
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Для заделки трещин и дефектов в глубине конструкции применяют нагнетание в них специальных составов. При значительных размерах дефектов используют составы на неорганических веществах: высокопрочном или тампонажном цементе, жидком стекле и др. Для залечивания более мелких дефектов широко применяют составы на основе полимеров. В зависимости от размеров дефектов и их состояния (сухие или влажные) используют различные составы (табл. 13.1).
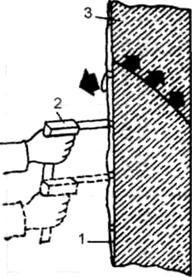
Для ремонта используют специальное оборудование и технологию (рис. 13.6). На поверхность конструкции в местах ремонта наносят поверхностное герметизирующее покрытие, оставляя в нем отверстия для подачи пропитывающего состава. Затем с помощью специальных устройств через эти отверстия в бетон нагнетают пропитывающий состав.
В одних устройствах смола и отвердитель смешиваются непосредственно в смесительной головке, в других производят предварительное смешивание компонентов в специальных смесителях и затем через рабочую головку нагнетают готовую смесь в бетон под значительным давлением. Применяют составы со скоростью затвердевания от 10 мин до нескольких часов и прочностью 20 ... 120 МПа в зависимости от условий ремонта и требований, предъявляемых к прочности конструкции.
Таблица 13.1 – Композиции для ремонта бетонных и железобетонных конструкций

Рис. 13.6 - Ремонт трещин и неплотностей в бетонных и железобетонных конструкциях: 1 - поверхностное герметизирующее покрытие с отверстиями для подачи пропитывающего состава; 2 - смесительная головка; 3 - бетонная конструкция |
|
В современных условиях все большее применение для ремонта находят композиции на основе полимерных связующих, свойства которых можно изменять в широких пределах. Для этого в их состав вводят различные вещества, изменяют соотношения между составными частями композиции. Одни вещества способствуют ускорению или замедлению затвердевания композиции, другие - пластифицируют смесь, улучшают ее адгезию к бетону, третьи - задерживают старение и т. д. В табл. 13.1 приведены примеры полимерных композиций, применяемых при ремонте железобетонных конструкций.
При повреждении арматуры в каждом конкретном случае должны разрабатываться специальные предложения по ремонту, учитывающие назначение конструкции, характер повреждения, условия ремонта. После восстановления арматуры или ее замены проводят бетонирование защитных слоев бетона и при необходимости осуществляют меры по улучшению структуры и свойств отремонтированных участков конструкции рассмотренными выше способами.
Ремонт и усиление бетонных и железобетонных конструкций позволяет продлить срок их службы при сравнительно небольших затратах ресурсов, а также осуществлять реставрацию и санацию зданий и сооружений.
Лекция № 14 – КОНТРОЛЬ И УПРАВЛЕНИЕ КАЧЕСТВОМ
ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ ИЗ БЕТОНА, ЖЕЛЕЗОБЕТОНА И ДРУГИХ МАТЕРИАЛОВ
Вопросы:
14.1 Организация контроля качества при производстве бетона и ЖБИ;
14.2 Неразрушающие методы контроля качества бетона;
14.3 Контроль за деформациями бетона
14.1 Организация контроля качества при производстве
бетона и ЖБИ
Постоянно действующий производственный контроль является гарантией получения изделий и конструкций высокого качества. Производственный контроль должен охватывать все стадии технологического процесса. Он включает в себя входной, операционный и приемочный контроль. В табл 14.1 представлена организация контроля производства и качества железобетонных изделий. В ГОСТ 13015.1-80 установлены правила приемки сборных конструкций по показателям их качества по данным входного, операционного и приемочного контроля. К входному контролю относится контроль качества материалов для приготовления бетона, арматурных изделий отделочных, теплоизоляционных и смазочных материалов; к операционному - контроль состава и свойств бетонной смеси, контроль за технологическим процессом изготовления железобетонных изделии, контроль соответствия требованиям технологической документации; к приемочному - контроль всех нормируемых качественных показателей затвердевшего бетона.
Таблица 14.1 – Организация контроля производства и качества железобетонных изделия
Контроль | Контролируемые параметры материалов, процессов н продукции | Исполнители |
Входной | Цемент: -вид, марка, наличие паспорта; -физико-механические свойства. | Отдел снабжения, Лаборатория |
Заполнители: -вид, наличие паспорта; -физико-механические свойства, Влажность. | Отдел снабжения, Лаборатория | |
Столь арматурная: -вид, класс, марка стали, наличие сертификатов; -физико-механические свойства. | Отдел снабжения, Лаборатория | |
Операционный | Изготовление бетонной смеси: -точность дозирования; -степень перемешивания; -удобоуклалывасмостъ. | Лаборатория, Работники БСЦ |
Изготовление арматурных изделий: -применение стали заданного класса и диаметра; -размеры изделий, испытание стали, режима сварки, прочности сварных соединений. | Лаборатория, ОТК и работники арматурного цеха | |
При формовании железобетонных изделий: -установка и фиксация арматурных изделий, натяжение арматуры; -степень уплотнения бетонной смеси, время и режим тепловлажностной обработки; -передаточная прочность бетона, режим отпуска натяжения арматуры | Лаборатория, ОТК и работник формовочного цеха | |
Приемочный | Отпуск изделий: -отпускная и марочная прочность бетона, -прочность, жесткость, трещиностойкость -приемка готовых изделий | Лаборатория, ОТК |
Для управления производством и качеством бетона используют вычислительную технику и автоматизированные системы управления.
