
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
На чертежах деталей необходимо проставить обозначение шероховатости поверхностей по ГОСТ 2.309-73 и 2789-73, для чего сначала определить назначение поверхности детали и ее взаимодействие с другими деталями. По табл. 23 определяют шероховатость по названной поверхности детали.
К сборочным чертежам, изображенным на рис. 35-42, приведены краткие описания назначения и устройства изделий.
|
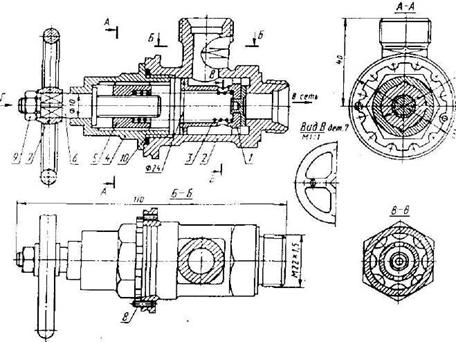
Рис. 35 Клапан КО IV.01.00.00
|

Рис. 36. Кран угловой КУ IV.
8,18,28,38,48,58,68,78,88,98 | 73 | 1,2,3,6,7,8 | 1 |
9,19,29,39,49,59,69,79,89,99 | 74 | 1,2,3,4,7,8.9 | 1 |
10,20,30,40,50,60,70,80,90,100 | 75 | 1,2,3,4,5,6,7 | 1 |
Таблица 12 (для листа IV). Шероховатость типовых поверхностей деталей (примерно для большинства случаев)
Характеристика поверхностей и деталей | Классы шероховатости поверхностей | Параметры шероховатости, мм | Условное обозначение на чертежах | |||
Ra | Rz | |||||
Открытые и закрытые свободные поверхности, механически необрабатываемые отливки, штамповки |
| |||||
Опорные поверхности оснований стоек, корпусов, кронштейнов | 3-5 | 80-10 |
| |||
Отверстия под крепежные детали, болты винты шпильки и др. | 3-4 | 80-20 |
| |||
Поверхности крепежной резьбы | 4-5 | - | 40-20 |
| ||
Поверхности деталей с ходовой и упорной резьбой | 6-7 | 2,5-0,63 |
| |||
Привалочные поверхности корпусов, плит, планов, крышек, пазы, канавки, проточки | 5-6 | 5-1,25 | 20-6,3 |
| ||
Посадочные поверхности отверстий и валов для неподвижных соединений штифтов, втулок, шпонок и др. | 6-7 | 2,5-0,63 |
| |||
Посадочные поверхности отверстий н валов для подвижных соединений цилиндров, клапанов, поршней, золотников | 6-9 | 2,5-0,16 |
| |||
Поверхности зубьев зубчатых колес | 5-8 | 5-0,32 | 20-1,6 |
| ||
Рукоятки, обводы маховиков, штурвалы, ручки, кнопки | 9 | 0,32-0,16 |
|
Приступая к выполнению чертежа детали на чертежном листе, его компонуют с помощью прямоугольников, вырезанных по габаритным размерам изображаемой детали.
Клапан (рис.35). Детали:1- клапан КО1У.01.00.01 (АЛ9, ГОСТ 2685-75); 2- корпус КО1У.01.00.02 (АЛ9,Г0СТ 2685-75); 3 – пружина КО 1У.0100.03 (проволока кл Ш);4 - колпак КО1У.01.00.04 (АЛ9, ГОСТ 2; 5 - втулка КО1У.01.00.04. (Д15, ГОСТ 4; 6-шпиндель КО1У.01.00.06 (Д16ХОСТ 4794-74); 7 - рукоятка КО1.01.00.07 (АЛ9, ГОСТ 2Стандартные изделия: 8- винт М25 х 8, ГОСТ 1477-75: 9- гайка Мб, ГОСТ 5915-70; 10 - прокладкаП27 х 30 х 3, МН 3138 – 62.
