
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Preparation
Dupliquer le modele maTtre apres avoir parallelise avec du silicone (p. ex. Alpha Form - Schutz-Dental).
Enduire la forme en silicone polymerise avec un agent de tension superficielle (p. ex. Schutz-Dental, n° art. 629551) et laisser secher.
Mise en revetement Concentration recommandee :
Modele : 85 % concentre / 15 % eau distillee
Enrobage : 30 % concentre / 70 % eau distillee
Travaux telescopiques : 90 % concentre /10% eau distillee
Rapport de melange : poudre : liquide 160 g : 41 ml
Quantite de poudre : modele : 1 sachet enrobage : 3-4 sachets Remarque : Les modeles en materiau de revetement doivent etre traites le jour meme!
Si le modele en materiau de revetement ne peut pas etre retraite en l'espace de 24 heures apres sa confection, il doit etre seche pendant 20 минutes a 100-150° С
Pour une meilleure adherence du profil en cire sur le modele, l'utilisation d'AlphaFix pour profil en cire est recommandee.
Temps d'application / demoulaqe du modele
Conventionnel : modele : 45-60 минutes enrobage : 30 минutes
Rapide : modele : 45-60 минutes enrobage : 15 минutes
Prechauffage Prechauffage conventionnel
Pente (four froid) | 5° C / мин. |
1. Duree de maintien (280° C) | 45 мин. |
2. Duree de maintien (580° C) | 30 мин. |
Duree de maintien a la temperature finale (max. 950° C) | 60 мин. |
Avec un four plein, les temps de maintien doivent etre prolonges de 10 минutes.
Prechauffage rapide
Le cylindre revetu doit etre maintenu apres 15 минutes de sechage et place dans le four prechauffe a la temperature finale.
 Duree de maintien a la temperature finale (max. 950°C) 90 мин.
Duree de maintien a la temperature finale (max. 950°C) 90 мин.
 4) Ceramique pressee
4) Ceramique pressee
Preparation
Epaisseur минimale necessaire du modele en cire :
Preparation de niveau : мин. 1.0 mm
Cuspides et faces occlusales : мин. 1.5 mm
La distance entre chaque objet dans le cylindre doit etre d'au moins 3 mm
Mise en revetement
Concentrations recommandees :
Couronnes totale et Veneers : 90 %
Couronnes partielles : 85 %
Inlays : 95 %
Rapport de melange : poudre : liquide 160 g : 41 ml
Temps d'application
Conventionnel : Rapide :
apres 30 минutes apres 20 минutes
Prechauffaqe Prechauffage conventionnel
Pente (four froid) | 5° C / мин. |
1. Duree de maintien (280° C) | 30 мин. |
2. Duree de maintien (580° C) | 30 мин. |
Duree de maintien a la temperature finale (max. 850° C) | 45 мин. |
Avec un four plein, les temps de maintien doivent etre prolonges de 10 минutes.
Prechauffage rapide
Le cylindre revetu doit etre maintenu apres 20 минutes de sechage et place dans le four prechauffe a la temperature finale.
Duree de maintien a la temperature finale (max. 850°C) 60 мин.
5) Instructions generates
Stockage :
Stocker la poudre et le liquide dans un endroit sec protege contre I'humidite. Temperature de stockage : 18-22° С
Attention :
Si la temperature de stockage est superieure a 23° C l'expansion de polymerisation augmente considerablement => coulees plus importantes!
Si la temperature de stockage est inferieure a 16° C l'expansion de polymerisation diминue considerablement => coulees plus faibles!
Durabilite :
La durabilite maximale est imprimee sur I'etiquette / le sachet correspondant. Ne plus utiliser en cas de depassement de la date de peremption.
Garantie :
Nos recommandations techniques, qu'elles soient communiquees verbalement, par ecrit ou via des instructions pratiques reposent sur notre propre experience et n'ont qu'une valeur indicative.