Управление качеством бетона осуществляется на основе пооперационного контроля производства. Для его проведения используют экспресс-методы, позволяющие быстро оценить свойства материала или параметры процесса, разрабатываются специальные полуавтоматические и автоматические средства, а также используется выборочная проверка объектов контроля. Для оценки свойств цемента предложены рентгенографические и другие методы экспресс-анализа его минералогического состава и способы быстрого определения удельной поверхности цемента. По их результатам прогнозируется возможное влияние качества цемента на свойства приготовляемой бетонной смеси и бетона и при необходимости производятся изменения состава бетона и режима технологических операций. Необходимое быстродействие обеспечивается обработкой результатов на ЭВМ по специальной программе.
Качество заполнителя оценивают стандартными методами или по результатам его испытаний непосредственно в бетоне. Влажность заполнителя может определяться электрофизическими и радиационными методами. Влияние заполнителя на свойства бетонной смеси сравнительно просто можно установить по результатам испытания смеси: по ее сопротивлению перемешиванию или по оценке ее подвижности.
За изменением прочности бетона в процессе твердения можно следить по изменению показаний ультразвуковых приборов. Повышение прочности бетона связано с ростом количества новообразований цементного камня и увеличением его плотности, что приводит к повышению скорости прохождения ультразвука через бетон (рис. 14.1). Контроль прочности бетона производится стандартными методами. В процессе производства прочность бетона оценивают неразрушающими методами.
Рис. 14.1 – Изменение скорости ультразвука в процессе твердения бетона:
1 – в период затвердевания бетонной смеси;
2 – в период твердения бетона
При производстве железобетонных конструкций контролируются:
1) отпускная прочность бетона;
2) передаточная прочность бетона - для предварительно напряженных конструкции;
3) прочность бетона в установленном проектной документацией инструкции (при снятии несущей опалубки и т. д.);
4) прочность бетона в проектном возрасте - для сборных и монолитных конструкций.
Определение прочности бетона в партии производят на основе испытания контрольных образцов бетона или неразрушающими методами.
На заводах сборного железобетона постоянно должны проводиться мероприятия по повышению качества продукции и производиться ее аттестация. Особое внимание должно обращаться на узловые вопросы, определяющие качество изделий. Важное значение имеет состояние форм. Содержание форм в чистоте, систематическая проверка их состояния, использование доброкачественной смазки — все это способствует повышению качества продукции.
Распространенным дефектом железобетонных изделий является отклонение установленной арматуры и закладных деталей от проектного положения. В результате ухудшаются технические свойства изделия, затрудняется монтаж на строительной площадке. Поэтому необходимо предусматривать принудительную надежную фиксацию арматуры и закладных деталей в формах.
Решающее значение для качества и надежности сборного железобетона имеет качество бетона. На производстве необходимо проводить систематический контроль за состоянием дозаторов и бетоносмесителей, за соблюдением длительности перемешивания, применять такие способы транспортировки бетонной смеси, которые не приводят к ее расслаиванию.
При укладке бетонной смеси следует не допускать ее падения с большой высоты, применять смеси, технологические свойства которых соответствуют параметрам вибрационного или другого уплотняющего оборудования, систематически проверять амплитуду и частоту колебаний виброоборудования, так как его загрязнение, налипание на нем бетона могут привести к ухудшению его рабочих параметров.
В мероприятиях необходимо предусмотреть обеспечение хорошего качества поверхности изделия. При отсутствии специальных механизмов открытая поверхность бетона получается излишне шероховатой, особенно при применении слишком жесткой бетонной смеси. Это ухудшает внешний вид, часто приводит к нарушению заданной толщины изделий и увеличивает трудоемкость работ на строительстве.
Поэтому в технологии следует предусматривать соответствующие отделочные устройства и такую организацию производства, которая гарантировала бы хорошее качество открытой поверхности изделия. Для этого необходимо обеспечивать равномерное распределение бетонной смеси при ее укладке, эффективную вибрацию при уплотнении, применение пригруза или специальных заглаживающих устройств, виброрейки, вращающегося ролика, дисковой заглаживающей машины, шлифовальных кругов.
Для получения высокого качества поверхностей изделий, прилегающих к форме, следует хорошо очищать и смазывать формы, применять специальные смазки, пластифицировать бетон, использовать отделочные и подстилающие составы, обеспечивать хорошее соответствие между подвижностью бетонной смеси и параметрами вибрации, избегать применения слишком жестких бетонных смесей.
