

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Деталь корпус является телом вращения. Обработка поверхностей производится с разных сторон и в разных технологических системах. Поэтому необходимо выбрать несколько комплектов технологических баз.
Первый комплект. Для токарной обработки поверхности 3 и поверхности 4 в качестве технологических баз принимаем ось детали, которую реализуем ось поверхности 22 (технологическая двойная опорная база) и торец заготовки 1 (технологическая установочная база). Схема базирования не полная, так как заготовка симметричная. Схема базирования заготовки в приспособлении представлена ниже на рисунке.

Рисунок 2. Схема базирования заготовки для токарной обработки поверхности 3 и поверхности 4.
Второй комплект. Для сверления поверхности 22. В качестве технологических баз принимаем ось заготовки (технологическая двойная опорная база), реализуемая поверхностью 22 и торец 1 (технологическая установочная база). Схема базирования не полная, так как заготовка симметричная. Схема базирования заготовки в центрах представлена на рисунке ниже.
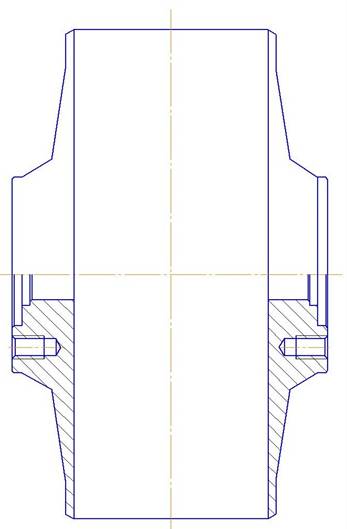
Рисунок 4. Схема базирования для сверления поверхности 22.
Третий комплект. Для обработки восьми резьбовых отверстий М12-6Н. В качестве технологических баз принимаем отверстие 9 (технологическая двойная опорная база) и торец 1 (технологическая установочная база). Схема базирования не полная, так как заготовка симметричная относительно своей оси. Схема базирования заготовки в приспособлении представлена на рисунке ниже.
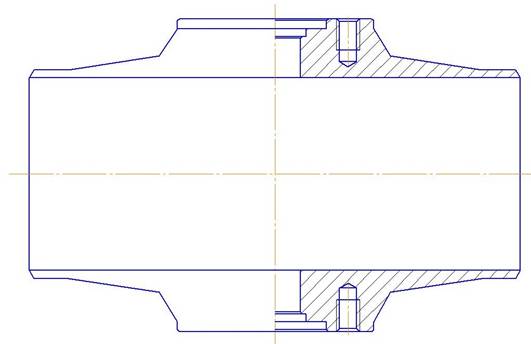
Рисунок 5. Схема базирования заготовки для обработки отверстий М12.
2.5.3.Разработка маршрута заготовки. Выбор типа и определение технологических характеристик оборудования, приспособлений, режущего, вспомогательного и мерительного инструмента.
Так как обработка детали происходит в условиях массового производства, то целесообразно применение универсальных и станков с числовым программным управлением (ЧПУ). Поэтому с учетом выбранных методов обработки и типа производства принимаем следующее оборудование для обработки «Корпуса»:
1.Токарно-винторезный станок 1М65;
2.ИС-800 ПМФ4;
3.Слесарный верстак.
Станок токарно-винторезный 1М65 используется при выполнении различных токарных работ, таких как точение конусов и нарезание резьбы. Преимущества: Высокая мощность привода и жесткость станка; Широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Техническая характеристика станки 1М65:
Наибольший диаметр заготовки устанавливаемой и обрабатываемой, мм | |
Над суппортом, мм | 650 |
Над выемкой в станине, мм | 1400, 1000, 3000, 5000 |
Наибольшая длина обрабатываемой заготовки, мм | 6000, 8000, 12000 |
Длина выемки в станине от зеркала патрона, мм | 390 |
Размер конца шпинделя передней бабки по DIN | 2-15м |
Диаметр цилиндрического отверстия в шпинделе, мм | 128 |
Пределы частот вращения шпинделя, об/мин | 5-500 |
Пределы рабочих подач, мм/об | |
Продольных, мм/об | 0,06-2,42 (0,6-19,36) |
Поперечных, мм/об | 0,022-0,88 (0,022-7,04) |
Резцовых салазок, мм/об | 0,022-0,88 (0,022-7,04) |
Пределы шагов нарезаемой резьбы | |
Метрическая, мм | 1-96 |
Дюймовая, ниток/дюйм | 24-0,25 |
Модульная, модуль | 0,5-24 |
Питчевая, питч диаметр | 96-1 |
Ускоренное перемещение суппорта, мм/мин | |
Продольное, мм/мин | 3 |
Поперечное, мм/мин | 1 |
Мощность главного привода, кВт | 15 |
Наибольший вес обрабатываемой детали в центрах, кг | 10000, 8000 |
Мощность главного привода | 22, 9850, 12800, 15750 |
