

При проведении экспериментов измерялась масса реактора без образца и масса реактора с образцом, подготовленным к термолизу. Количество образующихся газообразных продуктов определялось по разнице массы реактора с образцом до и после термической обработки нефти. После отбора жидких продуктов реактор промывался хлороформом и взвешивался. По разнице между массой реактора до эксперимента и после определяли массу образующегося кокса. Продукты крекинга исследовали по схеме, приведенной на рис. 1.
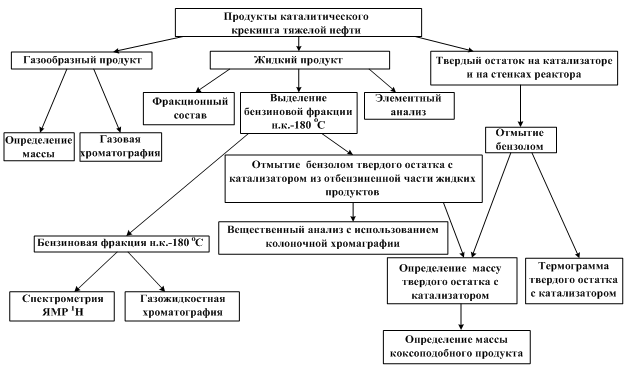 Рисунок 1 – Схема исследования продуктов крекинга тяжелой нефти
Рисунок 1 – Схема исследования продуктов крекинга тяжелой нефти
В третьей главе представлены результаты исследования превращений тяжелой нефти (ее высокомолекулярных соединений – смол и асфальтенов) в результате ее термической обработки в отсутствии и присутствии активирующих добавок (наноразмерных порошков металлов).
Рассмотрен формализованный механизм термических превращений компонентов тяжелой нефти и проведен расчет кинетических параметров. При крекинге тяжелой нефти с добавкой 1,0% нанопорошка никеля (20 нм) при температуре 450 °С протекают реакции распада и поликонденсации углеводородов.
Компоненты исходного нефтяного сырья входят в состав отдельных нефтяных фракций: н. к.-200, 200-350, 350-500, >500 ºC. Продукты превращения нефти содержатся в этих же фракциях, а также входят в состав газов и коксовых отложений.
В приведенной на рис. 2 схеме маршруты k2, k3, k4, k6, k8, k10, k12, k13 являются реакциями распада высокомолекулярных компонентов и образования соединений с меньшей молекулярной массой, а маршруты k1, k5, k7, k9, k11 – реакции поликонденсации.
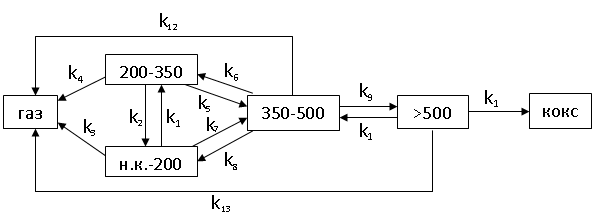
Рисунок 2 – Формализованная схема каталитического крекинга нефти
![]() На основе предложенного формализованного механизма процесса каталитического крекинга нефти может быть составлена следующая кинетическая модель:
На основе предложенного формализованного механизма процесса каталитического крекинга нефти может быть составлена следующая кинетическая модель:
 |
Для определения кинетических параметров получены кинетические кривые процесса каталитического крекинга нефти при температуре 450 °С в течение 120 мин реакции. Следует отметить, что в качестве первоначальных концентраций приняты концентрации веществ, измеренные до начала каталитического процесса, т. е. содержащиеся в исходном сырье.
При продолжительности каталитического крекинга 120 мин достигается максимальный выход дистиллятных фракций, выкипающих до 350 °С. Увеличение времени протекания процесса более 120 мин приводит к росту образования газообразных продуктов и количества кокса и снижению содержания в жидких продуктах светлых фракций.
При разработке кинетической модели необходимо оценить значения кинетических параметров, т. е. кинетических констант. Оценка констант осуществлялась на основании полученных экспериментальных данных процесса каталитического крекинга нефти методом прямого поиска (табл. 2).
