
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

Рис. 12-1. Окисление трансформаторных масел из малосернистых нефтей в присутствии электрического поля. 1— из смеси бакинских нефтей, 1960 г. (сернокислотной очистки); 2 — из бузов-нинской нефти (опытные, абсорбционной очистки); 3—из эмбенских нефтей, 1961 г. (сернокислотной очистки); 4— то же+0,3% ионола; 5 — из эмбенских нефтей (опытное, очистка серным ангидридом); 6 — из анастасиевской нефти. 1961 г. (сернокислотной очистки).
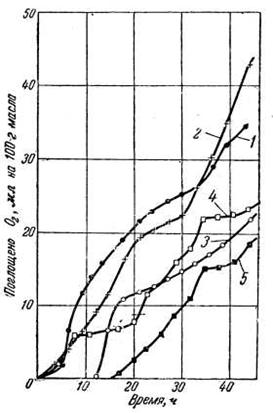
Рис. 12-2. Окисление трансформаторных масел из сернистых нефтей в присутствии электрического поля. 1 — фенольной очистки (100% фенола), 1957 г.; 2 — фенольной очистки (200% фенола), 1958 г.; 3 — то же+0,2% ионола; 4 — гидроочистки, 1960 г.; 5— то же+0,2% ионола.
Таблица 12-3. Окисление трансформаторных масел в присутствии электрического поля
Происхождение масла и способ очистки его | Показатели масла после окисления | |||||
Поглощение кислорода, мл 100 г масла | tgδ при 70° С, % | Содержание | Кислотное число, мг КОН/г | |||
воды, % вес. | осадка, % вес. | водорастворимых кислот, мг КОН/г | ||||
1. Масла из сернистых нефтей | ||||||
Фенольной очистки, 1957 г. (100% фенола). | 34,8 | 7,5 | 0,019 | 0,02 | 0,080 | 0,11 |
Фенольной очистки, 1959 г. (200% фенола) | 43,0 | 1,3 | 0,013 | 0,07 | 0,030 | 0,06 |
То же + 0,2% ионола | 22,3 | 1,9 | 0,003 | 0,04 | 0,012 | 0,04 |
Гидроочистки, 1960 г. | 23,2 | 5,5 | 0,006 | 0,01 | 0,012 | 0,04 |
То же + 0,2% ионола | 18,5 | 6,4 | 0,006 | 0,01 | 0,010 | 0,04 |
2. Масла из малосернистых нефтей | ||||||
Из смеси бакинских нефтей, I960 г. (сернокислотной очистки) | 16,9 | 4,8 | 0,007 | 0,01 | 0,025 | 0,05 |
То же + 0,2% ионола | 15,1 | 4,3 | 0,008 | 0,006 | 0,033 | 0,06 |
Из бузовнинской нефти опытное (адсорбционной очистки) | 11,2 | 1,1 | 0,003 | 0,013 | 0,04 | |
Из смеси эмбенских нефтей, 1961 г. (сернокислотной очистки) | 82,0 | 12,7 | 0,006 | 0,01 | 0,050 | 0,11 |
То же + 0,3% ионола | 68,0 | 14,0 | 0,003 | 0,006 | 0,043 | 0,10 |
Из смеси эмбенских нефтей опытное (очистка ангидридом) | 2,8 | 0,06 | 0,001 | 0 | 0,002 | 0,007 |
Из анастасиевской нефти, 1961 г. (сернокислотной очистки) | 22,0 | 5,9 | 0,009 | 0,04 | 0,031 | 0,09 |
3. Импортное масло | ||||||
Английское фирмы “Shell” | 25,0 | 1,2 | 0,005 | 0,006 | 0,006 | 0,05 |
Примечание. Температура окисления 100° С; продолжительность 44 ч; напряженность электрического поля 49 кв/см.