Клапан служит для регулирования предельного давления в пневмосистеме и предохраняет ее от перегрузки. Клапан регулирует вращением рукоятки 7 совместно со шпинделем 6, при этом втулка 5 перемещается вправо и сжимает пружину 3 до необходимого давления на клапан 1, который прижимается к седлу корпуса 2. При повышенном давлении в сети преодолевается усилие пружины 3, клапан 1 отходит от седла и через образовавшийся зазор воздух из сети проходит в атмосферу через второй отвод в корпусе 2. При снижении давления в сети клапан 1 под действием давления пружины 3 вновь прижимается к седлу, и давление в сети стабилизируется. Во внутренние пазы колпака 4 входят уступы втулка 5, которые обеспечивают перемещение втулки 5 вдоль оси при вращении шпинделя 6. Колпак 4 Ввертывается в корпус2 с уплотняющей прокладкой 10. Винт 8 предохраняет от самоотвертывания аз корпуса колпака.
Кран угловой (рис. 36). Детали : 1-корпус КУ1У.01.00.01 (сталь 45, ГОСТ 10; 2- штуцер КУ1У 01.00.02 (сталь 45, ГОСТ 1050-74); 3 - штуцер угловой КУ1У.01.00.03 (сталь 45, ГОСТ 1050-74); 4 - шток клапан КУ1У.01.00.04 (сталь 45, ГОСТ 1050-74); 5 - втулка КУ1У.01.00.05 (сталь 45, ГОСТ 1050-74); 6 - маховик КУ1У.01.00.06 (СтЗ, ГОСТ 380-71). Стандартные изделия: 7 - винт МЗ х 10, ГОСТ 17; 8 - гайка М24 х 1,5 ., ГОСТ 11; 9 - кольцо , ГОСТ 9833-73; 10 - прокладка (Ш0 х 13 х 2, МН 3Зшт.; 11-шайбаЗ ГОСТ.
Кран угловой и служит для включения от магистрали еще одного трубопровода, расположенного под прямым углом к магистрали. Два отверстия в корпусе 1, в которые ввернуты два штуцера 2, соединены между собой постоянно и через них проходит основная магистраль. Для включения дополнительного отвода необходимо маховик 6 отвернуть шток-клапан 4 , и отвод соединится с магистралью через штуцер 3. Шток-клапан перемещается вдоль своей оси по резьбе в переходной втулке 5, которая законтривается ганкой 8. Винт 7 и шайба 11 крепят маховик 6 со шток-клапаном 4. Кольцо 9 и прокладка 10 служат для уплотнения деталей. На чертеже кран показан в перекрытом положении, при котором работает только основная магистраль. Кран угловой крепится на кронштейне винтами через четыре отверстия во фланце.
Кондуктор для сверления и развертывания двух отверстий диаметром 3 мм (рис. 37). Детали 1-корпус КР1У.01.0001 (сталь 45, ГОСТ 1; 2-втулка КР1У.01.00.02(сталь 20 х ВГ, ГОСТ 4543-71); 3-втулка быстроменная КР1У.01.00.03 (сталь 9ХС, ГОСТ 5950-63); 4 - втулка КР1У.01.00.04 (сталь У8А, ГОСТ 1435-74); 5 - толкатель КР1У.01.00.05 (сталь ГОСТ 1; 6 – пружина КР1У.01.00.06 (сталь 65Г, ГОСТ 1050-74); 7-гайка КР1У.01.00.07 (сталь 45, ГОСТ 1050-74); 8-втулка направляющая КР1У01.00.08 (сталь 45, ГОСГ1050-74); 9-ручка КР1У.01.00.09 (сталь 45. ГОСТ 1050-74); 10-пята КР1У01.00.10 (сталь 45, ГОСТ 1050-74); 11-стойка КР1У:01.00.11 (сталь 45, ГОСТ 1050-74); 12-планка ЕКР1У.01.00.12 (сталь45>ГОСТ1050-74); 13 винт КР1У.01.00.13 (сталь45, ГОСТ 1050-74); 14-рукоятка КР1У.01.00.14 (сталь 35Л - 1, ГОСТ 977-75); 15 - стойка КР1У.01.00.15 (сталь 45, ГОСТ 1050-74). Стандартные изделня:1б - винт (М5х12, ГОСТ9052-шт.; 17 - гайка (Мб, ГОСТ 5шт.; 18 - шайба 6, ГОСТ 11; 19 - шрифт 1.5Г х 10, ГОСТ 3; 20 - шрифт 2Гх12, ГОСТ 3шт.; 21 - штифт (ЗГх14, ГОСТ 3128-70)-Зшт.
