


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Темы практических занятий
Тема 1. Цели и задачи ИСО (8 часов)
Головной международной организацией в области стандартизации является ИСО (ISO).
Цель ИСО — содействие развитию стандартизации в мировом масштабе для облегчения международного товарообмена и взаимопомощи, а также для расширения сотрудничества в области интеллектуальной, научной, технической и экономической деятельности.
Для достижения этой цели ИСО:
• принимает меры по координации и унификации национальных стандартов и разрабатывает рекомендации для комитетов-членов (комитетами-членами ИСО являются национальные организации по стандартизации, которые изъявили согласие выполнять требования устава и правил процедуры ИСО);
• разрабатывает и принимает стандарты ИСО, если их одобрили 75% комитетов-членов, участвующих в голосовании;
• по возможности способствует и облегчает разработку новых стандартов, содержащих общие правила, одинаково применимые как в национальных, так и в международном масштабах;
• организует обмен информацией о работе комитетов-членов и ТК;
• сотрудничает с другими международными организациями.
В настоящее время ИСО определила наиболее актуальные направления:
• установление более тесных связей деятельности организации с рынком, что прежде всего должно отражаться на выборе приоритетных разработок;
• снижение общих и временных затрат в результате повышения эффективности работы административного аппарата, оптимизации рабочего процесса, развития информационных технологий и телекоммуникаций;
• оказание эффективного содействия ВТО на условиях оказания необходимой технической помощи и путем внедрения программы, ориентированной на переработку ТУ на товары, поставляемые в страны ИСО в международные стандарты ИСО;
• помощь развивающимся странам в повышении качества деятельности по национальной стандартизации, где главное внимание уделяется выравниванию уровней стандартизации;
• поощрение создания новых стандартов для промышленности;
Тема 2. Структура ИСО (4 часа)
Органами ИСО являются Генеральная ассамблея, Совет, комитеты Совета, Исполнительное бюро, Центральный секретариат, ТК, подкомитеты, рабочие группы. Официальные лица ИСО — президент, вице-президент, казначей и генеральный секретарь. Организационно в ИСО входят руководящие и рабочие органы (1).
Генеральная ассамблея является высшим руководящим органом ИСО и состоит из представителей всех национальных организаций по стандартизации комитетов-членов. Ассамблея определяет общую техническую политику организации и решает основные вопросы ее деятельности. Генеральную ассамблею созывает генеральный секретарь по решению президента или по просьбе не менее семи членов Совета или одиннадцати комитетов-членов не реже одного раза в три года.

Рис.1. Исполнительная система ИСО
В период между сессиями Генеральной ассамблеи руководство организацией осуществляет Совет. Совет рассматривает и принимает решения по всем вопросам деятельности ИСО и собирается на заседания не реже одного раза в год.
При Совете создано Исполнительное бюро, которое является консультативным органом по вопросам, рассматриваемым в Совете. Кроме того, Исполнительное бюро принимает решения по вопросам, которые направляет Совет, например финансовые вопросы, проекты соглашений о сотрудничестве ИСО с другими международными организациями.
Кроме Исполнительного бюро, при Совете создан Центральный секретариат и ряд специальных ТК для изучения отдельных вопросов деятельности организации.
Центральный секретариат — это орган, вырабатывающий рекомендации для Совета по вопросам организации, координации и планирования технической деятельности ИСО. Он рассматривает предложения по созданию и роспуску ТК.
Совету ИСО подчиняется семь комитетов:
• СТАКО (комитет по изучению научных принципов стандартизации);
• ПЛАКО (техническое бюро);
• КАСКО (комитет по оценке соответствия);
• ИНФКО (комитет по научно-технической информации);
• ДЕВКО (комитет по оказанию помощи развивающимся странам);
• КОПОЛКО (комитет по защите интересов потребителей);
• РЕМКО (комитет по стандартным образцам).