Например, сернистое масло (очистки 200% фенола) с 0,2% ионола оказалось всего лишь вдвое стабильнее соответствующего базового масла. Присадка 0,2% ионола к маслам сернистому гидроочищенному, бакинскому I960 г., из эмбенских нефтей 1961 г. не вы-
Окисление трансформаторных масел в присутствии электрического поля
Таблица 12-3
Происхождение масла и способ очистки его | Показатели масла после окисления | |||||
Поглощение кислорода, мл 100 г масла | tg δ при 70° С, % | Содержание | Кислотное число, мг КОН/г | |||
воды, % вес. | осадка,% вес. | водорастворимых кислот, мг КОН/г | ||||
1. Масла из сернистых нефтей | ||||||
Фенольной очистки, 1957 г. (100% фенола). | 34,8 | 7,5 | 0,019 | 0,02 | 0,080 | 0,11 |
Фенольной очистки, 1959 г. (200% фенола) | 43,0 | 1,3 | 0,013 | 0,07 | 0,030 | 0,06 |
То же + 0,2% ионола | 22,3 | 1,9 | 0,003 | 0,04 | 0,012 | 0,04 |
Гидроочистки, 1960 г. | 23,2 | 5,5 | 0,006 | 0,01 | 0,012 | 0,04 |
То же + 0,2% ионола | 18,5 | 6,4 | 0,006 | 0,01 | 0,010 | 0,04 |
2. Масла из малосернистых нефтей | ||||||
Из смеси бакинских нефтей, I960 г. (сернокислотной очистки) | 16,9 | 4,8 | 0,007 | 0,01 | 0,025 | 0,05 |
То же + 0,2% ионола | 15,1 | 4,3 | 0,008 | 0,006 | 0,033 | 0,06 |
Из бузовнинской нефти опытное (адсорбционной очистки) | 11,2 | 1,1 | 0,003 | 0,013 | 0,04 | |
Из смеси эмбенских нефтей, 1961 г. (сернокислотной очистки) | 82,0 | 12,7 | 0,006 | 0,01 | 0,050 | 0,11 |
То же + 0,3% ионола | 68,0 | 14,0 | 0,003 | 0,006 | 0,043 | 0,10 |
Из смеси эмбенских нефтей опытное (очистка ангидридом) | 2,8 | 0,06 | 0,001 | 0 | 0,002 | 0,007 |
Из анастасиевской нефти, 1961г.(сернокислотной очистки) | 22,0 | 5,9 | 0,009 | 0,04 | 0,031 | 0,09 |
3. Импортное масло | ||||||
Английской фирмы “Shell” | 25,0 | 1,2 | 0,005 | 0,006 | 0,006 | 0,05 |
Примечание. Температура окисления 100° С; продолжительность 44 ч; напряженность электрического поля 49 кв/см.
Например, сернистое масло (очистки 200% фенола) с 0,2% ионола оказалось всего лишь вдвое стабильнее соответствующего базового масла. Присадка 0,2% ионола к маслам сернистому гидроочищенному, бакинскому I960 г., из эмбенских нефтей 1961 г. не выокислительного процесса. Заметим, что при оценке общей стабильности по ГОСТ 981-55 во всех случаях эффективность ионола оказалась чрезвычайно высокой (замедление роста кислотного числа в 4-б раз, почти полное отсутствие осадка).
Оценка масел (в том числе ингибированных) по результатам испытания в электрическое поле не является окончательной. Те же масла подвергаются испытаниям по 1 000-часовому методу, который является дополнением к первому. В основу этого метода положено длительное (в течение 1 000 ч) старение масла (без электрического поля) в присутствии меди.
Старение масла протекает в стеклянных цилиндрической формы сосудах, высота которых значительно превосходит диаметр их. Благодаря этому обеспечивается соотношение между величиной свободной поверхности масла и высотой его столба такого же порядка, как в трансформаторе. Этим же соображениям отвечают выбранное соотношение между величиной поверхности меди и количеством масла (1,5 см2 на 1 г. масла), температура 95±0,5°С, медленная естественная циркуляция воздуха над поверхностью масла. В ходе окисления имеется возможность наблюдать за кинетикой процесса [Л. 12-2].
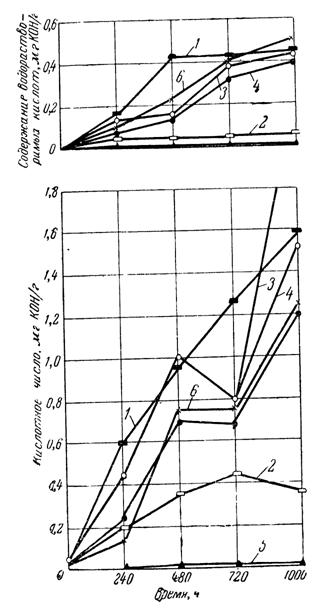
Результаты окисления по этому методу различных отечественных масел свидетельствуют, что получаемая при этом оценка ряда масел (от лучшего к худшему) в большинстве случаев совпадает с той оценкой, которая была получена на основании предыдущего испытания (в электрическом поле), хотя, конечно, при испытании вторым методом происходит значительно более глубокое окисление масла (рис. 12-3 и 12-4). Считают, что если масло относительно мало изменило свои показатели и при втором очень жестком испытании, имеется гарантия, что в условиях нормальной эксплуатации в трансформаторах долговечность масла окажется достаточной.
