
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Работа формовочных линий основана на конвейерной схеме организации производства со специализацией постов по видам работ - подготовительные (чистка, смазка, установка арматурных каркасов и закладных деталей), бетонирование, одно - или двухстадийная тепловая обработка, распалубка. В качестве теплоносителя используются пар (Вологда, Кременчуг, Новолукомль, Хабаровск) и электроэнергия (Краснодар, Минск). В качестве внутренней опалубки на всех заводах применяются жесткие сварные сердечники, имеющие минимальные распалубочные уклоны. Выпрессовка сердечников выполняется на специальных постах формовочных линий гидравлическими или механическими домкратами.
Объемные блоки собирают и комплектуют на стационарных постах, оборудованных сборочными кондукторами и приспособлениями (Вологда, Кременчуг, Новолукомль), на специальных сборочных конвейерах (Хабаровск), на первых постах отделочных конвейеров (Краснодар, Минск). Ниже рассматриваются технологические решения на головных заводах, выпускающих железобетонные изделия для объемно-блочного домостроения.
На Минском заводе ОБД впервые в отечественной практике освоено производство тонкостенных объемных блоков типа "колпак". Главный производственный корпус завода размещен в пяти пролетах по 18 м длиной 120 м каждый (рис. 10.4).
Рис. 10.4 – План главного корпуса завода ОБД Минского ДСК-3: I - формование колпаков; II - подготовка сердечника; III - сборка и отделка объемных блоков; IV - складирование столярных изделий; V - бытовые помещения; VI - сборка сантехдеталей; VII - заготовка материалов для полов; VIII - РММ; IX - складирование и заготовка фибролита; X - арматурный цех; XI - формование добора; 1 - формовочная установка ТАГ-4; 2 - камера термосного выдерживания; 3 - распалубка сердечников; 4 - передаточная тележка; 5 - бетоноукладчик; 6 - кондуктор сборки пространственных арматурных каркасов; 7 - конвейер сборки и отделки объемных блоков; 8 - виброплощадки; 9 - формы лестничных маршей; 10 - штабеля плит пола.
Объемные блоки формуют на четырех технологических линиях, из которых две линии предназначены для формования "колпаков", на следующих двух линиях осуществляется формование соответственно пола и доборных изделий. Формование блоков типа "колпак" осуществляется в торцах шести пролетов но двум технологическим потокам, каждый из которых включает участок подготовки и комплектации сердечников, семь формовочных установок ТАГ4 с семью камерами термосного выдерживания и пост выпрессовки сердечников.
Изготовление объемных блоков осуществляется следующим образом. Собранный в кондукторе пространственный арматурным каркас переносится мостовым краном и устанавливается на очищенный и смазанный сердечник, который по рельсовому пути с помощью цепных толкателей перемещается на самоходную передаточную тележку, транспортирующую его к одной из семи формовочных установок ТАГ-4. Рабочие поверхности наружных щитов установки должны быть тщательно очищены и смазаны. После этого в установку подается сердечник, укомплектованный арматурным каркасом и закладными деталями. Кроме того, на сердечнике закреплены плиты цементного фибролита, который служит утеплителем наружной стены. Затем щиты формовочной установки перемещаются в рабочее положение и соединяются по углам клиновыми замками.
Бетонная смесь к формовочной установке подается самоходным бетоноукладчиком, который укладывает ее в вертикальные формовочные полости стен. Уплотнение бетонной смеси осуществляется вибраторами, закрепленными на наружных щитах. Отформованный блок накрывают теплоизоляционным щитом и включают теплоэлектронагреватели, размешенные в сердечнике. Длительность предварительного прогрева составляет 4...6 ч, после чего раскрывают наружные щиты, а сердечник с "колпаком" на транспортной тележке направляют в камеру термосного выдерживания, где происходит дальнейший набор прочности бетона отформованного изделия до приобретения отпускной прочности. Затем "колпак" подается на пост выпрессовки сердечника, откуда распалубленное изделие мостовым краном подается либо на один из двух конвейеров отделки, либо на передаточную тележку, которая транспортирует блок к отдельным конвейерам. Сборка и комплектация объемных блоков производится на первых постах отделочных конвейеров.
