
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
La distanza tra i singoli elementi nel cilindro di pressofusione deve essere di almeno 3 mm.
Messa in rivestimento
Concentrazioni raccomandate
Corone integrali e faccette: 90 %
Cappette di corone: 85 %
Intarsi: 95 %
Rapporto di miscelazione: polvere : liquido 160 g : 41 ml
Tempi di presa
Metodo convenzionale: dopo 30 минuti
Metodo rapido: dopo 20 минuti
Preriscaldo
Riscaldamento convenzionale
Incrementi (forno a temperatura ambiente) | 5° C / мин. |
1a sosta (280° C) | 30 мин. |
2a sosta (580° C) | 30 мин. |
Sosta a temperatura finale (max. 850° C) | 45 мин. |
A forno pieno ё opportuno prolungare le soste di 10 минuti.
Riscaldamento rapido
Squadrare a secco il cilindro rivestito dopo 20 минuti e sistemarlo nel forno preriscaldato gia a temperatura finale.
 Sosta a temperatura finale (max. 850° C) 60 мин.
Sosta a temperatura finale (max. 850° C) 60 мин.
 5) Avvertenze generali
5) Avvertenze generali
Conservazione
Conservare la polvere e il liquido in un luogo asciutto e al riparo dall'umidita. Temperatura di conservazione:° C.
Attenzione!
Nel caso in cui la temperatura di conservazione sia superiore a 23° C, l'espansione di presa aumenta notevolmente => fusioni piu grandi!
Nel caso in cui la temperatura di conservazione sia inferiore a 16°C, l'espansione di presa diминuisce notevolmente => fusioni piu ridotte!
Scadenza
La scadenza massima ё stampigliata sulla rispettiva busta tubolare / etichetta. Non utilizzare piu il prodotto oltre la data di scadenza.
Garanzia
Sia che siano stato fornite a voce, per iscritto o nel corso di una formazione pratica, le indicazioni applicative da noi fornite si basano sulle nostre esperienze lavorative e sono quindi da considerarsi a carattere indicativo.
Schema d'identificazione e risoluzione dei problemi
Problema | Causa | Rimedio |
Tempo di lavorazione troppo breve | - Temperatura di conservazione troppo elevata | - Controllare la temperatura di conservazione |
Modellati troppo grandi / troppo piccoli (espansione controllata in modo sbagliato) | - Consistenza sbagliata del liquido - Rapporto di miscelazione sbagliato - Numero sbagliato di bordaggi | Seguire le istruzioni di lavorazione; piu liquido concentrato = espansione maggiore, meno liquido concentrato = espansione минore |
Superfici di fusione ruvide | - Tazza e cilindro graduato sporchi - Ё stato utilizzato troppo liquido - Velocita di miscelazione troppo bassa - Surriscaldamento del meta - Parti in resina troppo massicce - Ё stato utilizzato troppo monomero nella resina da modellazione | - Pulire la tazza e il cilindro graduato - Controllare il rapporto di miscelazione - Controllare la velocita di miscelazione - Controllare l'intervallo di fusione - Ricoprire le parti in resina con della cera - Utilizzare meno monomero |
Scorie di fusione / formazione di crepe | - Troppo pochi bordaggi - Parti in resina massicce - Riscaldamento troppo veloce - Troppo liquido - Pressione troppo alta nell'apparecchio per la pressofusione - Parti in cera troppo poco rivestite - Pernatura troppo lunga degli elementi - Elementi troppo vicini al bordo del cilindro - Forno di preriscaldo insufficiente | - Utilizzare piu bordaggi - Ricoprire le parti in resina con della cera - Controllare i tempi di riscaldamento - Controllare il rapporto di miscelazione - Verificare la regolazione della pressione - Ricoprire con EBM il modellato in cera per мин. 5 mm - max. 7 mm di lunghezza - Posizionare gli elementi a una distanza минima di 5 mm dal cilindro - Utilizzare un forno di preriscaldo riscaldabile da 4 lati |
Dati caratteristici del materiale (secondo EN ISO 9694):
Liquido concentrato AlphaCast Universal (100 %) | |
Rapporto di miscelazione | 100 g : 26 ml |
Inizio della presa | 4 мин. (20° C) |
Resistenza alla compressione | 7,5 MPa |
Espansione termica | 1,0 % |
Fluidita | 14 cm |
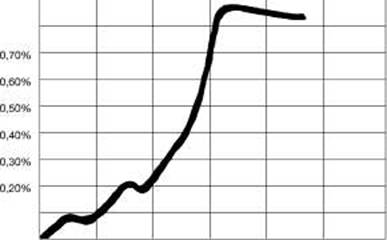 Espansione termica secondo DIN 13919 0,90%
Espansione termica secondo DIN 13919 0,90%
0,80%
0)
с о й
I
(Л
0,10% |
0,00% |
ш
0 0 |
Temperatura (°C))
800
1000
1200
Materiale fornito
- 15 kg di polvere AlphaCast Universal (busta in PE, sfusa) - cod. art. 620620
- 12 kg di polvere AlphaCast Universal (buste monodose da 160 g) - cod. art. 620630
- 1 litro di liquido per espansione AlphaCast Universal (concentrato al 100 %) - cod. art. 620650
Indicazioni di avvertimento!