Большая продолжительность эксперимента позволяет проследить, на каких стадиях окисления ингибитор израсходовался, как влияет изменение его концентрации на окисляемость масла. На примере масла из Бакинских нефтей (рис. 12-5) видно, насколько по-разному протекает его окисление при изменении начальной концентрации ионола с 0,2 до 0,3%.
Дальнейшее повышение содержания ионола до 0,5% оказалось мало эффективным.
Лабораторная оценка эксплуатационных качеств трансформаторных масел дополняется данными по влиянию их на разрушение изоляционных материалов из целлюлозы (табл. 12-4).
Помимо описанных лабораторных методов, в нашей стране имеют применение и некоторые другие методы окисления трансформаторных масел.
Трестом ОРГРЭС предложен метод старения трансформаторных масел без продувки их воздухом [Л. 12-3], который в настоящее время стандартизирован (ГОСТ 11257-65).
|
|
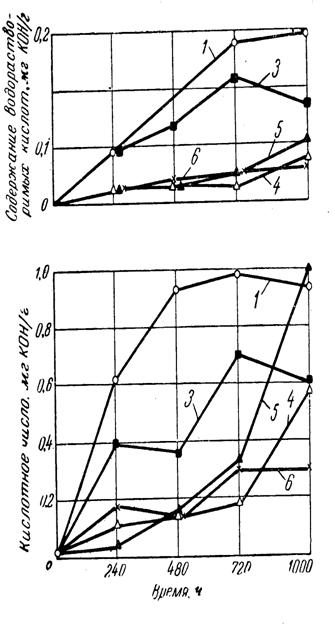
Рис. 12-3. Окисление трансформаторных масел из малосернистых нефтей по 1000-часовому методу. Обозначения те же, что на рис. 12-1. | рис. 12-4. Окисление трансформаторных масел из малосернистых нефтей по 1 000-часовому методу. Обозначения те же, что на рис. 12-2; 6- импортное (английское). |
Окисление при испытаниях товарных масел осуществляется в цилиндрических стеклянных приборах удлиненной формы, в верхней части которых укреплен обратный холодильник. Приборы до половины высот погружаются в масляную баню, нагретую до температуры + 120° С. Для исследовательских работ имеется вариант прибора, в котором на боковой поверхности впаян отросток, образующий единый контур с прибором. В этот отросток во время опыта загружается адсорбент, чем имитируются условия работы термосифонного фильма трансформатора. Количество окисляющегося масла в приборе без термосифона составляет 100 мл, с термосифоном 200 мл; продолжительность окисления 50 ч, а в исследовательском варианте метода - до 2 500 ч [Л. 12-4, 12-11].
К сожалению, метод не позволяет оценивать старение твердой изоляции в масле.
Старение изоляционных материалов из целлюлозы в различных трансформаторных маслах.
Таблица 12-4
Происхождение масла и способ его очистки | Показатели масла | Показатели изоляции | ||
Кислотное число, мг КОН/г | Содержание водорастворимых кислот, мг КОН/г | Относительное уменьшение разрывного усиления, % | ||
Кабельной бумаги | Хлопчатобумажной ленты | |||
I. Масла из сернистых нефтей | ||||
Фенольной очистки (200% фенола) с 0,2% ионола | 0,08 | 0,003 | 6,0 | 12,0 |
Гидроочистки (перколяционная очистка) | 0,10 | 0,007 | 14,5 | 12,5 |
II. Масла из малосернистых нефтей | ||||
Из смеси Бакинских нефтей, 1959 г. (сернокислотной очистки) | 0,05 | 0,005 | 12,0 | 21,0 |
То же с 0,2% оинола | 0,04 | 0,003 | 0 | 24,0 |
Из Бузовнинской нефти опытное (адсорбционной очистки) | 0,07 | 0,009 | 15,5 | 23,0 |
Из смеси Эмберских нефтей, 1961 г. (сернокислотной очистки) | 0,13 | 0,013 | 12,0 | 28,0 |
То же с 0,3% оинола | 0,08 | 0,009 | 7,0 | 23,0 |
Из смеси Эмберских нефтей опытное (очистка серным ангедридом) с 0,2% ионола | 0,01 | 0,002 | 3,0 | 20,0 |
Из Анастасиевской нефти, 1961 г. | 0,23 | 0,030 | 21,5 | 35,0 |
III. Импортные масла | ||||
Английской фирмы “Shell | 0,02 | 0,004 | 0 | 25,0 |
Французской фирмы “Esso” | 0,17 | 0,013 | 18,5 | 16,0 |
*Примечание. Старение осуществлялось при температуре масла +95° С в течение 720 ч в отсутствие меди и в условиях свободного доступа воздуха к поверхности масла.
