

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Раздробленные частицы окислительной пленки, которые имеют меньший удельный вес, выплывают на поверхность припоя.
Ультразвуковой пайкой можно лудить и паять титан и его сплавы, которые до этого соединялись пайкой только в вакуумных печах.
Вибратор 2 состоит из пакета П–образных пластин, изготовленных из сплава, который имеет большой коэффициент магнитострикции. Пакет соединен стержнем паяльника 7 с помощью пластины 5, изготовленной из сплава с низкой теплопроводностью для предохранения вибратора от тепла, которое выделяется нагревающие обмоткой.
Рабочий стержень паяльника 7, на который во время пайки действуют кавитационноые пузырьки, изготавливается из серебряно–никелевого сплава, который обладает высокой кавитационной стойкость.
Паяльник изготовлен в виде пистолета 4.
Технические характеристики паяльника УП–21:
Ø Частота генератора – 18 ... 22 кГц..
Ø Мощность – 40 Вт.
Ø Мощность нагревающие обмотки – 100 Вт.
Ø Питание (от сети) – 220 В, частота – 50 Гц
Ø Габаритные размеры:
а) генератора – 332 342 310 мм;
б) паяльника – 292 160 52 мм;
в) подставки для паяльника – 205 105 188 мм;
Ø Масса :
– Генератора (не более) – 14 кг;
– Паяльника – 1,1 кг;
– Подставки – 0,25 кг
На передней панели генератора расположен выключатель сети питания. На задней стенке кожуха расположены зажим "Земля", предохранитель, переключатель напряжения и выведен шнур со штепсельной вилкой для подключения прибора в сеть питания.
Включение первичной обмотки силового трансформатора в соответствии с напряжением сети питания осуществляется с помощью переключателя напряжения.
Оборудование и инструмент
Ультразвуковой паяльник типа УП–21, бинокулярный микроскоп МБС–2, оловянно–цинковый припой, алюминиевая фольга различной толщины.
Порядок выполнения работы
Для введения паяльника в действие необходимо:
Ø убедиться, что положение переключателя напряжения соответствует напряжению питания сети;
Ø заземлить прибор;
Ø установить выключатель сети в положение "Сеть";
Ø с помощью разъемов подключить паяльник к генератору;
Ø включить шнур питания в сеть;
Ø паяльник установить на подставку;
Ø перевести выключатель сети в положение "Вкл.", При этом включится питания генератора, обмотка подогрева и включается индикаторная лампочка;
Ø прогреть паяльник течение 10 мин.
Исправный паяльник при нажатии курица издает свистящий звук. При прикосновении отвертки до кончика паяльника ощущается интенсивная вибрация
Технология пайки ультразвуком
1. Как припой используют сплав 80 ... 85 В. Ч. олова и 15 ... 20 В. Ч. цинка. (Применение оловянно–свинцовых припоев для пайки алюминия не допускается).
2. Применение каких–либо флюсов для лужения рабочей части сердечника, а также при пайке категорически запрещается.
Примечание.
Крупные детали с большой массой, подлежащих пайке, предварительно должны быть подогретые на электроплите или на других нагревательных приборах до температуры плавления припоя, так как сам паяльник, имея небольшую мощность, может прогревать только мелкие детали.
3. Перед пайкой необходимо места пайки прогретых деталей лудить оловянно–цинковым припоем
4. Частицы оксидной пленки, которая выплывает на поверхность расплавленного припоя, рекомендуется удалять с помощью металлической пластинки или клочка тряпки.
5.Проводить пайки, соединив подогретые луженые детали друг с другом.
Отчет
Результаты проделанной работы представить в виде отчета с прилагаемой схемой УП–21.
Лабораторная работа 8
ВЫБОР ОСНОВНЫХ ПАРАМЕТРОВ РЕЖУЩИХ АБРАЗИВНЫХ ИНСТРУМЕНТОВ
Цель – изучить основные параметры, характеризующие режущий абразивный инструмент (абразивный материал, зернистость, связка и твердость круга, структура, форма и т. д.).
Задание
Провести выбор режущего абразивного инструмента для выполнения заданной операции технологического процесса обработки заготовки.
Краткие теоретические сведения
Абразивная и алмазная обработка завоевывает все новые позиции в различных отраслях промышленности и уже не является лишь способом получения необходимого класса чистоты поверхности деталей, а становится одним из наиболее продуктивных методов обработки различных металлов, успешно заменяя операции, выполняемые на металлорежущих станках. Это объясняется все возрастающими требованиями к чистоте, точности и взаимозаменяемости деталей, а также расширением области использования высокопрочных и труднообрабатываемых металлов, сплавов и материалов. Широкое применение новых методов формообразования (литья под давлением, литье по выплавляемым моделям, штамповки, выдавливания, формообразования взрывом и др.) позволяет приблизить размеры заготовок к размерам готовых изделий. При этом заготовки, минуя операции точения, строгания или фрезерования, поступают непосредственно на абразивную обработку.