Деталь, которая подлежит обработке, вставляется в отверстие втулки 2, затем планка 12 перекладывается в паз стойки 11 и при вращении рукоятки 14 с винтом 13 прижимает торец бурта установленной детали к базовой поверхности Г. кондуктор устанавливают к шпинделю вертикально-сверлильного станка и через кондукторную втулку 3 последовательно сверлят два отверстия диаметр он 2,95 мы, кантуя кондуктор на 180. После сверления двух отверстий производится их развертывание для получения необходимой точности и шероховатости поверхности. Для этого снимается втулка 3 и производится развертывание двух отверстий. Для того чтобы вынуть обработанную деталь, необходимо повернуть рукоятку 14 н откинуть планку 12 со стойки 11. Нажатием на ручку 9 выталкивает деталь из отверстия втулки 2. Направляющая 8 регулирует величину сжатия пружины 6 для возвращения выталкивателя 5 в исходное положение, а гайка7 фиксирует это положение направляющей 8. Штифты 19,20, н 21 служат для соединения деталей.
Вентиль (рис 38). Детали: 1-корпус ВО1У.01.00.01(Бр. ОСЦб-63, ГОСТ 613-79; 2-
штуцер ВО1У.01.00.02 (Бр. ОСЦ6-63 ГОСГ612-79); 3 - шток-клапан БО1У.01.00.03 (сталь, ГОСТ 1050-74); 4 - втулка сальника ВО1У.01.00.04 (Бр. ОСЦб-63, ГОСТ 613-79); 5 - гайка нажимная ВО1У.01.00.05 (сталь 45, ГОСТ 1050-74); 6 - маховик ВО1У.01.00.06 (АЛ9, ГОСТ 2; 7 - кольцо сальника ВО1У.01.00.07 (сталь 45, ГОСТ 1050-74). Стандартные изделия: 8- гайкаМ8,5, ГОСТ 5; 9 - прокладка 1135x45x3, МН 3; 10 - шайб. 8.01.059, ГОСТ 11Материалы: 11- набивка ХБПД 10, ГОСТ 5152-66.
Вентиль служит для регулирования пропускаемого количества жидкости или пара через водопровод или его перекрытия. Трубопровод присоединяется к резьбовым отводам корпуса 1. Открытие вентиля и регулирование производится вручную с помощью маховика 6, насаженного на шток-клапан 3 и закрепленного гайкой 8 с шайбой 10. При повороте маховика против часовой стрелки шток-клапан 3 вывертывается из штуцера 3 и поднимается. При этом зазор между клапаном и седлом увеличивается и количество пропускаемой жидкости возрастет. При повороте маховика 6 в обратную сторону клапан опускается н количество подаваемой жидкости уменьшается до полного перекрытия трубопроводов. Для того чтобы жидкость не выходила наружу, в штуцер 2 вставляется кольцо 7, набивка 11 и втулка сальника 4, которые уплотняют нажимной гайкой 5. Прокладка 9 уплотняет соединение штуцера с корпусом.
Рис. 37 Кондуктор для сверления и развертывания двух отверстий диаметром 4 мм КР IV 01.00.00

Рис. 38. Вентиль ВО 1У.01.00.00
Редуктор (рис. 39) Д е тали 1 - клапан, РО1У.01.00.01 (сталь 45,- ГОСТ 1050-74);
2 - корпус РО1У.01.00.02 (сталь 30, ГОСТ 1050-74); 3 - упор нижний PO1У.01.00.03 (сталь 30, ГОСТ ); 4 - пружина PO1У.01.00.03 (сталь 65Г, ГОСТ 1050-74); 5 - упор верхний РО1У.01:00.05 (сталь 3, ГОСТ 1050-74); 6 - стакан-РО1У.01.00.06 (сталь 30, ГОСТ 1050-74); 7 - винт регулировочный РО1У.01.00.07 (сталь 45, ГОСТ 1050-74); 8 - штуцер РО1У.01.00.08 (сталь 45, ГОСТ 1050-74); 9-гайка накидная РО1У;01.00.09 (сталь 30; ГОСТ 1050-74); 10 – трубка PO1У.01.00.10 (сталь 20, ГОСТ 1056-74). С т а н д а р т н ы е и з д е л и я: 11 - гайка М 12,5, ГОСТ 5916-70; 12- прокладка (медь МЗ) ГОСТ859-78; 13 - прокладка (медь М№), ГОСТ 859-78
Редуктор предназначен для редуцирования воздуха высокого давления при входе до давления на выходе в 5-10 раз меньшего. На чертеже редуктор показан в закрытом состоянии, когда нет давления у входного канала и клапан 1 под действием пружины 4 плотно прижимается к седлу корпуса 2; При работе редуктора регулируется до получения нужного выходного давления в двух отводах. Регулировка производится винтом 7 и пружиной 4. Величина давления воздуха на выходе зависит от величины открытия клапана 1. После регулировки винт 7 законтривается гайкой П. После сборки редуктор испытывается на герметичность посадки клапана на седло и всех соединений при максимальном давлении. Редуктор крепится к кронштейну стенда четырьмя винтами М5..При пользовании одним выходным отводом второй отвод заглушается.