Необходимо предусматривать мероприятия, обеспечивающие сохранение высокого качества изделий после их изготовления. Бетон является хрупким материалом, поэтому при небрежном хранении и транспортировке в изделиях легко могут появиться дефекты - отколы углов и кромок, трещины и др. Во избежание этого следует содержать в порядке транспорт, складировать изделия с выполнением всех предупредительных мер - установкой специальных прокладок в соответствующих местах, применять при погрузке специальные захваты, использовать соответствующим образом оборудованные транспортные средства.
14.2 Неразрушающие методы контроля качества бетона
Для более полного контроля за качеством бетона в изделиях недостаточно обычных стандартных методов испытаний. Контрольные образцы, как бы точно ни соответствовало их изготовление условиям производства, имеют другие размеры, что сказывается на условиях их формования и твердения, и поэтому они оценивают свойства бетона в изделии лишь с определенной степенью приближения.
В настоящее время широко используют неразрушающие методы контроля прочности бетона, которые условно можно разделить на две группы: механические, или поверхностные, и физические. В механических методах поверхность изделия или образца подвергается определенному виду, как правило, механического воздействия, и о прочности бетона судят по сопротивлению, которое он оказывает этому воздействию. Физические методы основываются на оценке прочности бетона по скорости прохождения через него ультразвука или по регистрации колебаний и других физических величин, которое производится с помощью сложных физических приборов.
Построение тарировочных зависимостей. В неразрушающих методах контроль прочности бетона производится косвенным путем по определению степени его сопротивления механическому воздействию на поверхность изделия, по твердости, скорости прохождении звука, величине возбуждаемых при ударе колебаний и другим характеристикам, которые можно получить без разрушения изделия или образца. Для определения прочности бетона в этих случаях используют тарировочные зависимости, связывающие прочность бетона с показателями, получаемыми при данном методе испытания. Эти зависимости выявляются путем предварительных испытаний по выбранному методу и по стандарту и обычно для удобства пользования выражаются в виде графиков.
Для получения достоверных зависимостей и определения точности испытания необходимо провести не менее 50 предварительных опытов. По результатам испытаний устанавливают величину среднеквадратического отклонения s при определении прочности бетона по тарировочной кривой:
где ΔRi = RТi - Ri; RТi - предел прочности, полученный по тарировочной кривой; Ri(R1… Rп )- предел прочности, установленный для того же образца стандартными испытаниями.
В некоторых случаях представляет интерес определение прочности бетона на растяжение. По этой прочности можно судить о прочности бетона на сжатие, так как известно, что между ними существует ориентировочная зависимость
![]()
где kр - коэффициент, для обычного бетона kр ≈ 0,5; мелкозернистого kр ≈ 0,55.
Испытание на осевое растяжение очень трудоемко и требует специальных образцов, поэтому на практике часто пользуются упрощенным методом определения прочности бетона путем его раскалывания. В этом случае прочность на растяжение
![]()
где Р - разрушающая нагрузка, кН; а - сторона куба, см.
При испытании образцов раскалыванием необходимо прикладывать нагрузку в узких полосах сверху и снизу образца с помощью проволочек, стержней (рис. 14.2, а) или другого раскалывающего приспособления. Результат испытания в некоторой степени зависит от ширины полосы приложения нагрузки, например при диаметре стержня d = 14 мм Rр. р = 2,4 МПа, при d = 10 мм Rр. р = 2,2 МПа, при d = 2...5 мм Rр. р = 1,9 МПа. Определение Rр. р следует производить при минимальных диаметрах проволочки 2...5 мм. При испытаниях низкопрочного и легкого бетонов может оказаться невозможным применение проволоки очень малых диаметров, так как в этом случае наблюдается местное смятие бетона и проволока частично утапливается в поверхность образца. Если диаметр проволоки будет очень малым, то возможно почти полное ее вдавливание в бетон и тогда к растягивающим усилиям могут добавиться сжимающие усилия плит пресса, особенно если образец имеет недостаточно точные размеры и форму, поэтому диаметр проволоки надо выбирать таким образом, чтобы избежать подобного явления. Обычно диаметр 5 мм - оптимальный, и он обеспечивает достаточную точность результатов испытаний.
| Рис. 14.2 – Испытание бетонных образцов раскалыванием: а - приспособление для центрирования образца; б - определение прочности при растяжении и сжатии на одном образце; 1 - направляющие стержни: 2 - раскалывающие стержни; 3 - образец; 4 - положение образца при раскалывании; 5 - положение образца при сжатии. |
Ориентировочно оценить прочность бетона на сжатие и растяжение можно путем испытания одного образца. Для этого образец сначала раскалывают с помощью проволочек на специальном кондукторе для определения прочности на растяжение, затем половинки куба тщательно складывают, добиваясь их первоначального положения, и испытывают на сжатие (рис. 14.2, б). При этом плоскость раскола располагается перпендикулярно действующей нагрузке. Опыты показали, что при таком испытании предел прочности при сжатии в среднем составляет 0,95 предела прочности, полученного стандартными испытаниями.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