Resolution de problemes
Defaut | Cause | Remede |
Temps ouvert trop court | - Temperature de stockage trop elevee | - Respecter la temperature de stockage |
Objet a couler trop gros/trop petit (mauvaise expansion) | - mauvaise conc. en liquide - mauvais rapport de melange - mauvaise quantite de garniture | Respecter les instructions de mise en oeuvre; Plus de concentre = expansion plus importante, moins de concentre = expansion plus faible |
Surfaces de coulee rugueuses | - recipient, cylindre de mesure sales - trop de liquide utilise - vitesse de melange trop faible - surchauffe du metal - pieces plastiques trop massives - trop de monomere utilise dans le plastique de modelage | - nettoyer recipient, cylindre - respecter le rapport de melange - respecter la vitesse de melange - respecter les intervalles de fusion - recouvrir les pieces plastique avec de la cire - utiliser moins de monomere |
Residus de coulee / formation de fissures | - trop peu de garnitures - pieces plastiques massives - chauffage trop rapide - trop de liquide - pression trop elevee dans l'appareil de coulee - pieces en cire insuffisamment recouvertes - objets pris sur une trop grande longueur - objets trop pres du bord du cylindre - four de prechauffage insuffisant | - utiliser plus de garnitures - enduire les pieces plastiques de cire - respecter les temps de chauffage - respecter le rapport de melange - verifier le reglage de pression - recouvrir le modele de cire pendant 5 мин. avec de l'EBM - longueur max. 7 mm - positionner les objets a au moins 5 mm de la peripherie du cylindre - utiliser un four de prechauffage avec 4 cotes chauffants |
Caracteristiques du materiau (selon EN ISO 9694):
Concentre AlphaCast Universal (100 %) | |
Rapport de melange | 100 g : 26 ml |
Debut du temps de polymerisation | 4 мин. (20° C) |
Resistance a la pression | 7.5 MPa |
Expansion thermique | 1.0 % |
Coulabilite | 14 cm |
|
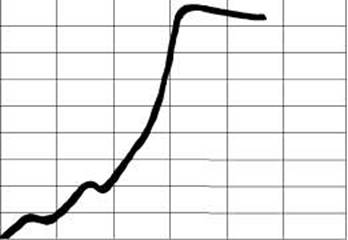
Expansion thermique selon DIN 13919 0,90%
0,80%
0,70% | |
0) | |
3 СГ | 0,60% |
Ё | |
1 | 0,50% |
с | |
isio | 0,40% |
^ re | |
a x | 0,30% |
Ш | |
0,20% |
0,10%
0,00%
Temperature (°C)
800
1000
1200
Fourniture a la livraison
- 15 kg de poudre AlphaCast Universal (dans des sachets en PE, en vrac) n° art. 620620
- 12 kg de poudre AlphaCast Universal (dans des sachets de 160 g) n° art. 620630
- 1 litre de liquide a expansion AlphaCast Universal (100 % concentre) n° art. 620650
Avertissements !
- Les liquides sont sensibles au gel
- Les materiaux de revetement contiennent du quartz!
- Ne pas respirer la poussiere (danger pour les poumons)
- N'eliминer la poussiere sur le poste de travail que par voie humide.
- Afin d'eviter la poussiere lors du demoulage, placer brievement le cylindre completement refroidi
apres la coulee dans l'eau.
- En cas d'emission, aspirer a travers un filtre a poussiere fin.
- Ne pas ouvrir le four de prechauffage pendant la phase de chauffage car les vapeurs de cire
generees peuvent s'enflammer dans l'air.
Istruzioni per la lavorazione
Le istruzioni sono suddivise nelle seguenti parti:
1) Avvertenze relative alla messa in rivestimento
2) Ponti e corone
3) Scheletrati
4) Ceramica pressofusa
5) Avvertenze generali
1) Avvertenze relative alla messa in rivestimento
Prima di effettuare la miscelazione, ripassare l'apposita tazza gia pulita con un panno asciutto e pulito. Usando delle tazze di miscelazione sporche o secche, si sottrae al rivestimento fino a 2 ml di umidita.
Ё possibile controllare l'espansione del rivestimento variando la proporzione fra il liquido concentrato di miscelazione e l'acqua distillata: piu liquido concentrato = espansione maggiore
meno liquido concentrato = espansione минore
Versare nella tazza di miscelazione il liquido nella concentrazione desiderata e aggiungere la relativa
quantita di polvere.
Spatolare a mano per 15 secondi e proseguire la miscelazione sotto vuoto per 30 secondi
(Mix-Jet Plus, SchCitz-Dental).
Velocita di miscelazione: 80-250 giri/мин
Il tempo di lavorazione ё di al massimo 5 минuti, considerando una temperatura del materiale e dell'ambiente di lavoro compresa tra 18 e 22°С
Versare la massa nel cilindro di fusione in modo lento e continuo con delle leggere vibrazioni. Dopo il riempimento, non occorrono piu ulteriori vibrazioni!