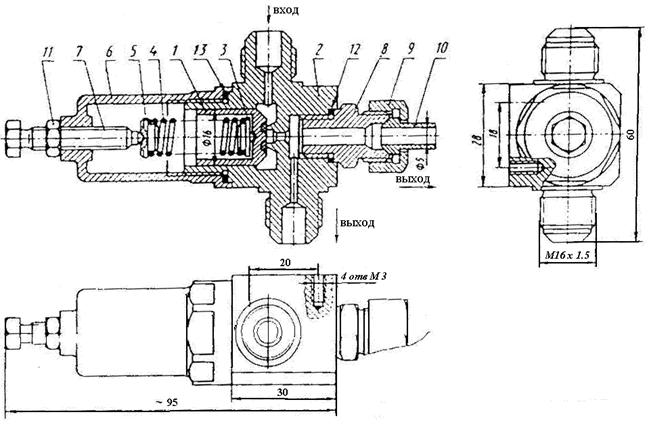
Рис. 39 Редуктор PO IV 01.00.00.
Приспособления для фрезерования четырех пазов в круглых гайках (рис. 40). Дета ли: 1 - плита ПФ1У.01.00.01 (сталь 30); 2 - направляющая ПФ1У.01.00.02 (сталь 45, ГОСТ 1050-74); 3 -. ползун ПФ1У.01.00.03 (сталь 45); 4 -. стойка ПФ1У. О1.00.04 (сталь 45); 5 - оправка ПФ1У.01.00Л5 (сталь 45); 6 – кольцо ПФ1У.01.0©;06 (сталь 45, ГОСТ 1050-74); 7 - втулка ПФ1У.01.00.07- (сталь У8А); 8 - эксцентрик ПФ1У.0100.08 (сталь У8А); 9 - рукоятка ПФ1У.01.00.09 (сталь 45); 10 - винт М6х12 ПФ1У.01.00.10 (сталь 30). Стандартные изделия: 11- винт (М4х20, ГОСТ 1491-шт.; 12 - винт (М8х30, ГОСТ 1491-шт.;13-вннт (М8х35, ГОСТ1491-80)-4шт.; 14-гайка М14, ГОСТ 5; 15 - шпонка (10x12x16x10x4, ГОСТ 14шт.; 16 - штифт (8Гх35, ГОСТ 3шт.; 17 - штифт (8Гх40, ГОСТ 3128-шт.; 18 - штифт (10Гх40, ГОСТ 3128-шт.
Приспособление устанавливают на стол фрезерного станка, фиксируют шпонками 15 по пазу стола и крепят к нему за проемы плиты 1. Группу гаек собирают на оправку 5 и прижимают к ее борту кольцом 6 и гайкой 14. Собранную оправку с деталями устанавливают в приспособление под штифты 18, после чего поворотом рукоятки 9 вращают эксцентрик 8, который перемещает в направляющей 2 ползун 3 влево, до зажина оправки 5. Для снятия оправки с приспособлением необходимо вращать эксцентрик 8 рукояткой 9 в противоположную сторону, тогда ползун 3 будет перемещаться вправо и освободит оправку от зажима. Оправка 5 на одном конце имеет квадрат, с помощью которого она фиксирует в проеме ползуна в четырех положениях для фрезерования пазов в ганках. Штифты 16 служат для установки стойки 4 и направляющей 2 на плите 1, а винты 12 - для их крепления. Рукоятка 9 насаживается на квадратный конец эксцентрика 8 и закрепляется винтом 10.