- I liquidi sono sensibili al gelo.
- I rivestimenti contengono quarzo!
- Non inalare la polvere (rischio di danni ai polmoni)!
- Rimuovere la polvere sul posto di lavoro solo con un panno umido.
- Per evitare la polvere durante la smuffolatura, immergere rapidamente nell'acqua il cilindro gia
freddo.
- Durante la sabbiatura, utilizzare un filtro per polveri fini per l'aspirazione.
- Non aprire il forno di preriscaldo durante la fase di riscaldamento, perche i vapori della cera si
potrebbero infiammare a contatto con l'aria.
Instrucciones de preparation
Las instrucciones estan divididas en:
1) Indicaciones sobre el revestimiento
2) Tecnica K+B
3) Tecnica de colado de modelos
4) Ceramica de presion
5) Indicaciones generales
1) Indicaciones sobre el revestimiento
Antes de mezclar limpiar el vaso de mezcla con un pano limpio y humedo. Los vasos de mezcla sucios o secos extraen de la masa de revestimiento hasta 2 ml de humedad.
La expansion de la masa de revestimiento se controla mediante la proporcion de concentrado y
agua destilada: mas concentrado = mayor expansion
menos concentrado = menor expansion
Poner el Ifquido en la concentration deseada en el vaso de mezcla y anadir el polvo una vez
pesado.
Remover con la espatula durante 15 segundos y mezclar durante 30 segundos bajo vacio
(Mix-Jet Plus, SchCitz-Dental).
Velocidad al remover: 80-250 rpm
La duracion de la preparacion es de como maximo 5 минutos a 18-22° C de temperatura ambiental y del material.
Ir echando la masa lenta y continuamente en la mufla de colado mediante ligeras sacudidas. |Tras el llenado no volver a sacudir!
El revestimiento debe realizarse sin presion.
2) Tecnica K+B
Preparacion
Posicionar el modelado de cera en la mufla de manera que se mantenga una distancia минima de 5 mm con el fieltro.
No colocar el objeto de colado en el centro de calentamiento de la mufla. Los modelados de plastico deben ser recubiertos con una fina capa de cera.
Los modelados de cera pueden ser impregnados con un distensor de superficies
(por ejemplo de SchCitz-Dental, n.° de art. 629551). Las superficies tienen que estar secas.
