
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Характеристика поверхности | Значение параметра Ra. мкм, не более | ||||
Индексирующие поверхности делительных и установочных устройств, например, поверхности делительных дисков, фиксаторов, упоров и т. п. | Точность фиксации, мкм | ||||
До 4 | 6 | 10 | 25 | 63 | Св. 63 |
0,1 | 0,2 | 0,4 | 0,8 | 1,6 | 3,2 |
Нерабочие торцевые поверхности зубчатых и червячных колес и звездочек | 3,2-12,5 | ||||
Нерабочие поверхности осей и валов | 6,3-12,5 | ||||
Канавки, фаски, выточки, зенковки, закругления и т. п. | 3,2-12,5 | ||||
Проходные отверстия под болты, винты, заклепки и т. п. | 25 | ||||
Болты и гайки чистые (кругом) | 3,2-12,5 | ||||
Болты и гайки получистые (в местах обработки) | 25 | ||||
Поверхности головок винтов | 3,2-12,5 | ||||
Опорные поверхности пружин сжатия | 12,5-25 | ||||
Кромки деталей под сварные швы | 50-100 | ||||
Подошвы станин, корпусов, лап | 12,5-25 | ||||
Поверхности деталей, устанавливаемых на бетонных, кирпичных и деревянных основаниях | 100 и выше | ||||
Несопрягаемые поверхности, влияющие на ударную и усталостную прочность | 0,2-0,4; полировать | ||||
Поверхности, влияющие на течение паров и газов | Исполнение | ||||
Особо точное | Обычное | ||||
0,2; полировать | 0,8-1,66 | ||||
Поверхности, влияющие на балансировку деталей | Номинальные диаметры, мм | ||||
До 180 | Св. 180 до 500 | Св. 500 | |||
1,6-3,2 | 6,3 | 12,5-25 | |||
Продолжение таблицы 58
Характеристика поверхности | Значение параметра Ra. мкм, не более |
Открытые (видимые при наружном осмотре) свободные поверхности | Прецизионные шкалы с оптическим отсчетом | 0,025-0,05 |
Шкалы нормальной точности | 0,8-1,6 | |
Лимбы | 0,8 | |
Поверхности выступающих частей быстро вращающихся деталей (концы и фланцы валов, шпинделей и т. п.) | 1,6-6,3 | |
Поверхности органов управления (рукоятки, ободы маховиков, штурвалы, стержни, кнопки и т. п.). Поверхности указателей, таблиц и другие поверхности, требующие отделки. | 0,4-1,6 с указанием полирования или покрытия | |
Поверхности, к которым предъявляются достаточно высокие требования в отношении внешнего вида | 6,3 | |
Открытые | Поверхности кронштейнов, муфт, ступиц, сальников, втулок и т. п., не соприкасающиеся с другими поверхностями | 6,3-12,5 |
Прочие поверхности | Мелких и средних деталей | 3,2-12,5 |
Крупных деталей | 6,3-25 | |
Закрытые (невидимые при наружном осмотре) свободные механически обработанные и необработанные поверхности | 25-100 и выше с указанием покрытия (при необходимости) |
Пример1. В чертеже зубчатого колеса силовой передачи со степенью точности 8-7-6-В и отверстием  назначить шероховатость поверхностей зубьев и отверстия. В соответствии с рекомендациями табл. 58 назначаем:
назначить шероховатость поверхностей зубьев и отверстия. В соответствии с рекомендациями табл. 58 назначаем:
· в отверстии ![]() мкм (как для посадочных поверхностей сменных деталей);
мкм (как для посадочных поверхностей сменных деталей);
· для боковых (рабочих) поверхностей зубьев ![]() мкм (учитывая, что передача силовая, принимаем шероховатость для указанной степени точности по контакту зубьев, т. е. по 6-й степени);
мкм (учитывая, что передача силовая, принимаем шероховатость для указанной степени точности по контакту зубьев, т. е. по 6-й степени);
· для поверхностей впадин зубьев ![]() мкм;
мкм;
· для наружной поверхности зубьев ![]() мкм.
мкм.
· для нерабочих торцевых поверхностей колеса ![]() мкм для базовой поверхности (эта поверхность является опорной базой при обработке зубьев на зуборезном станке) и
мкм для базовой поверхности (эта поверхность является опорной базой при обработке зубьев на зуборезном станке) и  мкм для других нерабочих поверхностей.
мкм для других нерабочих поверхностей.