Рис. 40. Приспособление для фрезерования гаек ПФ1У.01.
Клапан предохранительный (рис. 41).Детали: 1- корпус ПК1У.01.00.01 (СЧ 21-40, ГОСТ 1412-70);2 - клапан ШС1У.01.00.02 (сталь 45, ГОСТ 1050-70); 3 - пружина ПК1У.01.00.03 (сталь 65Г, ГОСТ 1050-74); 4 - втулка ПК1У.01.00.04 (сталь 45, ГОСТ 1050-74);5 - колпак ПК1У.01.05 (СЧ21- 40, ГОСТ 1; 6 - винт ПК1У.01.00.06 (сталь 45, ГОСТ 1050-74). Ста н д а р т н ы е и зделия: 7 - гайка №6, ГОСТ 5915-70; 8 - прокладка 1140x55x4, МН3138-62 ; 9 - шайба 8, ГОСТ .
Клапан предназначен для поддержания постоянного давления в магистрали. Клапан регулируется на необходимое давленые винтом 6 .который при вращении сжимает пружину 3 до нужного давления на клапан 2. При повышенном давлении в магистрали, а также и в камере корпуса 1 под клапаном клапан 2 открывается от седла и через образовавшийся зазор магистраль соединяется с атмосферой.
При снижении давления в магистрали клапан 2 под действием усилия пружины 3 вновь прижимается к отверстию корпуса н давление в магистрали стабилизируется. Втулка 4 служит для перемещения винта 6 и для соединения предохранительного клапана 5 и прокладки 8 с корпусом 1. Клапан крепится к кронштейну болтами и гайками за фланцы корпуса 1.
Рис. 41 Клапан предохранительный ПК [V.01.00.00
Рис.42 Цилиндр гидравлический ЦМ IV.01.00.00
Детали:- корпус ЦМ1У.01.00.01( сталь 40Х, ГОСТ 4543-71); 2- поршень ЦС1У.01.00.02 (сталь 40Х, ГОСТ 4543-71); 3 - гайка ЦС1У.01.00.03 (сталь 40Х, ГОСТ 4543-73); 4 – пружина ЦМ1У.01.00.04 (проволока Кл. П ГОСТ 9389-75); 5 - пробкаЦМ1У.01.00.05 (сталь 35, ГОСТ 1; 6 - штуцер ЦМ1У.01.00.06; 7
- гайка прижимная ЦМ1У.01.00.07 (сталь 35, ГОСТ 1050-74); 8 - шпиндель ЦМ1У.01.00.08
(сталь 35, ГОСТ 1050-74); 9 - трубка ЦШУ.0-1.00.09 (сталь 20, ГОСТ 1050-74). Стандартн ы е и з д е л и я: 10- кольцо , ГОСТ9833-73; 11 - кольцо , ГОСТ 9833-73; 12 кольцо СГ , ГОСТ 6418-67(МН180-61).
Цилиндр гидравлический, с фланцевым креплением используется в станочных приспособлениях в качестве силового агрегата и служит для преобразования энергии, приводимой под давлением жидкости в механическую работу исполнительных органов станка и приспособления. Цилиндр крепится к приспособлению или станку фланцем корпуса 1, через штуцер 6 соединяется с гидравлической системой, а поршень 2 резьбой М20 соединяется с тягой зажима. Под действием давления масла поршень 2 перемещается вправо и производит зажим, а в исходное положение поршень возвращается усилием предварительно сжатой пружины 4 при снятом давлении масла. Для уплотнений в соединениях поршня с цилиндром применены резиновые кольца 10, 11 и 12. Гайка 3 является упором пружины и закрывает полость цилиндра Гайка 7, ниппель 8 и трубка 9 обеспечивают соединения маслопровода. Пробка 5 заглушает свободное отверстие в корпусе.