Производство ребристых плит пола, элементов кровли и других доборных изделий предусмотрено на двух агрегатно-поточных линиях. Формование изделий производится на виброплощадках, а тепловая обработка осуществляется в ямных камерах, оборудованных ТЭНами.
Отделка объемных блоков производится на шести конвейерах, из которых один предназначен для отделки малых компактных блоков, три - для отделки больших компактных блоков и два - для сборки и отделки санитарно-технических и лестничных блоков.
Объемные блоки полной заводской готовности с конвейеров подаются на открытый склад готовой продукции, расположенный в торце главного производственного корпуса (см. рис. 10.4).
Главный производственный корпус Краснодарского завода ОБД имеет пять 24-метровых пролетов длиной 168 м (рис. 10.5). Формование объемных блоков типа "лежащий стакан" осуществляется на двух технологических линиях, работающих по агрегатно-поточной схеме с элементами конвейеризации. Каждая линия имеет четыре формовочных установки типа ФМ-5, передаточную тележку с толкателем, туннельную пропарочную камеру, устройство для выпрессовки сердечников, конвейер подготовки поддонов и сердечника, два кондуктора для сборки пространственных арматурных каркасов и два поста комплектации сердечников.
По принятой на Краснодарском заводе технологии формование объемных блоков осуществляется следующим образом. Поддон с установленным на нем сердечником, укомплектованным арматурным каркасом, подается самоходной передаточной тележкой с толкателем в предварительно очищенную и смазанную формующую установку. После перевода наружных щитов в рабочее положение и их закрепления начинают бетонирование пола и балкона, заливая керамзитобетонную смесь подвижностью около 22 см через формовочную полость одной из продольных стен. Затем последовательно бетонируют стены блока и формуют плиту потолка. Для уплотнения бетонной смеси на наружных щитах установлены вибраторы. Отформованный объемный блок подвергается двух стадийной тепловой обработке. В установке производят предварительный прогрев блока через сердечник, в который вмонтированы теплоэлектронагреватели. Затем раскрывают наружные щиты и поддон с сердечником и блоком перемещают на передаточной тележке в туннельную камеру, где осуществляется вторая стадия прогрева блока с помощью ТЭНов.
Рис. 10.5 – План главного производственного корпуса Краснодарского завода ОБД: I - формование "лежащих стаканов"; II - туннельные камеры; III подготовка сердечников; IV - БСУ; V - формование наружных стен; VI - формование добора; VII - арматурный цех; VIII - РММ; IX - отделка блоков; 1 - формовочные установки; 2 - передаточная тележка; 3 - пост выпрессовки сердечников; 4 - пост чистки поддона; 5 - пост установки арматурного каркаса пола; 6 - пост комплектования сердечников; 7-10 - отделочные конвейеры; 11 ямные камеры; 12 - виброплощадка; 13 - конвейер формования наружных стен; 14 - семиярусная щелевая камера тепловой обработки; 15 - самоходные тележки.
После выхода из туннельной камеры с помощью передаточной тележки сердечник с блоком подают на пост выпрессовки, мостовым краном снимают с поддона отформованный блок и устанавливают его на пост сборки.
Панели наружных стен изготовляют на горизонтально замкнутой конвейерной линии, состоящей из десяти постов и семищелевой камеры прогрева, оборудованной ТЭНами. Устройство этой линии и технология изготовления аналогичны принятым на типовых заводах крупнопанельного домостроения. Доборные железобетонные изделия формуют по агрегатно-поточной технологии с последующим пропариванисм в ямных камерах.
Сборку объемных блоков осуществляют на специальных стендах, где на блок "лежащий стакан" навешивают панель наружной стены, заделывают стыки, а также выполняют другие операции.