Институтом энергетики АН Азербайджанской ССР ранее применялся метод длительного (500 ч) старения трансформаторных масел в химических стаканах при температуре 105° С без катализатора [Л. 12-5]. В настоящее время методика испытания изменена, и окисление 26°осуществляется вприсутствии медного катализатора. Последнее весьма существенно. Так, согласно нашим наблюдениям после 1 000 ч старения двух различных масел без меди разница между величинами tg б масла (как, впрочем, и между другими показателями) оказалась незначительной. В присутствии меди tg б одного из масел очень быстро превысил 100%
(рис. 12-6).
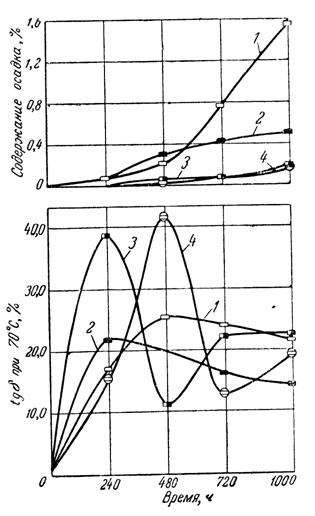
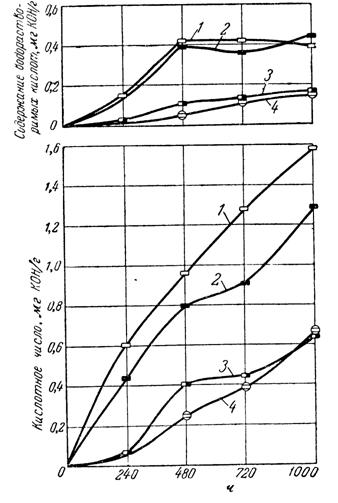
Рис. 12-5. Влияние концентрации ионола «а окисление трансформаторного масла из смеси Бакинских нефтей 1960 г.1 — масло без присадки; 2 — то же+0,2% ионола; 3 — то же+0,3% ионола; 4 — то же+0,5% ионола.
Заключительной стадией экспериментов, после которых новые масла или присадки к ним получают путевку в жизнь, являются стендовые испытания в небольших специально оборудованных трансформаторах. Если проводить сравнение с практикой испытаний смазочных моторных масел, то такой этап равноценен стадии испытаний масла в стендовых условиях на реальных двигателях.
Для трансформаторных масел организация эксплуатационных испытаний в полном смысле этого слова достаточно сложна, учитывая как значительный срок службы масла, определяемый годами, так и реальную невозможность подобрать для сравнения трансформаторы, которые работали бы в строго идентичных условиях.
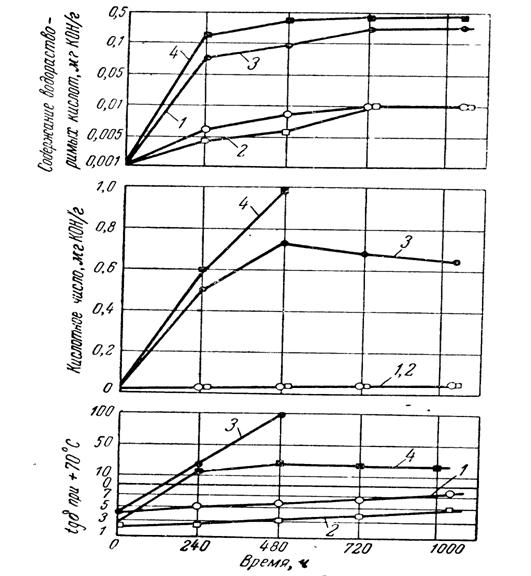
Рис. 12-6. Окисление двух сортов трансформаторного масла в присутствии меди и без нее (температура окисления+95°С;
статические условия).
1-из сернистых нефтей (без меди); 2—из Бакинских нефтей (без меди); 3 — из сернистых нефтей (с медью); 4 - из Бакинских нефтей (с медью).
Следует заметить, что до последнего времени было принято считать результаты наблюдения за поведением масел в эксплуатации решающим критерием при оценке качества масла. Это было справедливо в условиях, когда, например, в течение 30—40 лет единственным сырьем для получения трансформаторных масел служили исключительно балаханская масляная нефть Бакинского месторождения и доссорская малопарафинистая нефть Эмбенского района.
