

Высокие различия в количестве образующихся светлых фракций при каталитическом крекинге нефти с НРП Ni и КП Ni объясняются тем, что наночастицы металла (1-100 нм) существенно отличаются по свойствам от массивных тел. Нанопорошки как нанореагенты и нанокатализаторы обладают выраженными специфическими свойствами, обусловленными высоким отношением доли поверхностных атомов. Они характеризуются высоким соотношением площади и объема из-за малого размера и очень большим числом атомов с низким координационным числом по краям. Такое преобладание поверхностей является основной причиной изменения химического поведения частиц в наномасштабе. Атомы в наноструктурах имеют более высокую среднюю энергию по сравнению с атомами в более крупных структурах, так как большинство из них являются поверхностными атомами. Следовательно, активность катализатора может быть экспоненциально увеличена при его уменьшении в размерах наномасштаба. В целом, на свойства наносистем существенно влияют незначительные изменения размера, формы или состояния поверхности структур. Различие в выходе светлых фракций крекинга нефти в присутствии НРП Ni, Mo, Fe, смеси Mo и W связано, по-видимому, как с различным размером их частиц, так и с неодинаковой активностью соответствующих металлов в окислительно-восстановительных реакциях.
Таким образом, наиболее высокий выход светлых фракций (н. к.-350 °C) в процессе термокрекинга тяжелой нефти наблюдается при использовании нанопорошка никеля со средним размером частиц 10 нм, что, по-видимому, связано с его более высокой удельной дегидрирующей способностью вследствие малых размеров частиц по сравнению с другими образцами.
В табл. 4 представлены результаты исследования влияния температуры, времени и количества нанопорошка Ni (20 нм) на крекинг тяжелой нефти. Как видно из приведенных данных с повышением температуры крекинга от 400 до 450 °С увеличивается выход топливных дистиллятов, преимущественно, за счет роста выхода бензиновой фракции, что свидетельствует о деструкции высокомолекулярных соединений нефти. Так, при температуре 450 °C образуется на 20,0 % больше светлых фракций по сравнению с их количеством в продукте, образующимся при 400 оС. Одновременно уменьшается содержание в полученном продукте фракций, выкипающих в интервале 350-500 °C и выше 500 ° C соответственно на 14,8 и 15,2 %, а также происходит образование заметного количества побочных продуктов – газообразных углеводородов (5,0 %) и кокса (5,0 %). Дальнейшее повышение температуры обработки нефти не приводит к повышению выхода светлых фракций, при этом наблюдается рост газо - и коксообразования. Таким образом, оптимальной температурой процесса крекинга тяжелой нефти, при которой образуется наибольшее количество светлых фракций при относительно низком образовании побочных продуктов, является 450 ° C.
Таблица 4 – Влияние условий на выход продуктов крекинга усинской нефти в присутствии НРП Ni (20 нм)
Условия | Выход, % мас.: | |||||||||||||
газа | кокса | фракций, °C | ||||||||||||
н. к.-200 | 200-350 | 350-500 | >500 | |||||||||||
Температура крекинга, °С: | 1,0 % мас. НРП Ni (20 нм), t = 60 мин) | |||||||||||||
400 | – | – | 11,0 | 33,5 | 29,8 | 25,7 | ||||||||
430 | – | – | 16,6 | 34,5 | 28,5 | 19,9 | ||||||||
450 | 5,0 | 5,0 | 36,7 | 27,8 | 15,0 | 10,5 | ||||||||
Время термообработки, мин: | 1,0 % мас. НРП Ni (20 нм), Т = 450 °С | |||||||||||||
45 | 2,5 | 1,5 | 25,5 | 32,5 | 19,5 | 18,5 |
| |||||||
60 | 5,0 | 5,0 | 36,7 | 27,8 | 15,0 | 10,5 |
| |||||||
75 | 6,8 | 5,7 | 36,2 | 26,7 | 14,8 | 9,9 |
| |||||||
120 | 7,0 | 8,0 | 40,8 | 24,5 | 10,3 | 9,4 |
| |||||||
Количество НРП Ni (20 нм), % мас.: | Т = 450 °С, t = 60 мин | |||||||||||||
0,5 | 7,0 | 10,0 | 45,6 | 19,3 | 11,6 | 6,5 |
| |||||||
1,0 | 5,0 | 5,0 | 36,7 | 27,8 | 15,0 | 10,5 |
| |||||||
3,0 | 1,5 | 0,5 | 21,5 | 35,5 | 21,4 | 19,6 |
| |||||||
При увеличении длительности процесса от 45 до 120 мин существенно возрастает выход побочных продуктов – газообразных углеводородов и кокса. . Из данных, представленных в таблице 4, видно, что наибольшее количество светлых фракций образуется при длительности процесса 120 мин и составляет 65,3 %. Выход светлых фракций при продолжительности процесса 45 мин значительно меньше, а при продолжительности 75 мин очень близок к количеству дистиллятных фракций, образующихся при 60-минутной обработке нефти. Поэтому увеличение времени термообработки нефти более 60 мин является малоэффективным и нецелесообразным.