Отделку бетонных блоков осуществляют на восьми конвейерных линиях, специализированных по видам блоков. Для отделки объемных блоков с помещениями комнат в пролетах № 3 и 4 размещены три конвейера с восьмью постами каждый. Отделка объемных блоков с санитарно-техническими узлами выполняется в пролете №5 на двух конвейерах по 16 постов каждый. В зтом же пролете размещено два конвейера по девять постов каждый, на которых выполняют отделку объемных блоков помещений кухонь. Для отделки объемных блоков шахт лифта в пролете № 3 размещен конвейер на пять постов. В каждом пролете над одним из конвейеров имеется линия возврата транспортных тележек. Отделанные объемные блоки поступают на закрытый склад готовой продукции.
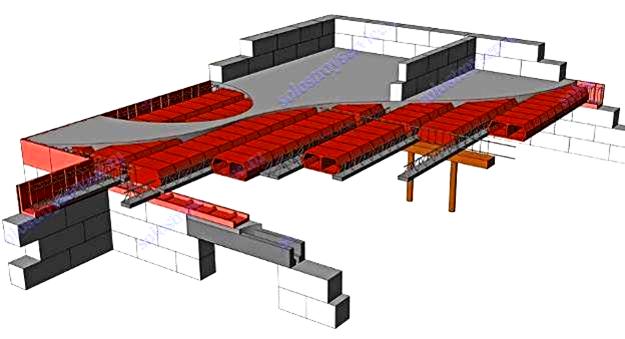
Главный производственный корпус Вологодского завода ОБД состоит из четырех продольных пролетов 18x168 м и двух поперечных пролетов 18х144 м (рис. 10.6). В продольных пролетах главного корпуса размещены технологические линии формования объемных блоков типа "колпак" и линии их отделки, а в поперечных пролетах находятся вспомогательные цехи, ремонтные и комплектующие участки с площадками для хранения материалов и др.
Рис. 10.6 – План главного производственного корпуса завода ОБД размером 268,4х168 м.: 1 – формование "колпаков" на установке УФБЦ-1; 2- тепловая обработка "колпаков"; 3- подготовка сердечников; 4- переналадка форм; 5- формование добора; 6- формование плит пола; 7-формование наружных стен; 8- арматурный цех; 9- РМЦ; 10- мастерская санитарно-технических и электромонтажных заготовок; 11- склад металла; 12- материальный склад; 13- сборка блоков; 14- отделка блоков; 15- материальный склад; 16- закрытый склад блоков; 17- формовочная установка; 18- пост формования потолка; 19- пост подготовки форм; 20- пост распалубки; 21- передаточная тележка; 22- зона формования блоков типа "лежачий стакан" на установке ФМ-4
Изготовление объемных блоков осуществляется в такой последовательности. Сначала на посту № 3 технологической линии осуществляют подготовку наружных щитов; на посту № 2 в форму устанавливают сердечпик. укомплектованный арматурой и просмообразователями, затем наружные щиты переводят в вертикальное положение и так фиксируют с помощью замков. Наружные щиты и сердечник, смонтированные на транспортной тележке в виде передвижной формы, перемещают на пост № 1, где находится универсальная формовочная установка УМБЦ-1. Она имеет бункерное устройство, смонтированное на опорной раме, площадку для обслуживания с пультом управления и платформу с подъемником. Скомплектованную форму толкателем по рельсовому пути перемещают на подъемную платформу и фиксируют на ней. С помощью привода формующие бункера устанавливают в рабочее положение. Платформу с сердечником перемещают вверх до требуемого уровня. Специальное раздаточное устройство осуществляет загрузку бункеров бетонной смесью. После их заполнения включают вибровалы и начинают опускать сердечник. В нижнем положении, когда платформа с сердечником займет исходную позицию, остатки бетонной смеси выгружают на потолочную поверхность сердечника и поднимают формовочные бункера, после чего отсоединяют сердечник от подъемной платформы. Форму толкателем перемещают на следующий пост, где бетонируют потолок блока; затем форму с блоком перемещают на передаточной тележке в соседний пролет и подают на одну из ветвей конвейера тепловой обработки (см. рис. 10.6).