Utilizar plantillas de fieltro:
Tamanos de mufla 1 y 3 = 1 plantilla de fieltro Tamanos de mufla 6 y 9 = 2 plantillas de fieltro
Revestimiento
Proporcion de mezcla: Polvo: Liquido 160 g : 41 ml
Concentraciones recomendadas:
MN (alto contenido en oro): %
MN (bajo contenido en oro): 70-80%
NMN: 80-90%
Tiempos de colocacion
convencional: rapido:
Precalentamiento Calentamiento convencional
tras 30 минutos tras 15 минutos
Tamano de la mufla | 1 | 3 | 6 | 9 |
tasa de subida (horno frfo) | 5°C/мин. | 5°C/мин. | 5°C/мин. | 5°C/мин. |
1. tiempo de mantenimiento (280° C) | 20-30 мин. | 30-40 мин. | 45 мин. | 60 мин. |
2. tiempo de mantenimiento (580° C) | 30 мин. | 30 мин. | 30 мин. | 30 мин. |
tiempo de mantenimiento hasta temperatura final (700-950°C) | 30 мин. | 40 мин. | 50 мин. | 60 мин. |
Si el horno esta lleno deben prolongarse 10 минutos los tiempos de mantenimiento Calentamiento rapido
Tamano de la mufla | 1 | 3 | 6 | 9 |
tiempo de mantenimiento hasta temperatura final (solo piezas de cera) | 30 мин. | 60 мин. | 60 мин. | 60 мин. |
tiempo de mantenimiento hasta temperatura final (con proporciones de plastico) | 50 мин. | 70 мин. | 80 мин. | 90 мин. |
3) Tecnica de colado de modelos
Preparacion
Duplicar el modelo maestro con silicona (p. ej. Alpha Form, Schutz-Dental).
Impregar la forma de silicona fraguada con un distensor de superficies (por ejemplo de Schutz-Dental, n.° de art. 629551) y dejar secar.
Revestimiento Concentracion recomendada:
Modelo: 85 % concentrado / 15 % agua destilada
Sobrerevestimiento: 30 % concentrado /70 % agua destilada Trabajo telescopico: 90 % concentrado / 10 % agua destilada
Proporcion de mezcla: Polvo: Liquido 160 g : 41 ml
Cantidad de polvo: Modelo: 1 bolsa Sobrerevestimiento: 3-4 bolsas
Nota: La preparacion de los modelos de masa de revestimiento debe ser continuada en el mismo dia.
Si no se continua preparando el modelo de masa de revestimiento en el mismo dia tras su fabricacion, debe secarse aproximadamente 20 минutos a ° C.
Para una mejor adherencia de los perfiles de cera en el modelo se recomienda el uso de AlphaFix para perfiles de cera.
Tiempos de colocacion / Desmoldeo de modelos
convencional: Modelo: 45-60 минutos Sobrerevestimiento: 30 минutos
rapido: Modelo: 45-60 минutos Sobrerevestimiento: 15 минutos
Precalentamiento Calentamiento convencional
tasa de subida (horno frfo) | 5° C / мин. |
1. tiempo de mantenimiento (280° C) | 45 мин. |
2. tiempo de mantenimiento (580° C) | 30 мин. |
tiempo de mantenimiento hasta temperatura final (max. 950° C) | 60 мин. |
Si el horno esta lleno deben prolongarse 10 минutos los tiempos de mantenimiento.
Calentamiento rapido
La mufla revestida tiene que ser secada tras 15 минutos y colocada en el horno precalentado a la temperatura final.
tiempo de mantenimiento hasta temperatura final (max. 950°C) 90 мин.
4) Ceramica de presion
Preparacion
Grosores mfnimos necesarios del modelado en cera:
Preparacion de niveles: mm. 1,0 mm
Picos y superficies de mordida: mm. 1,5 mm
La distancia entre cada objeto en la mufla de presion debe ser de al menos 3 mm
Revestimiento
Concentraciones recomendadas:
Coronas totales y coronas Veneer: 90 %
Cofia de la corona: 85 %
Inlays: 95 %
Proporcion de mezcla: Polvo: Liquido 160 g : 41 ml
Tiempos de colocacion
convencional: rapido:
tras 30 минutos tras 20 минutos
Precalentamiento Calentamiento convencional
tasa de subida (horno frfo) | 5° C / мин. |
1. tiempo de mantenimiento (280° C) | 30 мин. |
2. tiempo de mantenimiento (580° C) | 30 мин. |
tiempo de mantenimiento hasta temperatura final (max. 850° C) | 45 мин. |
Si el horno esta lleno deben prolongarse 10 минutos los tiempos de mantenimiento.
Calentamiento rapido
La mufla revestida tiene que ser secada tras 20 минutos y colocada en el horno precalentado a la temperatura final.
tiempo de mantenimiento hasta temperatura final (max. 950°C) 60 мин.
