
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Precious metal (reduced gold content): 70-80 %
Non-precious metal:%
Setting times
Conventional heating: after 30 минutes
Speed heating: after 15 минutes
Pre-heating Conventional heating
Casting ring size | 1 | 3 | 6 | 9 |
Increase rate (cold furnace) | 5°C/мин. | 5°C/мин. | 5°C/мин. | 5°C/мин. |
1st holding time (280° C) | 20-30 мин. | 30-40 мин. | 45 мин. | 60 мин. |
2nd holding time (580° C) | 30 мин. | 30 мин. | 30 мин. | 30 мин. |
Holding time at end temperature (700-950° C) | 30 мин. | 40 мин. | 50 мин. | 60 мин. |
If the furnace is full, the holding times should be extended by 10 минutes. Speed heating
Casting ring size | 1 | 3 | 6 | 9 |
Holding time at end temperature (only wax parts) | 30 мин. | 60 мин. | 60 мин. | 60 мин. |
Holding time at end temperature (parts containing resin) | 50 мин. | 70 мин. | 80 мин. | 90 мин. |
3) Model casting technology
Preparation
Duplicate the master model with silicone (e. g. Alpha Form - Schutz-Dental) after blocking out.
Coat the hardened silicone mould with a surface neutralizing agent (e. g. Schutz-Dental,
order
no. 629551) and leave it to dry.
Investment
Recommended concentration:
Model: 85 % concentrate / 15% dest. water
Overcoating: 30 % concentrate /70 % dest. water
Telescopic work: 90 % concentrate / 10% dest. water
Mixing ratio: powder : liquid 160 g : 41 ml
Powder quantity: model: 1 bag coating: 3-4 bags
Note: Investment material models should be processed further on the same day!
If the investment material model is not processed further within 24 hours after creation, it should be dried for approx. 20 минutes at ° C.
For better adhesion of the wax profiles on the model, it is recommended to use AlphaFix for wax profiles.
Setting times / removing model from the mould
Conventional heating: model: 45-60 минutes overcoating: 30 минutes
Speed heating: model: 45-60 минutes overcoating: 15 минutes
Pre-heating Conventional heating
Increase rate (cold furnace) | 5° C / мин. |
1st holding time (280° C) | 45 мин. |
2nd holding time (580° C) | 30 мин. |
Holding time at end temperature (max. 950° C) | 60 мин. |
If the furnace is full, the holding times should be extended by 10 минutes
Speed heating
Start burring the invested casting ring after 15 минutes when dry and place it into the furnace, which has been preheated to end temperature.
 Holding time at end temperature (max. 950° C) 90 мин.
Holding time at end temperature (max. 950° C) 90 мин.
 4) Pressable ceramics
4) Pressable ceramics
Preparation
Required минimum thickness of the wax modellation:
Chamfer preparation: мин. 1.0 mm
Cusps and chewing surfaces: мин. 1.5 mm
The distance between the individual objects in the ring must be at least 3 mm.
Investment
Recommended concentrations:
Full crowns and veneers: 90 %
Crown copings: 85 %
Inlays: 95 %
Mixing ratio: powder : liquid 160 g : 41 ml
Setting times
Conventional heating: Speed heating:
Pre-heating Conventional heating
after 30 минutes after 20 минutes
Increase rate (cold furnace) | 5° C / мин. |
1st holding time (280° C) | 30 мин. |
2nd holding time (580° C) | 30 мин. |
Holding time at end temperature (max. 850° C) | 45 мин. |
If the furnace is full, the holding times should be extended by 10 минutes.
Speed heating
Start burring the invested castings ring after 20 минutes when dry and place it into the furnace, which has been pre-heated to end temperature.
Holding time at end temperature (max. 850° C) 60 мин.
5) General information
Storage:
Store the powder and the liquid in a dry place, which is protected against moisture. Storage temperature: 18-22° С
Note:
At storage temperatures above 23° C, the setting expansion increases significantly => larger casts! At storage temperatures below 16 °C the setting expansion decreases significantly => smaller casts!
Best before date:
The best before date is printed onto the respective tubular bag / label. Do not use after this date.
Warranty:
All application information provided by us, no matter whether it was given verbally, in writing or by means of practical instructions, is based on our own experiences and thus all values must be solely perceived as a recommendation.