СТАКО. Комитет по изучению научных принципов стандартизации рассматривает основополагающие вопросы стандартизации. Вся работа проводится в рамках рабочих групп. Рабочие группы проводят работу по терминологии СТАКО, подготовлено и издано руководство по терминам и определениям в области стандартизации, сертификации и аккредитации испытательных лабораторий. Принятие данного руководства позволило создать основу для единообразия терминологии в области стандартизации, сертификации и испытаний. Основной вид деятельности СТАКО — это проведение семинаров по обмену опытом между странами в области стандартизации.
ПЛАКО (техническое бюро) подготавливает предложения по планированию работы ИСО, по организации и координации технических сторон работы. В сферу деятельности ПЛАКО входят рассмотрение предложений по созданию и роспуску ТК, определение области стандартизации, которой должны заниматься ТК.
КАСКО (комитет по оценке соответствия) создан для изучения вопросов организации сертификации продукции на соответствие стандартам и выработки соответствующих рекомендаций. Важная область работы КАСКО — содействие взаимному признанию и принятию национальных и региональных систем сертификации, а также использованию международных стандартов в области испытаний и подтверждения соответствия и т. д.
ИНФКО. Задачами Комитета по научно-технической информации является:
• проведение работы в информационной сети ИСО (ИСОНЕТ). Цель ИСОНЕТ — создание условий для автоматизированного обмена информацией по стандартам на национальном и международном уровнях;
• содействие в координации работы информационных центров по стандартам и смежным вопросам;
• разработка рекомендаций по классификации и индексации стандартов и других нормативно-технических документов для автоматизированной обработки;
• содействие применению международных стандартов в информационных системах по нормативно-техническим документам и др.
ДЕВКО (комитет по оказанию помощи развивающимся странам) изучает запросы развивающихся стран в области стандартизации и разрабатывает рекомендации по содействию этим странам в данной области. Комитет выполняет следующие функции:
• организация обсуждения всех аспектов стандартизации в развивающихся странах, создание условий для обмена опытом с развитыми странами;
• подготовка специалистов по стандартизации на базе обучающих центров в развитых странах;
• проведение ознакомительных поездок специалистов организаций, занимающихся стандартизацией в развивающихся странах;
• подготовка учебных пособий по стандартизации для развивающихся стран;
• стимулирование развития двухстороннего сотрудничества промышленно развитых и развивающихся государств в области стандартизации и метрологии.
В этих направлениях ДЕВКО сотрудничает с ООН.
КОПОЛКО. Комитет по защите интересов потребителей объединяет представителей организаций потребителей комитетов-членов ИСО и решает следующие вопросы:
• изучает пути содействия потребителям для получения наибольшего эффекта от стандартизации продукции, а также меры, которые необходимо предпринять для более широкого участия потребителей в национальной и международной станд-ции;
• с точки зрения стандартизации рекомендует меры, направленные на обеспечение информацией, обучение и защиту интересов потребителей;
• поддерживает связь с различными органами ИСО, деятельность которых затрагивает вопросы потребителей.
РЕМКО оказывает методическую помощь ИСО путем разработки соответствующих руководств по вопросам, касающимся СО (эталонов).
Всю работу ИСО по разработке и согласованию проектов международных стандартов осуществляют рабочие органы ISО: ТК, подкомитеты и рабочие группы.
Рабочие группы, состоящие из ведущих специалистов стран в каждой отдельной области техники, являются основным техническим органом ИСО, в рамках которого разрабатываются проекты рабочих документов.
ИСО поддерживает контакты со многими международными организациями, которые в той или иной мере решают вопросы стандартизации. Среди них можно назвать Международную электротехническую комиссию (МЭК), Всемирную организацию здравоохранения, Международное агентство по атомной энергии, Международную организацию законодательной метрологии и др.
Тема 3. Порядок создания международных стандартов (4 часа)
Порядок разработки международных стандартов, функции органов ИСО и их секретариатов определены в Директивах по технической работе ИСО, утвержденных Советом ИСО.
Процедура разработки международных стандартов осуществляется в следующей последовательности:
1. Рассмотрение предложения о включении в программу работ данного ТК разработки стандарта ИСО. Это предложение рассылается секретариатом ТК или подкомитета всем активным членам вместе с обоснованием целесообразности разработки этого стандарта. В случае принятия предложения приступают к разработке рабочего проекта документа.