Таблица 2 – Константы скоростей реакций каталитического крекинга нефти
k1 | k2 | k3 | k4 | k5 | k6 | k7 | k8 | k9 | k10 | k11 | k12 | k13 |
3·10-5 | 3,6·10-1 | 3·10-3 | 6·10-6 | 8·10-4 | 2,3·10-2 | 10-6 | 2,5·10-3 | 3·10-5 | 1,7·10-2 | 3,9·10-4 | 3·10-7 | 2·10-7 |
Наиболее низкие константы скорости характерны для реакций образования газообразных продуктов из нефтяных фракций 200-350, 350-500 и >500 оС (k4, k12, k13) и образования углеводородов фракции 350-500 оС из компонентов фракции н. к.-200 оС (k7). Наиболее высокие константы скорости наблюдаются для реакций деструкции углеводородов фракций 200-350 (k2), 350-500 (k6) и >500 оС (k10). Достаточно высоки также константы образования газообразных углеводородов из компонентов фракции н. к.-200 оС и коксовых отложений из компонентов фракции >500 (k3 и k11, соответственно), поэтому увеличение продолжительности процесса каталитического крекинга будет приводить к росту образования газа и кокса, являющимися побочными продуктами, и уменьшению выхода светлых дистиллятных фракций.
Константы скоростей k4, k12, k13, k7 очень низки по сравнению с константами скоростей k2, k6, k10 и соответственно вклад этих реакций в выход продуктов крекинга нефти будет незначителен. Поэтому при составлении кинетических уравнений ими можно пренебречь и, соответственно, не учитывать протекание соответствующих реакций.
В качестве катализаторов крекинга тяжелой нефти использовались НРП Ni со средним размером частиц 10, 20 и 50 нм, НРП Fe со средним размером частиц 80 нм, НРП Mo со средним размером частиц 100 нм, смесь НРП Mo и НРП W со средним размером частиц 100 нм, а также коммерческий никель.
Наибольшее количество светлых фракций образуется при крекинге нефти с добавкой нанопорошка никеля со средним размером частиц 10 нм (67,6 %) и 20 нм (64,5 %) (табл. 3). Несколько меньше содержится светлых фракций в продукте
Таблица 3 – Выход продуктов крекинга усинской нефти в отсутствии и присутствии нанопорошков металлов (1,0 % мас.) и КП Ni (Т = 450 °С, t = 60 мин)
Образец | Выход, % мас.: | ||||
газа | кокса | фракций, °C | |||
н. к.-200 | 200-350 | 350-500 | |||
Исходная нефть | – | – | 5,0 | 28,0 | 67,0 |
Продукты крекинга нефти: | |||||
без добавки | 6,7 | 2,0 | 13,5 | 33,2 | 44,6 |
c НРП Ni (10 нм) | 5,5 | 5,5 | 38,9 | 28,7 | 21,4 |
c НРП Ni (20 нм) | 5,0 | 5,0 | 36,7 | 27,8 | 25,5 |
c НРП Ni (50 нм) | 5,2 | 5,5 | 35,1 | 25,7 | 28,5 |
c КП Ni (3 мкм) | 0,2 | 0,1 | 14,0 | 36,3 | 49,4 |
c НРП Mo (100 нм) | 1,5 | 1,0 | 17,6 | 32,5 | 46,6 |
c НРП Fe (80 нм) | 2,5 | 3,0 | 21,6 | 32,8 | 40,1 |
c НРП Mo и НРП W (100 нм) | 9,0 | 15,5 | 36,6 | 18,2 | 20,7 |
крекинга нефти с НРП Ni, имеющим средний размер частиц 50 нм. Существенно меньше светлых фракций образуется при проведении процесса с добавкой КП Ni. Причем в последнем случае содержится практически столько же светлых фракций, сколько их образуется при термокрекинге исходной нефти без добавки никеля и составляет 50,4 и 50,3 %, соответственно. Добавление нанопорошков железа, молибдена, смеси молибдена и вольфрама незначительно увеличивает выход светлых фракций по сравнению с исходной нефтью, а также приводит к образованию большого количества побочных продуктов (при использовании в качестве активирующей добавки смеси НРП Mo и W).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