Troubleshooting-Liste
Error | Cause | Remedy |
Working time too short | - Storage temperature too high | - Observe storage temperature |
Cast object too large / too small (incorrect expansion control) | - incorrect liquid concentration - incorrect mixing ratio - incorrect number of ring liners | Observe processing instructions; 1. more concentrate = greater expansion, 2. less concentrate = less expansion |
Rough cast surfaces | - dirty beakers, measuring cylinders - too much liquid used - stirring speed to low - metal overheated - resin parts too solid - too much monomer used in resin | - clean beaker, measuring cylinder - observe mixing ratio - observe stirring speed - observe melting range - cover resin parts with wax - use less monomer |
Casting fins / cracks | - too few ring liners - solid resin parts - heated too fast - too much liquid - pressure in casting device too high - wax parts not sufficiently covered with overcoating - sprues of objects too long - objects too close to the edge of the casting ring - insufficient pre-heat furnace | - use more ring liners - cover resin parts with wax - observe heating times - observe mixing ratio - check pressure setting - cover the wax modellation with EBM мин. 5 mm - max. 7 mm long - position the objects at a distance of мин. 5 mm from the casting ring - use pre-heat furnace that can be heated from 4 sides |
Material characteristics (according to EN ISO 9694):
AlphaCast Universal concentrate (100 %) | |
Mixing ratio | 100 g : 26 ml |
Start of setting time | 4 мин. (20° C) |
Pressure resistance | 7.5 MPa |
Thermal expansion | 1.0% |
Flow path | 14 cm |
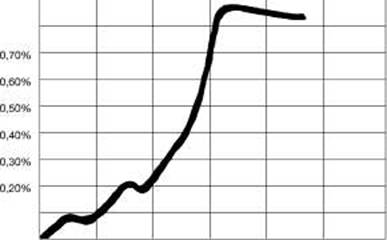 Thermal expansion according to DIN 13919 0,90%
Thermal expansion according to DIN 13919 0,90%
0,80%
о
'55
0,10% |
0,00% |
I
0 0 |
Temperature (°C)
800
1000
1200
Scope of supply:
- 15 kg AlphaCast Universal powder (in PE bag, loose) Order no. 620620
- 12 kg AlphaCast Universal powder (in 160 g portion packs) Order no. 620630
- 1 liter AlphaCast Universal expansion liquid (100 % concentrate) Order no. 620650
Warning notices!
- Liquids are sensitive to frost.
- Investment materials contain quartz!
- Avoid inhalation of dust (danger of lung diseases)
- Only remove dust from the workplace with a damp cloth.
- To avoid dust during deflasking, place the fully cooled down casting ring into water for a short time
after casting.
- For sand-blasting, use suction with a fine particle filter.
- Do not open the pre-heat furnace during the heating phase as the developing wax vapors may
ignite when getting into contact with air.
Instructions de mise en oeuvre
Ces instructions sont structures de la maniere suivante :
1) Instructions relatives a la mise en revetement
2) Technique des ponts et couronnes
3) Technique de coulee sur modele
4) Ceramique pressee
5) Instructions generales
Instructions relatives a la mise en revetement
Avant de melanger, essuyer le recipient de melange avec un chiffon propre et humide. Un recipient de melange sale et sec peut extraire jusqu'a 2 ml d'humidite du materiau de revetement.
L'expansion du materiau de revetement est fonction du rapport entre la quantite de concentre et la quantite d'eau distillee : plus de concentre = expansion plus importante moins de concentre = expansion plus basse
Preparer la quantite souhaitee de liquide dans le recipient de melange et ajouter la quantite de
poudre correspondante.
Remuer pendant 15 secondes et melanger durant 30 secondes sous vide
(Mix-Jet Plus, SchCitz-Dental).
Vitesse de melange : 80-250 trs/мин.
Le temps ouvert est de 5 минutes max. a temperature ambiant et du materiau de i° C.
Verser le materiau dans le cylindre en agitant legerement et regulierement. Ne plus remuer apres remplissage!
La mise en revetement doit etre effectuee sans pression.
2) Techniques des ponts et couronnes
Preparation
Placer le modele de cire dans le cylindre de telle facon qu'une distance минimale de 5 mm par rapport a la garniture.
Ne pas placer l'objet a couler au niveau du point central le plus chaud du cylindre. Les modelages en plastiques doivent etre recouverts d'une fine couche de cire.
Les modelages en cire peuvent etre enduits d'un agent de tension superficielle (p. ex. de SchCitz-Dental, n° art. 629551). Les surfaces doivent etre seches.
Utiliser les garnitures :
Tailles de cylindre 1 et 3 = 1 garniture Tailles de cylindre 6 et 9 = 2 garnitures
Mise en revetement
Rapport de melange :
poudre : liquide
160 g : 41 ml
Concentrations recommandees :
EM (haute teneur en or) :%
EM (teneur en or reduite) :%
NEM : 80-90%
Temps d'application
Conventionnel : Rapide :
apres 30 минutes apres 15 минutes
Prechauffer
Prechauffage conventionnel
Taille de cylindre | 1 | 3 | 6 | 9 |
ente (four froid) | 5°C/мин. | 5°C/мин. | 5°C/мин. | 5°C/мин. |
1. Duree de maintien (280° C) | 20-30 мин. | 30-40 мин. | 45 мин. | 60 мин. |
2. Duree de maintien (580° C) | 30 мин. | 30 мин. | 30 мин. | 30 мин. |
Duree de maintien a la temperature finale (° C) | 30 мин. | 40 мин. | 50 мин. | 60 мин. |
Avec un four plein les temps de maintien doivent etre prolonges de 10 минutes Prechauffage rapide
Taille de cylindre | 1 | 3 | 6 | 9 |
Duree de maintien a la temperature finale (uniquement piece en cire) | 30 мин. | 60 мин. | 60 мин. | 60 мин. |
Duree de maintien a la temperature finale (avec plastique) | 50 мин. | 70 мин. | 80 мин. | 90 мин. |
3) Technique de coulee sur modele

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