2. В случае получения общего согласия ТК или подкомитета на рабочий проект документа, он представляется в Центральный секретариат ИСО для регистрации в качестве проекта предложения по международному стандарту.
3. Проект предложения рассылается всем активным членам для внесения замечаний. После получения замечаний созывается международное заседание данного ТК или подкомитета. Как правило, в ходе одного заседания не удается достичь взаимоприемлемого решения, поэтому после каждого заседания проект дорабатывается, вновь рассылается активным членам ТК или подкомитета и затем опять обсуждается. Эти проекты называются: первый проект, второй проект и т. д. Для сокращения сроков разработки международных стандартов допускается разработка не более трех таких проектов. В случае невозможности принятия решения и по третьему проекту ТК решает вопрос о целесообразности дальнейшей работы над Проектом международного стандарта.
4. По достижении общего согласия активных членов ТК проект предложения направляется в Центральный секретариат ИСО для регистрации в качестве проекта международного стандарта и рассылки его на голосование членам ТК или подкоми-тета. После одобрения проекта активными членами ТК или подкомитета по резуль-татам голосования проект направляется на голосование в комитеты-члены ИСО, т. е. национальные организации по стандартизации страны. Это вызвано тем, что иногда мнение страны в ТК может расходиться с мнением национальной организации по стандартизации и только последняя вправе от имени страны принимать решение по представленному проекту междунар. стандарта.
5. Проект международного стандарта принимается, если за него проголосовало большинство всех активных членов данного ТК или по крайней мере 75% членов, принявших участие в голосовании.
6. Издание международного стандарта Центральным секретариатом ИСО.
Тема 4. Участие России в деятельности ИСО (8 часов)
Участие нашей страны в деятельности ИСО способствует гармонизации следующих основных вопросов:
• приведение отечественных нормативно-технических документов в соответствие с международными стандартами и тем самым расширение экспортных возможностей всех отраслей народного хозяйства;
• использование опыта ИСО в отечественных работах с целью сокращения средств и времени на проведение соответствующих научно-исследовательских и опытно-конструкторских работ при разработке соответствующих стандартов;
• отстаивание интересов отечественной промышленности в ТКах ИСО.
В работе технических органов ИСО, по рассмотрению документов ежегодно участвуют примерно 2500 российских специалистов.
Для рассмотрения вопросов участия организаций страны в работах международных организаций при ФАТРиМ сформирован Российский комитет по участию в международных организациях по стандартизации и контролю качества продукции. В состав Комитета вошли представители заинтересованных министерств и ведомств страны и их организаций.
По тематике каждого ТК создаются постоянные российские комиссии.
Основными функциями постоянных российских комиссий является
• рассмотрение проектов международных стандартов и других нормативно-технических документов и подготовка по ним заключений;
• проведение сравнительного анализа соответствия отечественных стандартов международным и подготовка предложений по применению последних в стране;
• подготовка предложений к годовым планам государственной стандартизации по линии ИСО;
• разработка проектов документов ИСО, автором которых является Россия;
• выработка позиции России на заседаниях ИСО, ТК или подкомитетов.
Одно из главных направлений обеспечения эффективности участия России в деятельности ИСО — своевременное и полное использование международных стандартов в отечественной практике. Поэтому использование международных стандартов приобретает особое значение при разработке аналогичных документов РФ.
В ГОСТ 1.5-92 записано: показатели в стандартах и ТУ устанавливают с учетом технического уровня, качества и экономичности лучших зарубежных образцов аналогичной продукции, требований международных стандартов ИСО и МЭК, национальных стандартов стран-импортеров.
Тема 5. Рекомендации ИСО/СТАКО по вопросу унификации продукции и технологий (4 часа)
Унификация, типизация и агрегатирование машин
Унификация (от лат. unio - единство и facere - делать) — это приведение объектов одинакового функционального назначения к единообразию (например, к оптимальной конструкции) по установленному признаку и рациональное сокращение числа этих объектов на основе данных об их эффективной применяемости. Таким образом, при унификации устанавливают минимально необходимое, но достаточное число типов, видов, типоразмеров, изделий, сборочных единиц и деталей, обладаю-щих высокими показателями качества и полной взаимозаменяемостью.