Однако ценность таких данных в настоящее время представляется сомнительной. Данные эксплуатационных испытаний могут носить достоверный характер только в том случае, если они получены в результате математического анализа наблюдений за поведением масла в большом числе трансформаторов в течение достаточно продолжительного срока, определяемого 10—15 годами. При этом фактор неоднородности условий работы масла в различных трансформаторах после соответствующей математической обработки перестает оказывать влияние. Легко представить себе огромную трудоемкость такой работы и ее предолжительность. Возрастающий с каждым годом объем нефтепереработки приводит к тому, что даже при достаточно больших запасах индивидуальной нефти или определенной смеси нефтей качество нефтей, поступающих на данный нефтеперерабатывающий завод, меняется. Мы не говорим уже о постоянно совершенствуемой технологии очистки нефтепродуктов. В таких условиях длительные эксплуатационные испытания теряют смысл.
Если обобщения производятся на основании наблюдений за работой масла в 10—15 трансформаторах в течение 3—5 лет, то такие данные трудно считать достоверными.
Учитывая это положение, принято окончательную оценку качества трансформаторного масла производить на основании данных испытаний их в небольших трансформаторах. При этом должны приниматься во внимание результаты предыдущих лабораторных испытаний. Первый вариант стендового метода в СССР был создан в 1958 г. во ВТИ имени [Л. 12-6]. Старение масла осуществляют в небольшом понизительном трансформаторе (типа ОМ-0,66/6) емкостью по маслу около 12 л.
Трансформатор дополнительно оборудован выносным бачком (рис. 12-7). При испытании обмотка низкого напряжения включается под двойным напряжением 220 в, а концы обмотки высокого напряжения остаются погруженными в масло, причем один конец (под слоем масла) заземляется. Этим приемом достигается интенсификация электрического поля и разогрев масла до 70—80° С. Доведение температуры масла до требуемого уровня (95° С) осуществляется с помощью электроподогрева и поддерживается автоматически с точностью до ±0,5° С.
Через масло в выносном бачке периодически продувают кислород со скоростью 25 мл/мин, благодаря чему масло насыщается кислородом. Длительность опыта 750 ч; периодически отбирают пробы масла, на основании анализа которых судят о изменении масла в процессе окисления. По окончании опыта производится заключительный анализ масла, а также определяются коррозия медных пластин и изменение механической прочности образцов целлюлозной изоляции, находившихся в масле.
В табл. 12-5 приведены результаты испытания некоторых образцов трансформаторных масел на стенде ВТИ [Л. 12-7, 12-9].
На стенде Московского электрозавода и Мосэнерго [Л. 12-8] для проведения испытаний используются специально сконструированные небольшие силовые трансформаторы, вмещающие около 30 л масла (рис. 12-8). С целью воспроизведения реальных условий работы масла трансформаторы эксплуатируются в нагрузочном режиме. 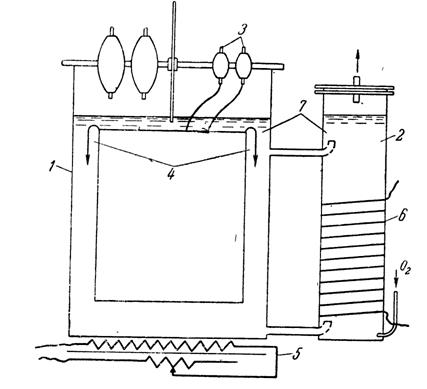
Рис. 12-7. Схема трансформатора типа ОМ-0,66/6, переоборудованного для стендовых испытаний трансформаторных масел по методу ВТИ [Л. 12-7].
1 — бак трансформатора; 2—выносной бачок, в котором производится насыщение масла кислородом; 3 — выводы обмотки низкого напряжения; 4 — концы обмотки высокого напряжения; 5—основной нагревательный элемент под днищем бака; 6 — дополнительный нагревательный элемент; 7 — масло.
Нагрев масла осуществляется путем включения опытного трансформатора на параллельную работу с трансформатором такого же типа, но с иным коэффициентом трансформации. При этом вторичные обмотки каждой пары трансформаторов замыкаются накоротко (рис. 12-9). В таких условиях трансформаторы взаимно нагружаются током, циркулирующим в их обмотках. В трансформаторе с большим коэффициентом трансформации через 6—7 ч после включения устанавливается температура масла (в верхнем его слое), равная 90° С *. Такая температура получена в результате увеличения температурного градиента между медным проводом и маслом по сравнению с обычно существующими в трансформаторах значениями.