Вентиль двухотводный (рис.43). Д е т а л и : 1 - корпус ВД1У.01.00.01 (Бр. ОЦС5-5-5, ГОСТ 613-65); 2 - штуцер БД1У.01.00.02 (Бр. СЦ5-525 ГОСТ 613-79); 3 - шток-клапан ВД1У.01.00.03 (Бр. ОСЦ5-5-5, ГОСТ 613-79); 4 - гайка накидная ВД1У.01.00.04 (сталь 20. ГОСТ 1050-74); 5 - ниппель АД1У.01.00.05 (сталь 20, ГОСТ 1050-74); 6 - кольцо ВД1У.01.00.06 (Бр. ОСЦ5-5-5, ГОСТ 613-79), 7 - втулка сальника ВД1У.01.00.07 (Бр. ОСЦ5-5-5, ГОСТ 613-79); 8- гайка нажимная ВД1У.01.00.08 (сталь 20, ГОСТ 1050-74); 9- маховик ВД1У.01.00.09 (АЛ9, ГОСТ 2Стандартные изделия: 10 - гайка М8Г ГОСТ 5915-70; 11 - набивка ХБПД10, ГОСТ 5152-66.
Конструкция вентиля позволяет открывать доступ жидкости из основной магистрали и направлять ее в одном или б двух направлениях, регулируя пропускное количество жидкостей. Трубопроводы присоединяют к резьбовым отводам корпуса 1. Открытие вентиля и регулирование его производится маховиком 9, насаженным на шток-клапан 3 и закрепленным гайкой 10. При повороте маховика против часовой стрелки шток-клапан вывертывается и отходит от седла. При этом зазор между клапаном и седлом увеличивается и количество пропускной жидкости возрастает. Из полости корпуса жидкость распространяется в двух направлениях через отводы корпуса и далее по трубопроводам. При необходимости поток жидкости можно направить только в одни отвод. В этом случае второй отвод заглушается специальной пробкой. При повороте маховика по часовой стрелке клапан ввертывается и приближается к седлу. при этом количество подаваемой жидкости уменьшается до перекрытия трубопроводов. Для уплотнения шток-клапана 3 в корпус вставляются кольцо 6, набивка 11, втулка сальника 7, которые уплотняются нажимной гайкой 8. Штуцер 2, ниппель 5 с накидной гайкой 4 служат для присоединения трубопроводов. Вентиль крепится к кронштейну своим фланцем. Болтами и гайками.
Кондуктор с эксцентриковым зажимом (рис. 44). Детали:1 - корпус К31У.01.700.01 (сталь 45, ГОСТ 1050-74); 2- призма К31У.01.00.01 (стать 20Х, ГОСТ 4543-71); 3 - кронштейн К31У.01.00.03 (сталь 20Х, ГОСТ 4543-71); 4 - эксцентрик КЗ1У.01.00.4 (сталь 20Х, ГОСТ 4543-71); 5 - штырь К31У.01.00.05 (сталь У7А, ГОСТ 1435-74) 6 –прихват К31У.01.00.06 (сталь 65Г, ГОСТ 1050-74), 7 - пружина К31Усталь ГОСТ 1050-74) 8 – головка рукоятки К31У.01.00.08 (текстолит ПТ). С т а н д а р т н ы е и з д е л и я: 9 – винт (М5x20, ГОСТ 1491-80)-9 шт. 10 – винт (М5x12 гост 9052-– винт М6x8 ГОСТ ; 12 - болт М8х60, ГОСТ 9048-69; 13 - гайка М6, ГОСТ 5915-70; 14 - гайка М8, ГОСТ 5927-70; 15 - втулка. ГОСТ 18432!- 73; 16 - втулка, ГОСТ 18; 17 - шайба 8, ГОСТ 134; 18 - шайба 8, ГОСТ 11, 19 - штифт (51x25,-ГОСТ 3128-шт.
Кондуктор предназначен для сверления отверстий в валиках. Конструкция кондуктора выполнена с торцовым эксцентриковым зажимом. Кондуктор состоит из корпуса 1, на котором закреплены призма 2 и кронштейн 3. В кронштейне размещается упорный винт 11 и сменная кондукторская втулка 15 с постоянной втулкой 16 и винтом 10. Кроме того, к основанию корпуса 1 крепятся торцовый эксцетрик 4 и болт 12 в сборе с прихватом 6. Обрабатьгваемая деталь устанавливается в призму 2 до упорного винта 11. Зажим детали производится поворотом прихвата 6 за головку рукоятки 8. Штырь 5 при повороте скользит по закаленной рабочей поверхности торцового эксцентрика 4. При этом прихват 6 поворачивается вокруг сферической головкн болта 12 на шайбе 17. зажимая установленную деталь в призме.