Пример 2 Назначить шероховатость поверхностей вала, представленного на рис. 33
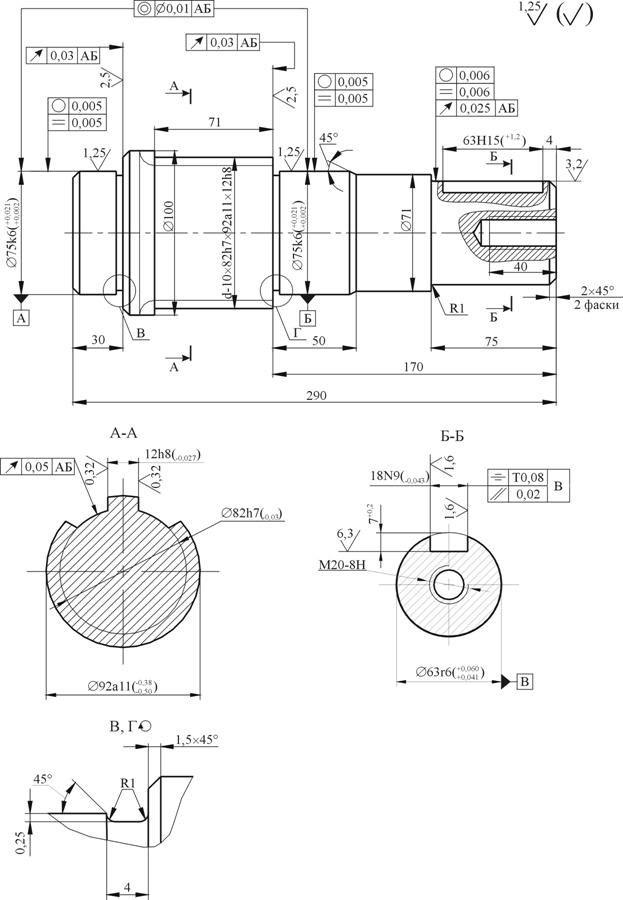
Рис33 Назначить шероховатость поверхностей вала
Для подшипниковых шеек  и опорных торцовых заплечников шероховатость назначаем по табл.57 , для для поверхности
и опорных торцовых заплечников шероховатость назначаем по табл.57 , для для поверхности ![]() как для посадочных поверхностей сменных деталей ( см. табл.58 ) , для поверхностей шлицевых и шпоночных пазов – по соответствующим рекомендациям табл. 57 , для остальных поверхностей назначаем значение Ra≤12.5мкм.
как для посадочных поверхностей сменных деталей ( см. табл.58 ) , для поверхностей шлицевых и шпоночных пазов – по соответствующим рекомендациям табл. 57 , для остальных поверхностей назначаем значение Ra≤12.5мкм.
16. ВЫБОР ДОПУСКАЕМЫХ ПОГРЕШНОСТЕЙ ИЗМЕРЕНИЯ, ПАРАМЕТРОВ РАЗБРАКОВКИ И УНИВЕРСАЛЬНЫХ КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫХ СРЕДСТВ
Универсальные средства для измерения линейных размеров до 500 мм, а также радиального и торцевого биения поверхностей выбирают по таблицам РД [43 или 46], разработанных с учетом требований ГОСТ 8.051-81
В конечном счете при выборе контрольно-измерительных средств добиваются чтобы погрешность измерения Dметр с помощью выбранного средства не превышала допускаемой погрешности измерения ![]() по ГОСТ 8.051-81 (табл. 59):
по ГОСТ 8.051-81 (табл. 59):
Dметр![]()
![]()
Таблица 59 — Допускаемая погрешность измерения ![]() , мкм (ГОСТ 8.051-81)
, мкм (ГОСТ 8.051-81)
Номинальные размеры, мм | Квалитет | ||||||||||
4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | |
До 3 | 1 | 1,4 | 1,8 | 3 | 3 | 6 | 8 | 12 | 20 | 30 | 50 |
Св3 до 6 | 1,4 | 1,6 | 2 | 3 | 4 | 8 | 10 | 16 | 30 | 40 | 60 |
» 6 » 10 | 1,4 | 2 | 2 | 4 | 5 | 9 | 12 | 18 | 30 | 50 | 80 |
» 10 » 18 | 1,6 | 2,8 | 3 | 5 | 7 | 10 | 14 | 30 | 40 | 60 | 90 |
» 18 » 30 | 2 | 3 | 4 | 6 | 8 | 12 | 18 | 30 | 50 | 70 | 120 |
» 30 » 50 | 2,4 | 4 | 5 | 7 | 10 | 16 | 20 | 40 | 50 | 80 | 140 |
» 50 » 80 | 2,8 | 4 | 5 | 9 | 12 | 18 | 30 | 40 | 60 | 100 | 160 |
» 80 » 120 | 3 | 5 | 6 | 10 | 12 | 20 | 30 | 50 | 70 | 120 | 180 |
» 120 » 180 | 4 | 6 | 7 | 12 | 16 | 30 | 40 | 50 | 80 | 140 | 200 |
» 180 » 250 | 5 | 7 | 8 | 12 | 18 | 30 | 40 | 60 | 100 | 160 | 240 |
» 250 » 315 | 5 | 8 | 10 | 14 | 20 | 30 | 50 | 70 | 120 | 180 | 260 |
» 315 » 400 | 6 | 9 | 10 | 16 | 24 | 40 | 50 | 80 | 120 | 180 | 280 |
» 400 » 500 | 6 | 9 | 12 | 18 | 26 | 40 | 50 | 80 | 140 | 200 | 320 |
Примечание. Не следует забывать, что погрешность измерения контрольно-измерительного средства — это общая погрешность измерения, куда входят погрешности самого измерительного средства, установочных мер, погрешности, зависящие от измерительного усилия и т. д. (см. , например, [40, раздел 7]).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 |