При условии, что температура окружающего воздуха равна +200 С
Испытания трансформаторных масел на стенде ВТИ [ Л. 12-7, 12-9]
Таблица 12-5
Происхождение масла и способ его очистки | Выход водорастворимых кислот через 100 ч, мг КОН/г | Время до появления кислотной реакции масла, ч | Показатели масла после окончания испытания (через 750 ч) | |||||
Кислотное число, мг КОН/г | Осадок, % | Потеря прочности на разрыв, % | tg | Коррозия меди, г/см2 | ||||
Кабельной бумаги | Хлопчатобумажной ленты | |||||||
I. Масла из сернистых нефтей | ||||||||
Фенольной очистки (100% фенола) | 0,018 | 70 | 0,20 | 0,05 | - | - | 17,0 | -2,9 |
Фенольной очистки (200% фенола) | 0,025 | 36 | 0,19 | 0,02 | 58,2 | 64,5 | 5,8 | -2,1 |
То же с 0,3% ионола | 0,024 | 36 | 0,13 | следы | 46,5 | 63,5 | 1,4 | -4,0 |
Гидроочистки (контактная очистка) | 0,010 | 155 | 0,14 | 0,10 | 61,3 | 51,0 | 9,9 | -0,7 |
Гидроочистки (перколяционная доочистка) | 0,008 | 200 | 0,15 | 0,03 | 53,6 | 32,5 | 2,8 | -2,2 |
II. Масла из малосернистых нефтей | ||||||||
Из Бакинских нефтей, 1959 г. (сернокислотной очистки) | 0,013 | 175 | 0,10 | 0,03 | 39,3 | 52,2 | 2,0 | -0,2 |
Из смеси Эмберских нефтей, 1960 г. (сернокислотной очистки) | 0,015 | 73 | 0,14 | 0,02 | 31,0 | 36,0 | 5,4 | -3,5 |
Из смеси Эмберских нефтей опытное (очистка серным ангедридом) с 0,2% ионола | 0,006 | 550 | 0,03 | Нет | 18,0 | 7,0 | 0,2 | -0,2 |
Из Анастасиевской нефти, 1959 г. | 0,023 | 49 | 0,16 | 0,04 | 38,0 | 52,5 | 10,0 | +0,2 |
III. Импортные масла | ||||||||
Английской фирмы “Shell | 0,011 | 200 | 0,07 | 0,003 | 27,5 | 29,8 | 0,9 | +0,2 |
Французской фирмы “Esso” | 0,010 | 250 | 0,06 | 0,001 | 33,5 | 27,0 | 0,6 | +0,2 |
*При условии, что температура окружающего воздуха равна +200 С
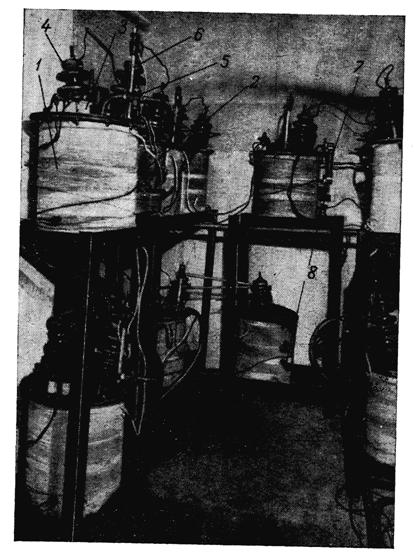
Рис. 12-8. Стенд для испытания масел в небольших трансформаторах.
1, 2 — два трансформатора с коэффициентами трансформации 27 и 21, включенные параллельно по схеме на рис. 12-9 на обечайке бака каждого трансформатора видна обмотка для дополнительного индукционного нагрева; 3, 4 — вводы низкого и вы сокого напряжения; 5 — газовый кран на крышке; наличие кранов позволяет производить наблюдение за кинетикой поглощения маслом кислорода; в этом случае пространство над маслом соединяется трубками с устройством, фиксирующим расход кислорода в системе; 6 — датчик температуры (типа ТК-6) автоматической системы регулирования нагрева обмоток помещенный в металлический карман на крышке; 7 — указатель уровня масла; 8 — кран для взятия проб масла.
Второй трансформатор, работающий в паре с первым, рассматривается как нагрузочный. Поскольку возможно снижение температуры окружающего воздуха при эксплуатации трансформаторов, последние оборудованы дополнительным постоянно включенным ин
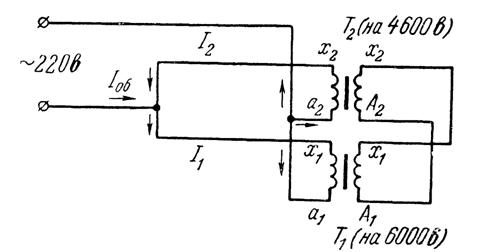
Рис. 12-9. Схема включения трансформаторов типа ОМ-1,2/10, переоборудованных для испытаний трансформаторных масел на стенде Московского электрозавода и Мосэнерго. Tt — трансформатор на 6 000 в; Т1 - трансформатор на 4 600 в;х1 — а1; х2 — а2 - выводы обмотки низкого напряжения; X1 — A1; Х2 — А2 -выводы обмотки высокого напряжения; I — ток в сети, подводящей питание; I1 - ток в обмотке низкого напряжения Т1; I2 —ток в обмотке низкого напряжения Т2
Аукционным нагревом, за счет которого компенсируются потери тепла в окружающую среду. В случае изменения температуры масла автоматическая система осуществляет выключение и включение сети, питающей каждую пару трансформаторов. Заданная температура масла поддерживается с точностью ±0,5° С. Продолжительность испытаний составляет 1000 ч.
