;
— приготовление к применению грунтовочного состава и огрунтовка поверхности;
— приготовление к применению штукатурного состава;
— нанесение штукатурного состава с разравниванием и затиркой (в случае последующего нанесения тонкослойных красок);
— оштукатуривание откосов и отливов;
— вытягивание тяг с разделкой углов и, при необходимости, расшивка швов;
— уход за свежей штукатуркой;
— приготовление и нанесение защитно-отделочных составов.
При оштукатуривании откосов выполняются следующие работы:
— проверка поверхности и установка правил;
— огрунтовка поверхности;
— нанесение штукатурного состава;
— затирка поверхности; при необходимости, с отделкой ребер, фасок и углов пересечения.
Подготовка поверхности под отделку штукатурными составами:
Поверхность перед отделкой предварительно очищают от пыли, загрязнений, жировых пятен, солевого налета и других веществ, способных оказать отрицательное воздействие на адгезию. Очистка поверхности производится вручную с помощью стальных щеток, шпателей, водо - или пескоструйными аппаратами. Жировые пятна удаляют с помощью различных растворителей и специальных составов. После удаления загрязнений поверхность обеспыливают сжатым воздухом. Срубку наплывов производят вручную с помощью зубил, молотков с двойным заострением, скарпелей. На больших площадях применяются электро - и пневмомолотки, электрические щетки, пескоструйные аппараты.
Размеры раковин, местных наплывов и впадин на бетонных поверхностях не должны превышать значений, установленных ГОСТ 13015.0 и СНиП 3.04.01. При наличии дефектов необходимо выполнить работы по устранению раковин, неровностей, трещин, сколов, выбоин ремонтными шпатлевочными или штукатурными составами. Поверхность перед отделкой полимер минеральными составами должна быть обработана в зависимости от качества поверхности обычным грунтовочным составом или составом, укрепляющим основание. Грунтовка наносится механизированным способом при помощи краскопульта или вручную при помощи валика или кисти.
 - обработка поверхности грунтовкой
- обработка поверхности грунтовкой
Нанесение штукатурки.

 Штукатурные составы наносятся механизированным способом при помощи штукатурного агрегата Т 103 (Т-102, «МАШ» и др ) с использованием компрессора набрызгом под давлением или вручную с помощью терки. Толщина нанесенного на поверхность одного слоя штукатурного состава должна быть не более 7 мм. Требуемая толщина штукатурки набирается необходимым количеством нанесенных слоев. Максимальная общая толщина слоев без дополнительного армирования не должна превышать 20 мм в соответствии с требованиями СНиП 3.04.01-87. Нанесенный слой штукатурки разравнивается с помощью правила или полутерка и затирается при необходимости. В холодное время года (и при искусственной сушке штукатурки) работы по отделке внутренних поверхностей необходимо производить при действующих постоянных системах отопления. При необходимости следует дополнительно пользоваться системой временного отопления преимущественно калориферного типа. Во избежание растрескивания и снижения прочности штукатурки не допускается ее нагрев свыше +30 С и интенсивное проветривание помещения.
Штукатурные составы наносятся механизированным способом при помощи штукатурного агрегата Т 103 (Т-102, «МАШ» и др ) с использованием компрессора набрызгом под давлением или вручную с помощью терки. Толщина нанесенного на поверхность одного слоя штукатурного состава должна быть не более 7 мм. Требуемая толщина штукатурки набирается необходимым количеством нанесенных слоев. Максимальная общая толщина слоев без дополнительного армирования не должна превышать 20 мм в соответствии с требованиями СНиП 3.04.01-87. Нанесенный слой штукатурки разравнивается с помощью правила или полутерка и затирается при необходимости. В холодное время года (и при искусственной сушке штукатурки) работы по отделке внутренних поверхностей необходимо производить при действующих постоянных системах отопления. При необходимости следует дополнительно пользоваться системой временного отопления преимущественно калориферного типа. Во избежание растрескивания и снижения прочности штукатурки не допускается ее нагрев свыше +30 С и интенсивное проветривание помещения.
Нанесение защитно-отделочного штукатурного состава с дисперсностью наполнимм.

Состав наносится на основание, обработанное грунтовкой, теркой из нержавеющей стали, которую следует держать под углом. Толщина слоя должна соответствовать размеру самых больших зерен наполнимм). Спустя некоторое время (оно подбирается экспериментально, ориентировочно через 10 — 15 мин. от момента укладки), когда смесь уже не прилипает к инструменту, поверхность штукатурки формируется при помощи текстолитовой терки, которую следует держать в вертикальном положении. Во время затирки поверхность защитноотделочного слоя и терку нельзя смачивать водой и делать перерывы во время работы на поверхности, ограниченной ребрами или архитектурными деталями.

