

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
3. Рассчитать по исходным данным, полученным у преподавателя (марка и толщина листового материала, размеры готового изделия), главные параметры операций и провести штамповку–вырубку заготовки и штамповку–вытяжку детали.
Оборудование и инструмент
Для выполнения работы необходимы: лента листового материала для вырубки, пресс для вырубки и вытяжки, вырубной и вытяжной штампы, чертилка, штангенциркуль.
Краткие теоретические сведения
Холодное листовое штампование проводится из листового проката до 20 мм на прессах и позволяет получать детали минимальной массы при заданной прочности, жесткости, высокой точности размеров и качества поверхности. Простота процессов листового штампования позволяет обеспечить высокую производительность за счет возможности полной автоматизации процессов, является экономически целесообразной как в массовом, так и мелкосерийном производстве.
При листовом штамповании пластическое деформирование, как правило, получает лишь часть заготовки, которая обеспечивает характерное изменение формы. Различают формоизменяющие операции, в которых заготовка не должна разрушаться в процессе деформирования, и операции отделения, в которых этап пластического деформирования обязательно заканчивается разрушением.
При проектировании технологического процесса изготовления детали листовым штампованием главной задачей является выбор наиболее рациональных операций и последовательность их использования, при получении детали с заданными техническими свойствами при минимальной себестоимости и хороших условиях работы.
Порядок выполнения работы
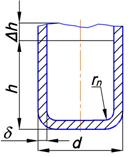
1. Рассчитать диаметр заготовки по заданным размерам изделия d (рис. 5), исходя из условия равенства поверхности изделия и заготовки по формуле:
![]()
где D – диаметр заготовки, мм; d – внешний диаметр изделия, мм; h – высота изделия, мм; ∆h – припуск на обрезание, мм (табл. 1).
Штампование проводить без утончения стенок. Толщина заготовки должны быть равной толщине стенки изделия d.
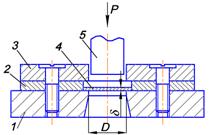
2. Рассчитать главные размеры вырубного штампа. Расчетный диаметр заготовки является номинальным диаметром матрицы (рис. 6), а диаметр пуансона выбирают из условий обеспечения зазора между матрицей в пределах 5...8 % толщины штампованного металла. Ширину цилиндрической части вырубной матрицы выбирают в пределах от 3 до 5 мм.
|
Рис. 5. Эскиз штампо - ванного изделия с припуском на обрезку |
3. Рассчитать усилие вырубки по формуле:
P = pDdtср,
где D – диаметр вырубленной заготовки, м; d – толщина заготовки, м; tср – сопротивление металла срезу, МПа.
4. Провести штамповку–вырубку заготовки.
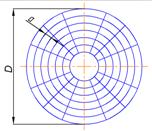
5. Нанести на одну сторону заготовки радиально–кольцевую сетку для изучения характера деформации металла в процессе штамповки – вытяжки (рис. 7).
Таблица 1
Припуск ∆h в зависимости от высоты изделия
Высота изделия h, мм | Припуск ∆h при относительной высоте изделия h/d, мм | |||
0,5...0,8 | 0,8...1,6 | 1,6...2,5 | 2,5...4 | |
10 20 50 | 1,0 1,2 2,0 | 1,2 1,6 2,5 | 1,5 2,0 3,3 | 2,0 2,5 4,0 |
|
|
|
| |
| Рис. 6. Вырубной штамп: 1 – матрица; 2 – направляющая заготовки; 3 – направляющая пуансона; 4 – полоса листового металла; 5 – пуансон | Рис. 7. Вырубаная заготовка с радиально-кольцевой сеткой |
| |
6. Определить по табл. 2 количество операций, необходимых для вытяжки изделия заданных размеров из расчета относительной глубины вытяжки (h+Dh)/d и относительной толщины заготовки d/D, которые исключают возможность разрушения металла. Необходимая степень деформирования заготовки задаётся коэффициентом вытяжки Кв (табл. 2), который представляет собой при первой операции отношения:
Кв=d/D,
при дальнейших операциях
Квn=dn/d(n–1),
где D – диаметр заготовки, мм; d1 dn –диаметры пуансонов для n–й операции, мм; d(n–1) – диаметр пуансона для n–1 операции, мм.
7. Рассчитать диаметры пуансонов для каждой операции:
d1=Kв∙D; dn=Квn∙d(n–1).
Для металла с толщиной меньше 1,5 мм берут большие значения, а для металлов больше 1,5 мм – меньшие значения.