Разжимание детали осуществляется поворотом рукоятки прихвата, который поддерживаемся пружиной 7, под действием большой массы правой ею части поворачивается относительно сферической головки винта и возвращается в исходное положение. Кондуктор рассчитан на обработку валиков близких типоразмером с различными диаметрами отверстий.
Рис-43 Вентиль двухотводный ВДIV.01.00.00
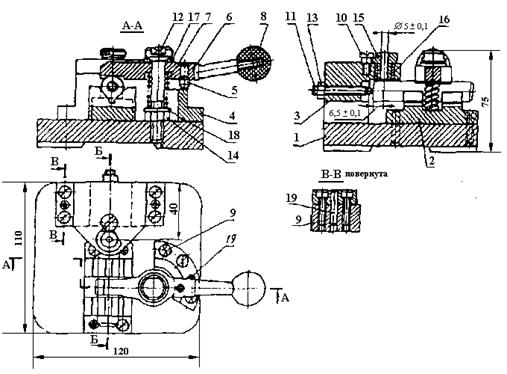
Рис. 44
ЛИСТ II-6
Содержание листа. На листе II-6 выполнить чертеж однопролетного промышленного здания - план этажа и поперечный разрез здания.
Методические указания.
Данный чертеж относится к числу строительных чертежей. Планы этажей изображают в виде разрезов горизонтальными плоскостями, проходящими через оконные и дверные проемы здания. По плану можно представить форму и размеры здания, расположение комнат, колонн, оконных и дверных проемов, толщину стен и перегородок, размещение санитарно-технического и технологического оборудования и др. На планах промышленных зданий указывают железнодорожные пути, станки подъемно-транспортные механизмы и т. п.
Для вычерчивания плана в начале наносят сетку координационных осей стен и колонн. Слева и снизу координационные оси маркируются кружками диаметром (7...9)мм, в которых проставляют марки осев. Оси, расположенные воль здания, маркируют снизу вверх буквами русского алфавита, а расположенные поперек здания - слева направо арабскими цифрами.
После нанесения осей вычерчивают стены, оконные и дверные проемы, оборудование и пр. стены, попавшие в разрез, не заштриховывают.
За габаритами плана указывают следующие размеры: а) размеры простенков оконных и дверных проемов; 6) расстояние между координационными осями; в) расстояние между крайними координационными осями. Внутри плана указывают:
а) привязку внутренних стен и перегородок к координационным осям; б) толщину стен и перегородок, в) размеры помещений в свету; г) размеры дверных проемов и других конструкционных элементов.
При помощи разрезов выявляют внутреннюю конструкцию здания: высоту этажей, глубину заложения фундамента, конструкцию перекрытий, высоту оконных и дверных проемов и др.
Контуры здания, попавшие в разрез, обводят линией толщиной (0,8...1)мм, а элементы, расположенные за секущей плоскостью, - линией толщиной 0,3мм.
На разрезе проставляют следующие размеры: а) расстояние между координационными осями; 6) высоту помещений в свету; в) толщину перекрытий; г) высоту оконных и дверных проемов; д) высотные отметки конструкций элементов здания - чистого пола, оконных проемов, карниза, конька крыши.
Образец выполнения листа П-6 приведен на рнс.47
По приведенному образцу требуется перечертить план и разрез промышленного здания (в масштабе 1:100) нанесенным на образце размерам. Размеры поперечного сечения колонн взять (600 х 600) мм.
Рис. 45. Однопролетное промышленное здание
Здание, приведенное на рисунке, каркасное одноэтажное. Координационные оси проходят через центр сечения колонн. Эти оси наносят штрихпунктирными линиями, они продолжены за контур изображения и обозначены марками в кружках диаметром 6 мм при масштабе 1:400 и мельче, диаметром 8 мм для масштабов изображений 1:200 и крупнее. Маркировка продольных осей выполнена прописными буквами А, Б, ... (исключается буква О), поперечных осей — арабскими цифрами.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