На первом посту конвейера тепловой обработки форму с отформованным блоком накрывают теплоизолирующим щитом и начинают прогрев изделия за счет пуска пара в сердечник. Затем при перемещении формы в течение 7,5 ч от поста к посту изделие проходит весь цикл тепловой обработки, после чего форма с изделием с помощью другой передаточной тележки возвращается на пост №3 в формовочном пролете. Здесь осуществляют распалубку, раскрывают наружные щиты, а изделие на сердечнике краном извлекают из формы и устанавливают на пост. Затем осуществляют вылрессовку сердечника и "колпак" передают на посты сборки объемных блоков.
Однослойные керамзитобетонные панели наружных стен и ребристые плиты пола формуют на заводе по принятой технологии. Перегородки, лестничные марши и другие доборные изделия формуют в кассетных формах и на агрегата о-поточной линии.
Сборку объемных блоков осуществляют на специальных постах. Одна половина постов размещается рядом с участком распалубки сердечников, а другая половина находится в соседнем пролете, куда "колпаки" поступают с помощью транспортной тележки, соединяющей все четыре формовочных пролета главного корпуса и осуществляющей подачу комплектующих деталей объемного блока к постам сборки. Собранные объемные блоки помещают на отделочные конвейеры. В каждом формовочном пролете размещены два таких конвейера, имеющих по девять постов. После отделки объемные блоки направляются в закрытый склад готовой продукции, который представляет собой два поперечных пролета 18х168 м, где готовые блоки хранятся до момента отгрузки на строительство жилого дома.
10.3 Формование объемных блоков на специальных установках
Формование объемных блоков на установке ФМ-4 производят на краснодарском ОБД. На этой установке формуют пятистенные объемные блоки типа «лежащий стакан». Формование объемных блоков включает следующие основные операции (рис. 10.7): подготовку формовочной установки, укладку и виброуплотнение бетонной смеси, распалубку изделий. Завод оборудован восемью формовочными установками ФМ-4 и выпускает до 20 объемных блоков в сутки.
Рис. 10.7. Схема формования объемного блока на установке ФМ-4: а — очистка и смазка формы, установка арматурного каркаса: б — ввод сердечника в форму, установка наружных щитов в рабочее положение; в — бетонирование плит пола, стен и потолка; г — тепловая обработка; д — распалубка сердечника, продолжение тепловой обработки; е — раскрытие наружных щитов, съем отформованного блока; 1 — подвижный поддон; 2 — съемный поддон; 3 — продольный щит; 4 — гидросистема открывания; 5 — поперечный щит; 6 — арматурный каркас; 7 — жесткий сердечник; 8 — устройство для вывода сердечника; 9 — виброщит потолка; 10 — вибраторы;11 — объемный блок.
Установка состоит из перемещаемого поддона, продольных боковых и торцового бортов, потолочного щита с вибраторами и цельносварного сердечника, а также системы управления гидроцилиндрами. Подготовка установки к формованию включает очистку и смазку бортов, поддона и сердечника; с помощью роликового конвейера в установку помещают поддон и сердечник, арматурный каркас, укрепляют короб и вкладыши, после чего закрывают борта.
Формуют блоки из литой бетонной смеси подвижностью 22 с.
Тепловую обработку блоков производят теплоэлектронагревателями в две стадии: сначала керамзитобетонную смесь прогревают в сердечнике формующей установки в процессе формования и выдерживают 4,5 ч, затем в туннельной камере в течение 3—4 ч, которая обеспечивает получение распалубочной прочности.
Широкую номенклатуру изделий формуют на установке УФБЦ-1. Она представляет собой механизированный бетоноукладчик, укладывающий и уплотняющий бетонную смесь по периметру блока. Установка УФБЦ-1 (рис. 10.8) включает бункерное устройство (четыре бункера), расположенное по периметру блока, площадку с пультом управления и платформу с подъемником; а также формы на тележках, перемещаемые по всем постам конвейерной линии.