С увеличением содержания нанопорошка Ni (20 нм) в нефти снижается выход светлых фракций в процессе ее крекинга при 450 °С в течение 60 мин. Так, при его концентрации в реакционной смеси 0,5, 1,0 и 3,0 % суммарный выход дистиллятных фракций составляет соответственно 64,9, 64,5 и 57,0 %. Однако с уменьшением количества НРП Ni в исходном сырье увеличивается выход побочных продуктов – кокса и газообразных углеводородов, и снижается образование тяжелых фракций, выкипающих при температуре выше 350 оС. Поэтому оптимальным количеством нанопорошка никеля в нефти, при котором образуется относительно высокое количество светлых фракций и сравнительно низкое количество газов, кокса и тяжелых фракций, является 1,0 %.
На рис. 3 приведены результаты исследования вещественного состава исходной нефти и продуктов ее термического крекинга без добавки и с добавкой НРП Ni (20 нм). Содержание масел в жидком продукте термического и каталитического крекинга с активирующей добавкой увеличивается, а количество смол и асфальтенов уменьшается по сравнению с их содержанием в исходной нефти. Однако, в продуктах крекинга с активирующей добавкой количество асфальтенов и смол уменьшается более значительно (4,0 и 9,1 %, соответственно) по сравнению с обычным термолизом
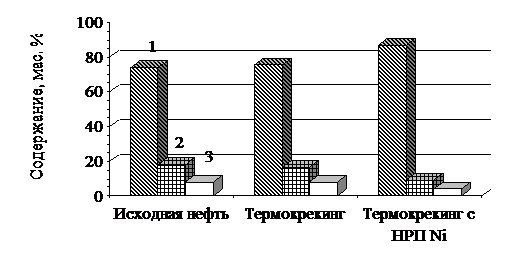
Рисунок 3 – Вещественный состав жидких продуктов, образующихся при крекинге тяжелой нефти в отсутствии и присутствии НРП Ni (20 нм):
1) масла; 2) смолы; 3) асфальтены
– 7,9 и 16,5 %, соответственно. По-видимому, в процессе термолиза наблюдается частичная деструкция смол и асфальтенов с отрывом боковых цепочек от ароматических колец их конденсированных структур. В продуктах термического крекинга нефти с добавкой нанопорошка Ni значительно уменьшается содержание смол и асфальтенов и увеличивается количество масел, что связано, по-видимому, с высокой дегидрирующей и крекирующей активностью НРП никеля, а также небольшое количество высокомолекулярных соединений превращается в кокс (~5 %).
Прямогонная бензиновая фракция исходной нефти и бензиновые фракции продуктов ее термокрекинга без добавки и с добавкой НРП Ni существенно отличаются по углеводородному составу (рис. 4).
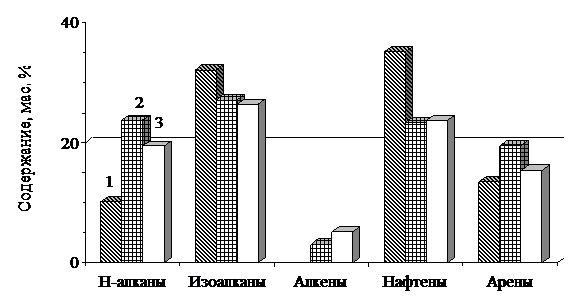
Рисунок 4 – Групповой углеводородный состав прямогонной бензиновой фракции (н. к.-180 °С) исходной нефти (1) и бензиновых фракций (н. к.-180 °С) продукта термокрекинга нефти без добавки (2) и с добавкой НРП Ni (3)
В полученных бензиновых фракциях крекинга нефти содержится больше н-алканов и ароматических углеводородов, а также присутствуют алкены, и меньше концентрация изоалканов и нафтенов. Октановые числа бензиновых фракций продуктов термокрекинга нефти без добавки и с добавкой НРП Ni составляют соответственно 71 и 72, что на 6-7 пунктов выше, чем прямогонной бензиновой фракции исходной нефти. Особенности превращения углеводородов нефти при термическом и каталитическом крекинге приводят к образованию бензинов, различающихся по содержанию углеводородов различных классов. В бензине продукта термолиза нефти содержатся большие количества алканов нормального строения и аренов, и несколько меньше – алкенов и нафтенов, чем в бензине жидкого продукта термокрекинга нефти с добавкой НРП Ni. При термокрекинге нефти в присутствии нанопорошка Ni основными реакциями являются крекинг и дегидрирование углеводородов, а при термолизе – разрыв связи С–С и поликонденсация.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