Результаты испытания этим методом образцов трансформаторных масел приведены в табл. 12-6.
В настоящее время принят следующий путь оценки качества новых трансформаторных масел, позволяющий обосновать способ и необходимую глубину очистки, произвести подбор и оптимальную концентрацию присадки. Первым этапом являются лабораторные исследования. Они включают оценку соответствия масел требованиям ГОСТ, определение основных химических и электрофизических свойств масел и в первую очередь их стабильности (по ряду методов, в том числе по методам в электрическом поле по 1000-часовому). Отобранные в результате таких испытаний масла для окончательной оценки подвергаются старению в небольших трансформаторах в стендовых условиях. Такой комплекс испытаний трансформаторного масла можно назвать типовыми испытаниями.
Результаты стендовых испытаний трансформаторных масел [Л. 12-12, 12-13]
Таблица 12-6
Происхождение масла | Способ очистки | Показатели масла и твердой изоляции после 1000 ч старения | |||||||||
Цвет, единицы оптической плотности | Осадок, % | tg | Потеря прочности на разрыв | Коррозия меди г/ м2 | Переходное сопротивление двух медных пластин, мк ом | Внешний вид обмотки, крышки, бака трансформатора | |||||
Кабельной бумаги | Киперной ленты | ||||||||||
Из смеси Эмберских нефтей, 1962 г. | Сернокислотный | 0,20 | 0,11 | 0,045 | 0,15 | 2,1 | 57,4 | 68,2 | -4,05 | 6600 | Обмотка потемнела, на крышки шлам, на дне небальшой осадок |
То же +0,05% дисалицилиденэтилендиамина +0,02% антраниловой кислоты | 0,18 | 0,13 | 0,040 | 0,07 | 1,6 | 22,2 | 16,2 | -0,64 | 8600 | Обмотка светлая, на крышке и дне нет осадка | |
Из сернистых нефтей восточных районов СССР +0,2% ионола, 1960 г. | Фенолом | 0,30 | 0,08 | 0,015 | - | 1,1 | 25,5 | 24,3 | -3,0 | 3500 | Обмотка светлая, на крышке и дне следы осадка |
То же +0,2% ионола +0,5% дисалицилиденэтилендиамина | 0,14 | 0,07 | 0,008 | 0,02 | 1,1 | 26,1 | 28,0 | -4,80 | 700 | Обмотка светлая, на крышке и дне нет осадка | |
Из сернистых нефтей восточных районов СССР, 1962 г. (опытная партия) | Гидрированием | 0,25 | 0,20 | 0,06 | 0,04 | 2,2 | 59,0 | 82,0 | -1,26 | 37000 | Обмотка потемнела, на крышки и дне бака осадок |
То же +0,05% антраниловой кислоты | 0,03 | 0,12 | 0,02 | 0,03 | 2,7 | 21,5 | 39,7 | +0,30 | 27000 | Обмотка светлая, на крышке и дне нет осадка | |
Из Анастасиевской нефти, 1962 г. | Сернокислотный | 0,50 | 0,13 | 0,03 | 0,02 | 7,9 | 26,0 | 53,0 | +0,47 | 14000 | Обмотка потемнела, на крышки и дне следы осадка |
То же +0,05% антрапиловой кислоты | Сернокислотный | 0,27 | 0,08 | 0,02 | 0,01 | 2,6 | 20,0 | 35,4 | +0,28 | 41000 | Обмотка светлая, на крышке и дне нет осадка |
Из Бузовнинской нефти, расход кислоты при очистки 8%* | Сернокислотный | 0,50 | 0,14 | 0,07 | 0,09 | 1,2 | 67,5 | 92,0 | -1,13 | 78000 | Обмотка черного цвета, на крышки и на дне осадок |
То же, но расход кислоты при очистки 10%* | Сернокислотный | 0,09 | 0,05 | 0,01 | 0,01 | 0,6 | 30,5 | 45,5 | -0,41 | 29000 | Обмотка светлая, на крышки следы осадка, на дне осадка нет |
То же, но расход кислоты при очистки 10%*, но масло содержит 0,2% ионола | Сернокислотный | 0,07 | 0,04 | 0,01 | Нет | 0,4 | 11,5 | 18,8 | -0,4 | 23000 | Обмотка светлая, на крышки и других деталях осадка нет |
То же, но расход кислоты при очистки 12%* | Сернокислотный | 0,29 | 0,09 | 0,03 | 0,05 | 2 | 24,2 | 66,5 | -1,0 | 31000 | Обмотка потемнела, на крышки и на дне небальшой осадок |
*Расход кислоты указан из расчета на дистиллят.