Масса, кг | 16140, 17730, 20300, 23500 |
Габариты | |
Длина, мм | 4100, 6140, 8180, 9190, 11380, 13210, 15210 |
Ширина, мм | 22000 |
Высота, мм | 1770, 1880 |
Техническая характеристика ИС-800 ПМФ4
Программируемые перемещения | |
Ось X (стол поперечно), мм | 1000 |
Ось Y (шпиндельная бабка вертикально), мм | 1000 |
Ось Z (стойка продольно), мм | 800 |
Ось β (поворотный стол), дискретность позиционная | 30 |
Шпиндель | |
Частота вращения шпинделя, об/мин | 8…4500 |
Конус для крепления инструмента в шпинделе | ISO50 |
Мощность электродвигателя привода вращения шпинделя, кВт | 22 |
Крутящий момент на шпинделе, Нм | 900 |
Привода подач | |
Диапазон рабочих подач по осям X, Y, Z, мм/мин | 1…6000 |
Диапазон рабочих подач по оси β, град/мин | ― |
Ускоренные перемещения по осям X, Y, Z, мм/мин | 15000 |
Ускоренные перемещения по оси β, мин-1 | 10 |
Устройство АСИ, грузоподъемность столов-спутников, габариты и масса | |
Емкость инструментального магазина, штук | 40, 64, 100 |
Длина инструмента, мм | 400 |
Наибольшая масса инструмента, кг | 25 |
Наибольший диаметр инструмента | |
С пропуском гнезд | 315 |
Без пропуска гнезд | 125 |
Среднее время смены инструмента «от реза до реза», сек | 20 |
Размеры рабочей поверхности столов-спутников, мм | 800×800 |
Емкость накопителя столов-спутников, штук | 2(6) |
Грузоподъемность слов спутников, кг | 2000 |
Габаритные размеры стола | |
Длина, мм | 6150 |
Ширина, мм | 5750 |
Высота, мм | 4000 |
Общая масса станка, кг | 16925 |
В связи с достаточно простой формой детали используем в основном универсальные приспособления для установки и закрепления детали. Для токарной обработки принимаем четырех кулачковый патрон. Для сверлильной операции требуется специальное приспособление.
Для точения используем токарные с пластинками из твердых сплавов с механическим креплением фирмы Coro Key. Для обработки отверстий – сверла Ø26, Ø12, метчик М12. Для контроля размеров выполняемых по 14 квалитету используем штангенциркули ШЦ-III-250-0,05 гост166-89, для более точных диаметров принимаем микрометр, нутрометр, для резьбовых отверстий - резьбовые пробки. Для контроля шероховатости – образцы шероховатости ГОСТ9378-93. Вспомогательный инструмент – ключ гаечный, ключ торцовый.
2.6.Разработка операционного технологического процесса.
2.6.1.Формирование структуры операций.
Сформируем операции механической обработки с учетом определенных ранее технологических баз, принятых методов обработки поверхностей и выбранного оборудования.
На первой операции на токарно-винторезном станке производим полную токарную обработку наружных поверхностей и отверстий детали (операция 005). Далее производим обработку на ИС-800 ПМФ4 (операция 010). Завершающей операцией механообработки станет контрольная операция 015.
Окончательно получаем следующий маршрут обработки заготовки:
005 | Контроль ОТК |
Площадка-накопитель заготовок | |
010 | Перемещение |
Кран мостовой электрический | |
015 | Токарно-винторезная |
Токарно-винторезный станок 1М65 | |
020 | Токарно-винторезная |
Токарно-винторезный станок 1М65 | |
025 | Контроль ОТК |
030 | Перемещение |
Кран мостовой электрический | |
035 | Фрезерно-сверлильно-расточная |
ИС-800 ПМФ4 | |
040 | Контроль ОТК |
045 | Перемещение |
Кран мостовой электрический | |
050 | Маркирование |
Слесарный верстак | |
055 | Контроль ОТК |
Стол контролера ОТК |
Сформулируем структуру операций выполняемых на металлорежущем оборудовании:

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