Комитет ИСО/СТАКО рекомендует следующее определение термина унификация: это форма стандартизации, заключающаяся в объединении одного, двух и более документов (технических условий) в одном с таким расчетом, чтобы регламентируемые этим документом изделия можно было взаимозаменять при употреблении.
Основой унификации является систематизация и классификация.
В настоящее время перед унификацией стоят следующие задачи:
• уменьшение многообразия имеющихся видов, типов и типоразмеров изделий одинакового функционального назначения;
• изменение конструкций и исполнительных размеров, марок материала, обработки, точности изготовления аналогичных деталей, применяемых на разных заводах с целью внедрения автоматических линий, допускающих экономически выгодную переналадку при данных размерах серийного выпуска деталей;
• создание комплексов взаимозаменяемых агрегатов, узлов и деталей, предназначенных для сборки значительно большей номенклатуры машин, механизмов, аппаратов или приборов (по сравнению с существующими неунифицированными аналогичными изделиями) путем добавления некоторого количества специальных (оригинальных) узлов и деталей;
• пересмотр видов, типов и типоразмеров, изготовляемых или приобретаемых для комплектации изделий, для замены морально устаревших или недостаточно качественных более современными, надежными и долговечными изделиями.
В процессе развития унификации четко определились два основных ее направления: ограничительное и компоновочное. Ограничительное - характеризуется проведением анализа номенклатуры выпускаемых изделий и ограничение ее до минимально необходимой. Компоновочное – характеризуется проведением анализа потребности и выявлением номенклатуры изделий, необходимых нар. хозяйству. Результатом этого анализа является создание новых рядов машин и их промежуточных типоразмеров на основе компоновки из определенного набора унифицированных узлов, блоков, но в пределах стандартных действующих или создаваемых типоразмерных рядов.
По содержанию унификация подразделяется на:
• внутриразмерную, когда унификация охватывает все разновидности (модификации) определенной машины как в отношении ее базовой модели, так и в отношении модификаций этой модели;
• межразмерную, когда унифицируют не только модификации одной базовой модели, но и базовые модели разных размеров данного параметрического ряда;
• межтиповую, когда унификация распространяется на машины разных типов, входящих в различные параметрические ряды.
Унификация проводится на заводском, отраслевом и межотраслевом уровнях.
Наряду с классификацией (рис. 8.4), базой унификации является стандартизация с ее системой предпочтительных чисел, которая позволяет установить оптимальные значения размеров и параметров стандартизованных объектов, а также разработать комплекс государственных стандартов на основные нормы, обеспечивающие взаимозаменяемость унифицированных деталей и узлов.
Эффективность работ по унификации характеризуется уровнем унификации.
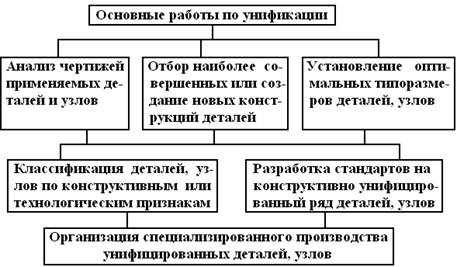
Рис.2. Последовательность работ по унификации в машиностроении и приборостроении
Под уровнем унификации и стандартизации изделий понимают насыщенность их соответственно унифицированными и стандартными составными частями, и наиболее часто для их расчета используются коэффициент применяемости и повторяемости.
Коэффициент применяемости Кпр показывает уровень применяемости составных частей, т. е. уровень использования во вновь разрабатываемых конструкциях деталей, узлов применявшихся ранее в предшествовавших аналогичных конструкциях. Рассчитывают по количеству типоразмеров, по составным частям изделия или в стоимостном выражении.