Типовым испытаниям должно подвергаться каждое новое масло (в том числе ингибированное), которое готовится к выпуску нефтеперерабатывающим заводом.
В случае получения положительных результатов типовых испытаний данного трансформаторного масла точно фиксируются состав сырья, из которого был получен образец, и технология его изготовления. Такие условия должны непременно соблюдаться в течение всего периода производства данного масла на нефтеперерабатывающем заводе. Ускоренные лабораторные испытания окажутся приемлемыми при контроле технологического процесса получения масла, прошедшего типовые испытания. Скромные расходы, связанные с внедрением в практику подобной системы оценки масел с лихвой окупаются огромной экономией в масштабе всего народного хозяйства, которая будет иметь место за счет выпуска достаточно долговечно работающих трансформаторных масел. В связи с этим целесообразно, чтобы заводы изготовители трансформаторного масла гарантировали потребителям основные эксплуатационные качества масла (химическую и электрофизическую стабильность, влияние на прочность изоляции, низкотемпературные свойства и т. д.). При этом отпала бы необходимость в проведении весьма трудоемких контрольных испытаний в объеме требований ГОСТ 982-56, которым трансформаторные масла подвергаются в настоящее время у потребителей. Объем обычных контрольных испытаний свежего масла на местах потребления в таком случае мог бы быть ограничен жестким минимумом показателей, на изменения которых могли бы повлиять неблагоприятные условия хранения и транспортировки (внешний вид, цвет, температура вспышки, tg ![]() ).
).
В заключение отметим, что на основании приведенных выше данных лабораторных и стендовых испытаний можно следующим образом оценить качество основных видов товарных трансформаторных масел.
Масла из малосернистых нефтей. При производстве трансформаторных масел из нефтей Бакинского месторождения вместо легкой высококачественной балаханской нефти в настоящее время используют смеси нескольких нефтей. Это явилось одной из причин ухудшения эксплуатационных качеств такого масла, в частности снижения его химической стабильности и склонность к образованию относительно большого количества осадка при старении в трансформаторах на стенде.
Масла, вырабатываемые из анастасиевской нефти, отличаются весьма низкой температурой застывания (около 50°С), однако в связи с присутствием в сырье относительно большого количества тяжелых ароматических углеводородов, проявляют склонность к образованию осадка в процессе старения.
Масла из эмбенских нефтей отличаются от других масел несколько большей склонностью к образованию низкомолекулярных кислот в начале старения.
Масла из сернистых нефтей. Масло фенольной очистки с добавкой 0,2% антиокислительной присадки «ионол» обладает более высокими эксплуатационными качествами, чем другие сорта товарных масел, хотя для этого масла, по данным лабораторных испытаний, характерны тенденция к повышению tg ![]() в процессе старения и более высокая коррозионная агрессивность по отношению к меди.
в процессе старения и более высокая коррозионная агрессивность по отношению к меди.
Масло гидроочистки отличается пониженной склонностью к образованию низкомолекулярных кислот, низкими значениями tg ![]() в процессе старения, высокой газостойкостью в электрическом поле. Однако склонность к интенсивному образованию осадка в процессе окисления приближает это масло к маслам из анастасиевской и бакинской нефтей. В силу особенностей технологического процесса отдельные производственные партии этого масла значительно отличаются друг от друга по своим эксплуатационным показателям. В связи с этим в настоящее время временно прекращен выпуск такого масла.
в процессе старения, высокой газостойкостью в электрическом поле. Однако склонность к интенсивному образованию осадка в процессе окисления приближает это масло к маслам из анастасиевской и бакинской нефтей. В силу особенностей технологического процесса отдельные производственные партии этого масла значительно отличаются друг от друга по своим эксплуатационным показателям. В связи с этим в настоящее время временно прекращен выпуск такого масла.
Приведенные данные свидетельствуют о том, что возможности улучшения качества товарных трансформаторных масел еще далеко не исчерпаны. При решении этой задачи важное значение принадлежит разработке технически обоснованных требований к качеству трансформаторных масел, а также выбору достаточно объективных методов испытаний для предварительной оценки качества новых сортов масел.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 |