Таблица 2
Выбор коэффициента вытяжки
Относительная толщина заготовки d/D•100% | Относительная глубина вытяжки (h+Dh)/d, если количество операций вытяжки | ||
1 | 2 | 3 | |
2,0...1,5 1,5...1,0 1,0...0,6 0,6...0,3 0,3...0,15 0,15...0,08 | 0,94...0,77 0,84...0,55 0,70...0,57 0,62...0,50 0,52...0,45 0,46...0,38 | 1,88...1,40 1,60...1,32 1,36...1,10 1,13...1,34 0,96...0,83 0,90...0,70 | 3,52...2,70 2,82...2,20 2,30...1,80 1,90...1,50 1,60...1,30 1,30...1,10 |
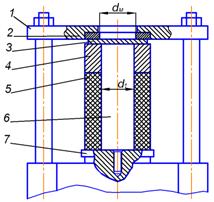
8. Рассчитать диаметр матрицы dм, и диаметр изделия. При этом к расчетному диаметру пуансона d (рис. 8) добавить двойную величину зазора между пуансоном и матрицей. Зазор при вытяжке без утончения стенки определить по формуле:
S=dmax+cd,
где dmax – максимальная толщина металла (принимая во внимание припуск на прокат), мм; с – коэффициент для первой операции с = 0,3, для второй – c = 0,1; d – номинальная толщина металла, мм.
Радиус закругления матрицы rм выбирают в зависимости от толщины металла и размера изделия; при размерах d = 1 мм и D – d = 30...40 мм радиус закругления матрицы rм = 4,5...5,0 мм. Радиус закругления пуансона r отвечает (0,7...1,0) rм.
9. Провести первую операцию вытяжки в штампе (рис. 8) на гидравлическом прессе, к которому изготовить новую траверсу, предназначенную для крепления матрицы.
После вытяжки получить стаканчик (заготовку) для второй операции и по изменению радиально–кольцевой сетки (рис. 9) установить характер деформации металла при вытяжке.
|
|
Рис. 8. Вытяжной штамп для первой операции: 1 – поршень пресса; 2 – пуансон; 3 – резиновый прижим; 4 – направляющая втулка; 5 – заготовка; 6 – матрица; 7 – траверса матрицедержателя | Рис. 9. Изменение радиально–кольцевой сетки и толщины стенки стаканчика при штамповке–вытяжке |
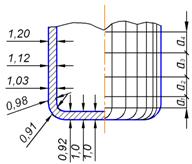
Плоская заготовка в процессе вытягивания один раз выгибается на закругленном участке пуансона, а на закругленном участке матрицы деформируется весь оставшийся объём металла, который находится под прижимом за исключением участка, длина которого немного больше зазора между пуансоном и матрицей.
10. Сравнить изменения, которые произошли в расположении радиусных и кольцевых линий на дне и на цилиндрической части стаканчика после первой операции. Расстояния между кольцевыми линиями на цилиндрической части определяют вытяжку металла по высоте. Подсчитывают величину вытяжки по отношениям:
l = a1/a; l2 = a2/a; ln = an/a
где l – величина вытяжки; a – расстояние между концентрическими кольцами на плоской заготовке, мм; a1, a2…an – расстояние между окружностями на цилиндрической части стаканчика, мм (рис. 9).
11. Измерить отштампованный стаканчик, сравнить его размеры с проведенными расчетами.
Отчет
Отчет должен содержать эскиз изделия, название металла, его марку и описание состояния, расчеты диаметра заготовки, эскиз вырубного штампа, расчеты необходимого усилия вырубки, расчеты диаметра пуансонов и матриц, эскиз вытяжного штампа для первой операции, расчеты усилия пресса и усилия прижатия, схему изменения координатной сетки при штамповании-вытяжке, выводы.
Лабораторная работа 3
ВЛИЯНИЕ РЕЖИМОВ ОБКАТЫВАНИЯ ШАРОМ
Цель – изучить влияние режимов обкатки шаром на шероховатость и микротвёрдость обрабатываемой поверхности.
Задание
1. Выполнить обработку детали на станке с целью получения разной шероховатости поверхности и провести оценку шероховатости.
2. Провести формирование качества поверхности детали за счет поверхностного пластического деформирования.
3. Измерить параметры шероховатости, твердости и сделать необходимые выводы.
Краткие теоретические сведения
Чистовую обработку деталей машин вместе с обработкой резанием часто осуществляют методами пластического деформирования в холодном состоянии.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