Коэффициент применяемости в различных отраслях промышленности в основном определяют с помощью дифференцированных показателей, характеризующих уровень (степень) унификации изделий (в %):
1. Показатель уровня стандартизации и унификации по числу типоразмеров определяют по формуле:
 ,
,
где п — общее число типоразмеров; п0 — число оригинальных типоразмеров, которые разработаны впервые для данного изделия. Типоразмером называют такой предмет производства (деталь, узел, машину, прибор), который имеет определенную конструкцию (присущую только данному предмету), конкретные параметры и размеры и записывается отдельной позицией в графу спецификации изделия.
2. Показатель уровня стандартизации и унификации по составным частям изделия определяют по формуле:
![]() ,
,
где N — общее число составных частей изделия; N0 — число оригинальных составных частей изделия.
3. Показатель уровня стандартизации и унификации по стоимостному выражению определяют по формуле
![]() ,
,
где С — стоимость общего числа составных частей изделия; С0 — стоимость числа оригинальных составных частей изделия.
Любая из приведенных формул характеризует уровень унификации только с одной стороны. Более полную характеристику уровня унификации изделия может дать комплексный показатель — коэффициент применяемости, который можно представить в виде:
![]() ,
,
где Су — средняя стоимость веса материала унифицированных деталей; Ст — средняя стоимость веса материала изделия в целом; h — средняя стоимость нормо-часов; Ау. в — вес всех унифицированных деталей в изделии; Ау. т — суммарная трудоемкость изготовления унифицированных деталей; Ад. в — общий вес изделия; Ад. т — полная трудоемкость изготовления изделия.
Коэффициент повторяемости составных частей в общем числе составных частей данного изделия Кп (%) характеризует уровень унификации и взаимозаменяемость составных частей изделий определенного типа:
![]() ,
,
где N — общее число составных частей изделий, n — общее число оригинальных типоразмеров.
Среднюю повторяемость составных частей в изделии характеризует коэффициент повторяемости:
Кс. п = N / n.
Пример. Определить уровень стандартизации и унификации продольно-обрабатывающего станка по коэффициенту применяемости (по числу типоразмеров, по составным частям изделия и в стоимостном выражении), а также уровень унификации и взаимозаменяемости по коэффициенту повторяемости составных частей и среднюю повторяемость составных частей данного изделия.
Общее число типоразмеров п = 1657, число оригинальных типоразмеров n0= 203, общее число деталей N= 5402, оригинальных N0 = 620, стоимость всех деталей С= 85000 руб., оригинальных — С0 =руб.
Решение. По формулам (8определяем:
Кпр. т = [(1/ 1657] 100 = 87,7%;
Кпр. ч = ((5/ 5402] 100 = 88,5%;
Кпр. с = [) /] 100 = 68%.
Коэффициент повторяемости рассчитываем по формулам (8.5) и (8.6):
Кп = [(5/ (5] 100 = 69,3%; Ксп = 5402 / 1657 = 3,2.
Ограничительное направление унификации в мировой практике получило название симплификации.
Симплификация — форма стандартизации, цель которой уменьшить число ти-пов или других разновидностей изделий до числа, достаточного для удовлетворения существующих потребностей. При симплификации исключают разновидности изделий, их составных частей и деталей, которые не являются необходимыми. В объекты симплификации не вносят какие-либо технические усовершенствования.
Типизация конструкций изделий — разработка и установление типовых конструкций, содержащих конструктивные параметры, общие для изделий, сборочных единиц и деталей.
Типизация технологических процессов — разработка и установление технологического процесса для производства однотипных деталей или сборки однотипных составных частей или изделий той или иной классификационной группы.
Агрегатирование — принцип создания машин, приборов и других изделий из унифицированных стандартных агрегатов (автономных сборочных единиц), устанавливаемых в изделии в различном числе и комбинациях. Эти агрегаты должны обладать полной взаимозаменяемостью по всем эксплуатационным показателям и присоединительным размерам.
Если унификация приводит к уменьшению числа типоразмеров унифицированных объектов, то агрегатирование дает возможность увеличивать число объектов специализированного назначения.