Абразивная обработка в ряде случаев применяется как единственно возможный метод обработки, например, тонкое шлифование и полирование листовой стали, в том числе нержавеющей, шлифование, полирование и разрезка тонкостенных труб из нержавеющей стали, зачистка сварных швов, получение деталей с шероховатостью поверхности до 0,020 – 0,008, абразивная пневмо и гидрообробка миниатюрных деталей свободным зерном, обработка некоторых криволинейных поверхностей и т. п.
Процесс технологии шлифования позволяет решать проблему создания автоматических линий, на которых вся обработка заготовок до требуемой геометрической точности и шероховатости поверхности производится абразивными и алмазными инструментами. Огромное значение при обработке твердых сплавов и разнообразных износостойких материалов, а также дерева, пластмасс, стекла, камня и других материалов имеют алмазные инструменты в сочетании с абразивными.
Абразивный инструмент имеет маркировку в виде условных обозначений характеристик, завода–производителя, окружную максимальную скорость и др. Пример маркировки приведен ниже (рис. 24).
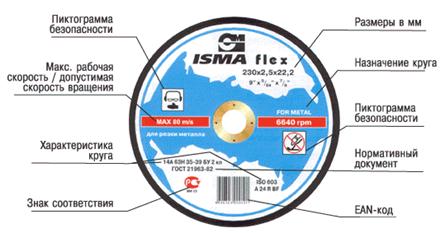
Рис. 24. Маркировка абразивного инструмента
Использование абразивных и алмазных инструментов позволяет механизировать процессы обработки, во много раз увеличить производительность и облегчить труд рабочих. Парк станков, оснащенных абразивными и алмазными инструментами, составляет в настоящее время около 20% общего станочного парка. В подшипниковых и в ряде других отраслей промышленности удельный вес станков для абразивной обработки достигает 60% и более.
Абразивный материал
Искусственный электрокорунд нормальный – 13А, 14А
Это материал высокой прочности с широкой областью использования. Он содержит 94,5 – 96,7% Al2O3,TiO2 – 1,8 – 2,6% и 1 – 2% других компонентов. Изготовляют путем плавки бокситов.
Искусственный электрокорунд белый – 24А, 25А
Содержит Al2O3 – 99,4 – 99,7%, при незначительном наличии других оксидов (Fe2O3, CaO, SiO2). Чистый материал используется в основном для кругов с керамической связкой. Изготовляют путем плавки очень чистого глинозема.
Таблица 6
Расшифровка основных характеристик круга.
Характеристика | Абразивный материал | Зернистость | Твердость | Структура | Связка |
Маркировка | 25А | 40 | СМ1 | 6 | К |
Карбид кремния черный – 53С, 54С
SiС составляет 96 – 99%. Карбид кремния черный изготавливают путем восстановления двуокиси кремния в печах сопротивления. Карбид кремния черный широко используется для шлифования неметаллических материалов.
Карбид кремния зеленый – 63с, 64С
Карбид кремния зеленый подобный карбиду кремния черному, но с более высокой чистотой. Область применения карбида кремния зеленого та же: в основном для кругов со средней и малой зернистостью.
Карбид кремния благодаря высокой твердости и режущей способности применяется для производства абразивных инструментов и для свободного шлифования. Он используется для шлифования чугуна, твердых сплавов, цветных металлов, камня, стекла.
Выбор применения абразивного материала приведены в табл. 7
Таблица 7
Выбор абразивного материала в зависимости от обрабатываемого материала и выполняемой операции
Характеристика обрабатываемого материала и выполняемой операции | Марка абразивного материала |
Обработка материалов с высоким сопротивлением разрыву. Это обдирки стальных отливок, поковок, проката, стальных высокопрочных и выбеленных чугунов, ковкого чугуна, получистовая обработка разных деталей машин из углеродистых и легированных сталей в незакаленном и закаленном состоянии, марганцевые бронзы, никелевых и алюминиевых сплавов | 13A, 14A |
Обработка закаленных деталей из углеродистых, быстрорежущих и нержавеющих сталей, хромированных и нитрованных поверхностей | 24A |
Обработка тонких деталей и инструментов, когда отвод тепла, образующегося при шлифовании, затруднено (штампы, зубья, шестерни, резьбовой инструмент, тонкие ножи, лезвия, стальные резцы, сверла, деревообрабатывающие ножи и т. п.) | 24A, 25A |
Обработка деталей (плоское внутреннее и профильное шлифование) с большой площадью контакта между кругом и обрабатываемой деталью, сопровождается большим теплообразования. Обрабатывающее шлифования (хонингование, суперфиниширование и т. д.) | 25A |
Обработка твердых материалов с низким сопротивлением разрыву (чугун, бронзовые и латунные отливки, твердые сплавы, драгоценные камни, стекло, мрамор, твердый каучук и т. п.), а также очень вязких материалов (жаропрочных сталей, сплавов, меди, алюминия, резины) | 53C, 54C, 63C, 64C |
Зернистость

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