При формировании фактуры необходимо строго выдерживать заданное направление затирки поверхности: горизонтальное, вертикальное, под углом или круговое. При соединении стыков необходимо придерживаться способа укладки «мокрое на мокрое». В случае перерыва в работе незаконченную поверхность следует закончить острым ребром при помощи малярной ленты. Лента приклеивается вдоль обозначенной на основании линии. После нанесения штукатурки и придания ей желаемой структуры лента отрывается вместе с остатками свежей штукатурки.
Нанесение штукатурных составов с дисперсностью наполнителя 0,14 — 0,315 мм



Поверхность перед нанесением защитно-отделочного состава грунтуется. При окраске поверхность фасада разбивается на захватки так, чтобы на открытых местах не было стыков, образующихся в местах соединения декоративных слоев, нанесенных с перерывом во времени. Захватки разбиваются по вертикали и горизонтали. При наличии на фасадах пилястр, выступов, поясков и других архитектурных деталей границы захваток выбирают так, чтобы стыки оказались в углах около выступов. На гладких фасадах границы захваток проходят под оконными откосами. При разбивке фасада на захватки используется малярная лента. Для отделки одного и того же здания следует использовать полимер-минеральные составы одной партии. Защитно-отделочный состав с дисперсностью наполнителя 0,315 мм наносится на поверхность в 2 — 3 слоя механизированным способом при помощи пистолета под давлением 5 — 6 атм. или вручную с помощью терки из нержавеющей стали. Защитно-отделочный состав с дисперсностью наполнителя 0,14 мм наносится с помощью малярного валика в 2 — 3 слоя. Каждый последующий слой наносится не менее чем через 3—4 часа после предыдущего. В случае возникновения разводов на отделанной поверхности допускается нанесение дополнительного слоя окрасочного состава. Для придания оригинальной фактуры окрасочному покрытию используются валики с рельефным рисунком, кисти и другие инструменты и приспособления.
При выполнении отделочных работ запрещается применять составы разных производителей. Нарушение запрета приводит, как правило, к дефектам отделанной поверхности, и заказчик в этом случае лишается гарантий изготовителя. В процессе работ должен постоянно осуществляться
Технология выполнения работ
Схема последовательности укладки плитки:
· подготовка поверхности;
· провешивание стен и установка маяков;
· обеспыливание поверхности;
· приготовление грунтовочных составов и огрунтовка поверхности;
· приготовление выравнивающих штукатурных составов и их нанесение;
· приготовление клеящих составов и их нанесение;
· укладка облицовочной плитки;
· приготовление затирочных составов и заделка швов.
Подготовка поверхности под облицовку керамической, кафельной (напольной), тротуарной плиткой:
Поверхность перед отделкой предварительно очищают от пыли, загрязнений, жировых пятен, солевого налета и других веществ, способных оказать отрицательное воздействие на адгезию. Очистка поверхности производится вручную с помощью стальных щеток, шпателей, водо - или пескоструйным аппаратом. Жировые пятна удаляют с помощью специальных растворителей и составов.
После удаления загрязнений поверхность обеспыливают сжатым воздухом. Срубку наплывов производят вручную с помощью зубил или молотков с двойным заострением. При больших площадях наплывов применяются электро - и пневмомолотки, электрические щетки, пескоструйные аппараты.
Размеры раковин, местных наплывов и впадин на бетонных поверхностях не должны превышать величин, установленных ГОСТ 13015.0-83 и СНиП 3.04.01-87. При наличии дефектов необходимо выполнить работы по устранению раковин, неровностей, трещин, сколов, выбоин шпатлевочными составами. Поверхность перед отделкой полимерминеральными составами должна быть обработана обычным грунтовочным составом или составом, укрепляющим основание, в зависимости от качества поверхности.
Грунтовка наносится механизированным способом при помощи краскопульта или вручную при помощи валика или кисти. Для обеспечения вертикальности и горизонтальности поверхности стены ее перед нанесением клеящих составов оштукатуривают выравнивающими штукатурными составами.
Нанесение клеящего состава и укладка облицовочной плитки:
Приготовленный составе толщиной 3 - 5 мм в зависимости от размеров облицовочной плитки наносится гладкой стороной шпателя и распределяется зубчатой стороной шпателя, желательно, в одном направлении. Величина зубьев шпателя зависит от размеров облицовочной плитки. Чем больше размер плитки, тем больше величина зубьев. Растворную смесь следует наносить на площадь, которую можно облицевать в течениемин.


 - укладка плитки на стену
- укладка плитки на стену
«Открытое время» клеящего состава зависит от пористости основания, температуры и влажности воздуха, толщины нанесенного слоя. Сухая плитка кладется на подготовленную основу и вдавливается в растворную смесь поворотным движением. При укладке на пол плитку укладывают, легко постукивая по ней резиновым молтком. Рекомендуемая ширина шва - 2 мм. Полимерминеральные клеящие составы обеспечивают фиксацию плиток (они не сползают), но их расположение можно корректировать в течение 20 мин. после укладки. Видимое твердение состава начинается, как правило, через 2 - 3 часа.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 |