Агрегатирование расширяет и обеспечивает:
• область применения некоторых универсальных машин и оборудования путем создания условий для быстрой замены их рабочих органов (в этом случае универсальные машины приобретают свойства специализированных, обеспечивая высокую производительность труда и необходимое качество работы);
• номенклатуру выпускаемых машин и оборудования путем модификации их основных типов и создания различных исполнений, лучше отвечающих требованиям эксплуатации, чем машины и оборудование основных типов (базовых моделей) универсального назначения;
• комплектование (сборку) некоторых машин, механизмов, аппаратов, устройств и другого оборудования разного функционального назначения из унифицированных взаимозаменяемых агрегатов, узлов и деталей;
• номенклатуру продукции приборостроения благодаря применению блочного (агрегатного) способа их конструирования;
• дает возможность создавать приспособления и другую сложную технологическую оснастку на основе использования общих агрегатов и узлов и способствует организации высокопроизводительного ремонта машин и других изделий путем использования взаимозаменяемых агрегатов и узлов.
Тема 6. Научно-технические принципы стандартизации (8 часов)
НАУЧНО-ТЕХНИЧЕСКИЕ ПРИНЦИПЫ И МЕТОДЫ СТАНДАРТИЗАЦИИ
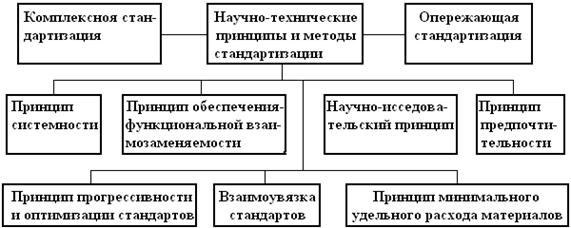
Рис. 3. Научно-технические принципы и методы стандартизации
Научно-технические принципы стандартизации относятся к методическим основам стандартизации и способствуют эффективной разработке стандартов производства, сферы услуг, применения взаимозаменяемости изделий и др.
Принцип системности. Научно-технический прогресс и повышение качества выпускаемой продукции вызвали объективную необходимость системного подхода к общественному процессу производства, включающему труд людей, обеспечивающих процесс производства, средства труда (совокупность применяемого оборудования, оснастки, инструмента, средств контроля и т. д.) и предметы труда (выпускаемую продукцию на всех стадиях ее создания и использования). Подсистемой понимают совокупность взаимосвязанных элементов, функционирование которых приводит к выполнению поставленной цели с максимальной эффективностью и наименьшими затратами. Совокупность взаимосвязанных элементов, входящих в систему, образует структуру, позволяющую строить иерархическую зависимость их на различных уровнях.
Принцип обеспечения функциональной взаимозаменяемости стандартизируемых изделий позволяет обеспечить взаимозаменяемость изделий по эксплуатационным показателям и является главным при комплексной и опережающей стандартизации, а также при стандартизации изделий, ТУ на них и т. п.
Научно-исследовательский принцип разработки стандартов. Для подготовки проектов стандартов и их успешного внедрения необходимо не только широкое обобщение практического опыта, но и проведение специальных теоретических, экспериментальных и опытно-конструкторских работ.
Принцип предпочтительности. Обычно типоразмеры деталей и типовых соединений, ряды допусков, посадок и другие параметры стандартизуют одновременно для многих отраслей промышленности, поэтому такие стандарты охватывают большой диапазон значений параметров. Чтобы повысить уровень взаимозаменяемости и уменьшить номенклатуру изделий и типоразмеров заготовок, а также чтобы создать условия для эффективной специализации и кооперирования заводов, удешевления продукции, при унификации и разработке стандартов применяют принцип предпочтительности.
Принцип предпочтительности является теоретической базой современной стандартизации. Согласно этому принципу устанавливают несколько рядов значений стандартизуемых параметров с тем, чтобы при их выборе первый ряд предпочесть второму, второй — третьему.
В соответствии с этим ряды предпочтительных чисел должны удовлетворять следующим требованиям:
• представлять рациональную систему градаций, отвечающую потребностям производства и эксплуатации;
• быть бесконечными в уменьшении и увеличении чисел;
• включать все последовательные десятикратные или дробные значения каждого числа ряда;
• быть простыми и легко запоминающимися.