La messa in rivestimento deve essere effettuata in assenza di pressione.
2) Ponti e corone
Preparazione
Posizionare il modellato in cera nel cilindro rispettando una distanza минima di 5 mm dal bordaggio.
Il manufatto non deve essere collocato nel centro termico del cilindro. I modellati in resina vanno rifiniti con un leggero strato di cera.
I modellati in cera si possono trattare con un riduttore della tensione superficiale (ad esempio, il prodotto SchCitz-Dental, cod. art. 629551). Le superfici trattate devono essere asciutte.
Utilizzo dei bordaggi
Misure del cilindro 1 e 3 = 1 bordaggio Misure del cilindro 6 e 9 = 2 bordaggi
Messa in rivestimento
Rapporto di miscelazione: polvere : liquido 160 g : 41 ml
Concentrazioni raccomandate
Metalli nobili (ad alto titolo di oro):%
Metalli nobili (a bassa contenuto di oro): 70-80 %
Metalli non nobili: 80-90%
Tempi di presa
Metodo convenzionale: Metodo rapido:
Preriscaldo
Riscaldamento convenzionale
dopo 30 минuti dopo 15 минuti
Misura del cilindro | 1 | 3 | 6 | 9 |
Incrementi (forno a temperatura ambiente) | 5°C/мин. | 5°C/мин. | 5°C/мин. | 5°C/мин. |
1a sosta (280° C) | 20-30 мин. | 30-40 мин. | 45 мин. | 60 мин. |
2a sosta (580° C) | 30 мин. | 30 мин. | 30 мин. | 30 мин. |
Sosta a temperatura finale (° C) | 30 мин. | 40 мин. | 50 мин. | 60 мин. |
A forno pieno ё opportuno prolungare le soste di 10 минuti. Riscaldamento rapido
Misura del cilindro | 1 | 3 | 6 | 9 |
Sosta a temperatura finale (solo pezzi in cera) | 30 мин. | 60 мин. | 60 мин. | 60 мин. |
Sosta a temperatura finale (con componenti in resina) | 50 мин. | 70 мин. | 80 мин. | 90 мин. |
3) Scheletrati
Preparazione
Scaricare il modello master e duplicarlo con il silicone (ad esempio, Alpha Form - Schutz-Dental).
Trattare lo stampo in silicone indurito con un riduttore della tensione superficiale (ad esempio, il prodotto Schutz-Dental, cod. art. 629551) e lasciarlo essiccare.
Messa in rivestimento Concentrazioni raccomandate
Modello: 85 % liquido concentrato / 15% acqua distillata
Colata del rivestimento: 30% liquido concentrato /70 % acqua distillata
Protesi telescopica: 90 % liquido concentrato / 10 % acqua distillata
Rapporto di miscelazione: polvere : liquido 160 g : 41 ml
Quantita di polvere: modello: 1 busta colata del rivestimento: 3-4 buste
Avvertenza! I modelli di rivestimento devono essere lavorati nello stesso giorno!
Se il modello di rivestimento non viene lavorato entro un giorno dalla sua realizzazione, bisogna essiccarlo per circa 20 минuti a ° C.
Per una migliore adesione al modello dei preformati in cera, si raccomanda l'impiego del collante AlphaFix.
Tempi di presa / estrazione del modello
Metodo convenzionale: modello: 45-60 минuti colata del rivestimento: 30 минuti
Metodo rapido: modello: 45-60 минuti colata del rivestimento: 15 минuti
Preriscaldo
Riscaldamento convenzionale
Incrementi (forno a temperatura ambiente) | 5° C / мин. |
1a sosta (280° C) | 45 мин. |
2a sosta (580° C) | 30 мин. |
Sosta a temperatura finale (max. 950° C) | 60 мин. |
A forno pieno ё opportuno prolungare le soste di 10 минuti.
Riscaldamento rapido
Squadrare a secco il cilindro rivestito dopo 15 минuti e sistemarlo nel forno preriscaldato gia a temperatura finale.
Sosta a temperatura finale (max. 950° C) 90 мин.
4) Ceramica pressofusa
Preparazione
Spessori минimi richiesti per il modellato in cera:
preparazione a spalla: мин. 1,0 mm
cuspidi e superfici occlusali: мин. 1,5 mm

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