Рис. 10.8 – Схема формования блока на установке УФБЦ-1: а — подача формы на пост бетонирования и ее фиксация; б — подъем сердечника; в — заполнение формующих бункеров бетонной смесью; е — бетонирование степ блока и опускание сердечника; д — подъем формующих бункеров, перемещение формы на пост бетонирования потолка; 1 — тележка; 2 — сердечник; 3 — бункер; 4 — подвижная платформа; 5 — гидроподъемник; 6 — направляющие; 7 — арматурный каркас; 8 — форма для наружных щитов.
Каждый формующий бункер имеет свой привод для перемещения на необходимую позицию; на наружной стороне бункера установлены вибраторы. Формуют объемные блоки в металлических формах, состоящих из наружных щитов и коробчатого сердечника, смонтированных на транспортной тележке. Объемные блоки формуют размером до 3,6x6 м. Собранную форму толкатель передает на платформу установки. Бункер загружают бетонной смесью и включают вибраторы, одновременно опускают сердечник. После формования стеновой части формы остаток бетонной смеси выгружают на потолочную поверхность сердечника, затем форму толкателем перемещают на другой пост, где бетонируют потолочную плиту блока. Отформованный блок передаточной тележкой направляют в камеру тепловой обработки.
Санитарно-технические кабины производят на установках СМЖ-340 или СМЖ-341 в зависимости от их длины. Указанные установки аналогичны по конструкции и состоят из унифицированной виброплощадки, выпрессовочной рамы, вибровкладышей, наружной опалубки и электрооборудования. Виброплощадка состоит из вибрационной и опорной рам, гидропривода и синхронизирующего вала. В нижней части вибрационной рамы установлены вибраторы. Для образования внутренней полости в формуемом изделии используют вибровкладыши, которые устанавливают на виброплощадке. Наружная опалубка установлена шарнирно на выпрессовочной раме и предназначена для образования наружного контура блока.
Лекция № 11 – СБОРНО-МОНОЛИТНЫЕ ИЗДЕЛИЯ И КОНСТРУКЦИИ
Широкое применение бетона и железобетона в современном строительстве обусловлено их высокими физико-механическими показателями, долговечностью, хорошей сопротивляемостью температурным и влажностным воздействиям, возможностью получения заданных конструкций сравнительно простыми технологическими методами, использованием в основном (кроме стали) местных материалов и сравнительно невысокой стоимостью. Благодаря этим качествам производство бетона в мире достигает 2 млрд. м3, что намного превосходит производство других видов промышленной продукции и строительных материалов.
По способу выполнения бетонные и железобетонные конструкции подразделяют на монолитные, сборные и сборно-монолитные.
Монолитные конструкции возводят на строящемся объекте в проектном положении (рис. 11.1).
б) а)

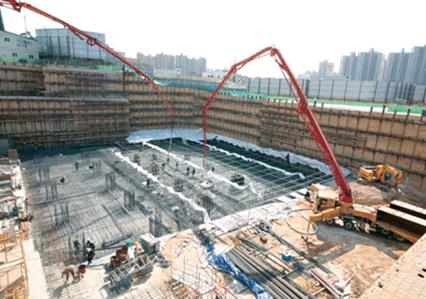
Рис. 11.1 – Строительство монолитных конструкций: а – строительство монолитной плиты с использованием бадьи; б – строительство фундаментной плиты с использованием бетоноукладчиков
Сборные конструкции изготовляют заблаговременно на заводах, комбинатах и полигонах, доставляют на строящийся объект и монтируют в готовом виде (рис. 11.2).
| Рис. 11.2 – Строительство здания с использованием сборных железобетонных конструкций |

В сборно-монолитных конструкциях сборную часть производят на заводах и полигонах, транспортируют и устанавливают на объекте, затем бетонируют монолитную часть этой конструкции в проектном положении (рис. 11.3).