Наиболее широко используют ряды предпочтительных чисел, построенные по принципу геометрической прогрессии. Она представляет собой ряд чисел с постоянным отношением двух соседних чисел — знаменателем прогрессии (А). Каждый член прогрессии является произведением предыдущего члена на А. Например, при А1 = 2 и А2 = 1,6 прогрессии имеют вид: 1; 2; 4; 8; 16; 32; ... и 1; 1,6; 2,5; 4; 6,3; ...
Произведение или частное любых двух членов геометрической прогрессии всегда является ее членом:
2 х 4 = 8; 8 х 4 = 32; 16 : 2 = 8; 8 : 2 = 4; 32 : 4 = 8.
Любой член такой прогрессии, возведенный в целую положительную или отрицательную степень, также является членом этой прогрессии: 22 = 4; 23 = 8; 24 = 16; Ö4 = 2 ; 3Ö8 = 2 ; 4Ö64 = 4 и т. д.
В связи с перечисленными свойствами геометрической прогрессии зависимости, определяемые из произведений членов или их целых степеней, всегда подчиняются закономерности ряда. Например, если ряд определяет линейные размеры, то площади или объемы, образованные из этих линейных величин, также подчиняются его закономерности.
Наиболее удобны геометрические прогрессии, включающие число 1 и имеющие Ап= пÖ10. В соответствии с рекомендациями ИСО установлены ряды предпочтительных чисел со знаменателями А:
5Ö10 » 1,6; 10Ö10 » 1,25; 20Ö10 » 1,12; 40Ö10 » 1,06; 80Ö10 »1,03; 160Ö10 » 1,015.
Произведение или частное двух предпочтительных чисел, а также положительные или отрицательные степени чисел ряда дают предпочтительное число этого же ряда с относительной ошибкой в пределах от -1,01 до +1,26%. Куб любого числа ряда в 2 раза больше куба предыдущего числа, а квадрат в 1,6 раза больше квадрата предыдущего числа (с относительной ошибкой до 0,1%).
Положительные свойства геометрической прогрессии заключаются в том, что количество членов в каждом десятичном интервале (1-10; 10-100; и т. д., а также 1-0,1; 0,1-0,01; 0,01-0,001 и т. д.) на протяжении всей прогрессии постоянно и равно 5, 10, 20, 40, 80 и 160 для названных знаменателей прогрессий. Члены ряда со знаменателем прогрессии 10Ö10 удваиваются через каждые три члена, со знаменателем 20Ö10 - через 6, со знаменателем 40Ö10 - через 12, со знаменателем 80Ö10 — через 24, а со знаменателем 160Ö10 — каждые 48 членов. В рядах со знаменателями 10Ö10; 20Ö10; 40Ö10; 80Ö10; 160Ö10 содержится число 3,15, приблизительно равное p. Благода-ря этому длина окружности и площади круга, диаметр которого - предпочтительное число, примерно равны предпочтительным числам. Ряд со знаменателем прогрессии 40Ö10 включает предпочтительные числа 375, 750, 1500, 3000, имеющие особое значение в электротехнике, так как представляют собой синхронные частоты вращения валов электродвигателей, измеряемые оборотами в минуту.
Тема 7. Российские межотраслевые системы стандартов (8 часов)
В настоящее время действуют следующие межотраслевые системы стандартов, направленные на решение крупных народнохозяйственных задач, обеспечивающих повышение эффективности производства высококачественной продукции:
• единая система конструкторской документации (ЕСКД);
• единая система технологической документации (ЕСТД);
• система показателей качества продукции (СПКП);
• унифицированные системы документации (УСД);
• система информационно-библиографической документации;
• государственная система обеспечения единства измерений (ГСИ);
• единая система защиты от коррозии и старения материалов и изделий (ЕСЗКС);
• стандарты на товары, поставляемые на экспорт;
• система стандартов безопасности труда (ССБТ);
• единая система технологической подготовки производства (ЕСТПП);
• разработка и постановка продукции на производство;
• система стандартов в области охраны природы и улучшения использования природных ресурсов;
• единая система программной документации (ЕСПД);
• единая система государственного управления качеством продукции (ЕСГУКП);
• система проектной документации для строительства (СПДС);
• единая система стандартов приборостроения (ЕССП) и др.