5) Indicaciones generales
Almacenamiento:
Almacenar el polvo y el Ifquido secos y protegidos de la humedad. Temperatura de almacenamiento: 18-22°C.
Atencion:
Con temperaturas de almacenamiento superiores a 23° C la expansion de fraguado aumenta mucho => colados mayores
Con temperaturas de almacenamiento inferiores a 16° C la expansion de fraguado se reduce mucho => colados menores
Caducidad:
La fecha maxima de caducidad esta impresa en la bolsa tubular o etiqueta correspondiente. Transcurrida esta fecha no seguir utilizando el producto.
Garantia:
Nuestras indicaciones tecnicas sobre la aplicacion, independientemente de si han sido comunicadas de forma oral, escrita o mediante instrucciones practices, se basan en nuestras propias experiencias у por tanto solo pueden considerarse como valores orientativos.
Lista de solucion de problemas
Fallo | Causa | Solucion |
Duracion de la preparacion demasiado corta | - Temperatura de almacenamiento demasiado alta | - Observar la temperatura de almacenamiento |
Objeto de colado demasiado grande / pequeno (control de expansion incorrecto) | - Concentracion de liquido incorrecta - Proporcion de mezcla incorrecta - Cantidad incorrecta de plantillas de fieltro | Observar las instrucciones de preparacion; mas concentrado = mayor expansion, menos concentrado = menor expansion |
Superficies de colado asperas | - Vaso o cilindro de medicion sucios - Demasiado liquido utilizado - Velocidad al remover demasiado baja - Sobrecalentamiento del metal - Partes plasticas demasiado compactas - Demasiados monomeros utilizados en el plastico de modelado | - Limpiar el vaso o cilindro de medicion - Observar la proporcion de mezcla - Observar la velocidad al remover - Observar el intervalo de fundicion - Recubrir las partes plasticas con cera - Utilizar menos monomeros |
Laминillas de colado / Formacion de grietas | - Muy pocas plantillas de fieltro - Partes plasticas compactas - Calentamiento demasiado rapido - Demasiado liquido - Demasiada presion en el aparato de colado - Piezas de cera muy poco revestidas - Objetos demasiado alargados - Objetos demasiado cerca del borde de la mufla - Horno de precalentamiento insuficiente | - Utilizar mas plantillas de fieltro - Recubrir las partes plasticas con cera - Observar los tiempos de calentamiento - Observar la proporcion de mezcla - Observar el ajuste de presion - Cubrir el modelado en cera con al menos 5 mm de masa de revestimiento - max. 7 mm de largo - Posicionar los objetos alejados al menos 5 mm del anillo de la mufla - Utilizar un horno de precalentamiento calentable por los 4 lados |
Datos de identificacion del material (segun EN ISO 9694):
Concentrado AlphaCast Universal (100 %) | |
Proporcion de mezcla | 100 g : 26 ml |
Comienzo del tiempo de fraguado | 4 мин. (20°C) |
Resistencia a la presion | 7.5 MPa |
Expansion termica | 1.0 % |
Recorrido | 14 cm |
Expansion termica segun DIN 13919 0,90%
0,80%
га о
I I
о
0,10% |
0,00% |
8
0 0 |
Temperatura (°C)
800
1000
1200
Volumen de suминistro:
- 15 kg polvo AlphaCast Universal (en bolsa de polietileno, suelto) N.° de art. 620620
- 12 kg polvo AlphaCast Universal (en bolsas con porciones de 160g) N.° de art. 620630
- 1 litro de liquido de expansion AlphaCast Universal (concentrado 100 %) N.° de art.620650
jjAdvertencias!
- Los Ifquidos son heladizos
- Las masas de revestimiento contienen cuarzo
- No respirar el polvo (peligro de danos en los pulmones)
- Retirar el polvo del lugar de trabajo solo humedo.
- Para evitar el polvo en la extraccion tras el colado introducir brevemente la mufla completamente
enfriada en agua.
- Al arenar utilizar una aspiracion con filtros para polvo fino.
- No abrir el horno de precalentamiento durante la fase de calentamiento, puesto que los vapores
de cera que se forman podrfan inflamarse en el aire.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