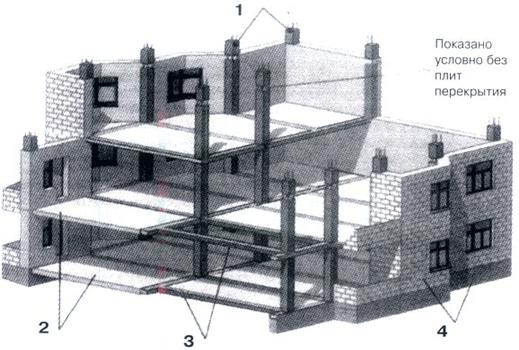
Рис 11.3 – Конструкция каркасного сборно-монолитного здания:
1 – колонна сборная железобетонная; 2 – плиты ЖБ;
3 – монолитные ригели; 4 – облицовка
Комплексный процесс возведения монолитных и сборно-монолитных конструкций включает:
- заготовительные процессы по изготовлению элементов опалубки и опалубочных форм, арматуры и приготовлению бетонной смеси в заводских условиях и на полигонах, в специализированных цехах и мастерских;
- транспортные процессы по доставке опалубки, а также сорных деталей (ЖБИ), арматуры и бетонной смеси к месту производства работ;
- основные процессы (выполняемые непосредственно на строительной площадке) по установке опалубки, сборных железобетонных элементов и арматуры в проектное положение, укладке и уплотнению бетонной смеси, уходу за бетоном в процессе его твердения, натяжению арматуры (при бетонировании монолитных предварительно-напряженных конструкций), распалубке (демонтаже) конструкций опалубки после достижения бетоном требуемой прочности.
Монолитный железобетон позволяет создавать разнообразные архитектурные формы и конструктивные решения зданий и сооружений, не ограниченные сборными типоразмерами изделий.
Монолитные конструкции сооружают в основном из тяжелого бетона или легкого бетона на пористых заполнителях.
Арматуру, как правило, изготовляют в арматурно-сварочных цехах или на заводе в виде укрупненных элементов - сварных сеток и блоков-каркасов.
Бетонную смесь транспортируют к месту укладки так, чтобы она не расслаивалась и не изменяла свой состав, вследствие попадания атмосферных осадков или чрезмерного испарения воды при действии ветра и солнечных лучей.
Из монолитного железобетона возводят цельномонолитные дома с преимущественным использованием бетонов на пористых заполнителях и сборно-монолитные дома, в том числе дома с монолитными поперечными стенами и перекрытиями и сборными панелями наружных стен, здания с железобетонным каркасом, с монолитными диафрагмами и ядрами жесткости и т. д.
Сборно-монолитный железобетон, как было сказано выше, представляет собой сочетание сборных железобетонных элементов с монолитным бетоном (бетоном омоноличивания). После затвердения монолитного бетона сборно-монолитная конструкция работает как единое целое.
В случаях реконструкции и строительно-восстановительных работ необходимо обеспечить надежное сцепление нового и старого бетонов. Старым называют сборные элементы, а новым — монолитный бетон (рис. 11.4). Преимущество сборно-монолитного железобетона состоит в том, что он не требует специальной опалубки, его стоимость ниже. Сборные элементы (колонны, балки, фермы) обычно являются предварительно напряженными. В новом (монолитном) бетоне в опорных участках устанавливают арматуру, что обеспечивает неразъемность соединений элементов.
Рис. 11.4 – Сборно-монолитное перекрытие: 1- сборные элементы (старый бетон); 2 - монолитный бетон (новый бетон) |
|
Конструктивное сочетание сборных элементов и монолитного бетона во многих случаях является экономически выгодным, так как сборно-монолитные конструкции, объединяя достоинства тех и других, лишены некоторых их недостатков. Для возведения сборно-монолитных конструкций в отличие от монолитных не требуется специальной опалубки, подмостей и лесов (рис. 11.5). Поэтому монолитный бетон сборно-монолитных конструкций дешевле бетона монолитных конструкций, а также пропаренного бетона сборных элементов. В сборных элементах сборно-монолитных конструкций весьма эффективно применение предварительно напряженной высокопрочной арматуры. Установкой дополнительной арматуры в опорных участках монолитного бетона легко обеспечивается неразрезность соединительных элементов.
сборные армированные железобетонные балки сборные пустотелые керамзитобетонные блоки
![]()


|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