Рассмотрим более подробно некоторые из них.
1. Единая система конструкторской документации (ЕСКД) устанавливает для всех организаций страны единый порядок организации проектирования, единые правила выполнения и оформления чертежей и ведения чертежного хозяйства, что упрощает проектно-конструкторские работы, способствует повышению качества и уровня взаимозаменяемости изделий и облегчает чтение и понимание чертежей в разных организациях. Этим стандартам присвоен класс 2, например ГОСТ 2.001-93.
Основные задачи ЕСКД:
• повышение производительности труда конструкторов;
• улучшение качества чертежной документации;
• взаимообмен конструкторской документации между организациями и предприятиями без переоформления;
• углубление унификации при разработке проектов промышленных изделий;
• упрощение форм конструкторских документов, графических изображений, внесения в них изменений;
• механизация и автоматизация обработки технических документов и содержащейся в них информации;
• эффективное хранение, дублирование, учет документации, сокращение ее объемов;
• ускорение оборота документов;
• улучшение условий эксплуатации и ремонта технических устройств.
2. Единая система технологической документации (ЕСТД). Технологическая документация, как и конструкторская, в значительной степени определяет трудоемкость, продолжительность подготовки производства и качество продукции. Этим стандартам присвоен класс 3, например ГОСТ 3.1103-84.
Основное назначение комплекса государственных стандартов, составляющих ЕСТД, — установить во всех организациях и на всех предприятиях единые взаимосвязанные правила, нормы и положения выполнения, оформления, комплектации и обращения, унификации и стандартизации технологической документации.
Единая система технологической документации предусматривает:
• широкое внедрение типовых технологических процессов, основанных на технологическом классификаторе деталей машиностроения и приборостроения;
• сокращение объема разрабатываемой технологической документации, повышение производительности труда технологов;
• упорядочение номенклатуры и содержания форм документации общего назначения (карты технологического процесса, специализации);
• установление правил оформления технологических процессов (формы документации) для производства;
• разработку систем нормативов основного производства, учета и анализа применяемости технологической оснастки, деталей, узлов и материалов, подготовки первичной производственной, технологической документации, внесения и оформления изменений.
Технологическая документация, разработанная по формам, установленным стандартами ЕСТД, может быть использована в качестве первичного массива информации для автоматической системы управления производством. Единообразие способов ее кодирования создает предпосылки для создания отраслевых автоматизированных систем управления.
3. Единая система технологической подготовки производства (ЕСТПП) — это установленная государственными стандартами система организации и управления процессом технологической подготовки производства, предусматривающая широкое применение прогрессивных типовых технологических процессов, стандартной технологической оснастки, переналаживаемого оборудования, роботов, средств механизации и автоматизации производственных процессов, инженерно-технических и управленческих работ. ЕСТПП присвоен 14-й класс стандартов, например ГОСТ 14.201-83.
Основная цель ЕСТПП состоит в обеспечении необходимыми стандартами любого типа производства (единичного, серийного, массового) для достижения полной готовности к выпуску изделий заданного качества в минимальные сроки при наименьших трудовых, материальных и финансовых затратах. ЕСТПП обеспечивает:
• единый для всех предприятий, организаций системный подход к выбору, применению методов и средств технологической подготовки производства, соответствующих передовым достижениям науки, техники и производства;
• высокую приспособленность производства к непрерывному его совершенствованию, быстрой переналадке на выпуск более совершенных изделий;
• рациональную организацию механизированного и автоматизированного выполнения комплекса инженерно-технических работ, разработку технологических процессов и управление технологической подготовкой производства (ТПП). ТПП — это совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия в плановом порядке выпускать продукцию высокого качества при соблюдении установленных сроков, затрат и объемов;

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 |
