

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
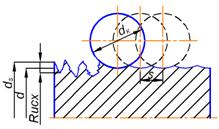
При обработке внешних поверхностей широко используется обкатка шаром и роликами. Под действием деформирующего элемента (шар, ролик и др.), твердость которого выше твердости обрабатываемого материала, происходит деформирование выступающих неровностей обрабатываемой поверхности: металл выступов микронеровностей растекается в обе стороны, заполняя смежные углубления, шероховатость поверхности при этом уменьшается.
По схеме деформации неровностей при обкатке шаром (рис.10) видно, что при пластическом деформировании микронеровностей образовывается не только новый микрорельеф, но и меняется размер детали.
Одновременно с этим происходит упрочнение поверхностного слоя детали, что приводит к изменению качественных показателей поверхностного слоя металла, твердости, границ текучести и прочности.
Таким образом, чистовую обработку детали методами пластического деформирования возможно провести не только для уменьшения шероховатости поверхности, но и для упрочнения поверхностного слоя, а также для того и другого одновременно.
Качественные показатели поверхности, полученной обкаткой шаром, в основном определяются режимами обкатки. От режимов обкатки (силы обкатки, подачи, диаметра шара и количества проходов) зависят шероховатость поверхности, степень упрочнения, физические свойства поверхностного слоя, а также производительность обработки.
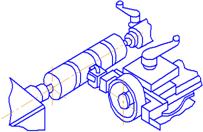
Самое большое влияние на шероховатость поверхностного слоя имеют давление на деформирующий элемент и подача. Ориентировочные значения подач при обработке одношариковым обкатчиком (рис. 11), что обеспечивают нужную шероховатость поверхности в зависимости от диаметра шара и исходной шероховатости поверхности, приведены в табл. 3.
|
|
Рис. 10. Схема деформирования поверхности шаром | Рис. 11. Схема установки заго–товки и одношарикового обкатчика на станок |
Меньшее влияние на шероховатость поверхности детали имеют количество проходов и скорость обкатки.
Оборудование и инструмент
Для выполнения лабораторной работы необходим токарно–винторезный станок, шариковый обкатчик, профилометр, устройство для измерения микротвердости (ПМТ–3), круглые заготовки из стали 45.
Таблица 3
Шероховатость поверхности в зависимости от подачи
и диаметра шара
Шероховатость поверхности Rа, мкм | Подача для диаметров шара, мм/об | |||||
исходная | необходимая | 6 | 10 | 20 | 40 | 100 |
5,0 | 0,63 | 0,20 | 0,25 | 0,35 | 0,50 | 0,80 |
2,5 | 0,32 | 0,14 | 0,20 | 0,25 | 0,35 | 0,60 |
2,5 | 0,16 | 0,10 | 0,15 | 0,20 | 0,25 | 0,40 |
1,25 | 0,08 | 0,07 | 0,10 | 0,12 | 0,20 | 0,30 |
0,63 | 0,04 | 0,05 | 0,05 | 0,09 | 0,12 | 0,20 |
Порядок выполнения работы
1. Закрепить в центрах станка заготовку, а в резцедержателе суппорта – резец.
2. Установить согласно норм режимы резания, обеспечив получение шероховатости поверхности Rа=2,5...0,63 мкм.
3. Проточить с одной установки все пояски заготовки (или несколько заготовок).
4. Измерить микрометром диаметры всех поясков в двух взаимно перпендикулярных сечениях.
5. Измерить среднее арифметическое отклонение профиля Rа на всех поясках, для чего после проверки настройки преобразователя и установления переключателем нужной границы измерения установить преобразователь на исследуемую поверхность так, чтобы измерительный механизм и корпус преобразователя были параллельны плоскости детали, которая проверяется, (чтобы не допустить поломки алмазной иглы, измерительный механизм датчика необходимо предварительно приподнять рукой, а потом осторожно опустить на поверхность детали) дальше нажать кнопку ПУСК и провести отсчет по шкале показывающего устройства.
6. Установить на станке режимы обкатки (V и S), а в резцедержателе вместо резца закрепить одношариковый обкатчик (см. рис.11).
7. Установить для первого пояска заданное давление обкатки Р0, для чего между нагруженным винтом и толкателем закрепить кольцевой динамометр с ценой деления 1,4 МПа, подвести обкатчик до прикосновения шара с поверхностью первого пояска и вращением нагруженного винта, по показателям индикатора динамометра установить нужное давление обкатки.
8. Обкатать поясок за один проход.
9. Повторить пп. 7 и 8 для обкатки других четырех поясков, последовательно меняя усилие обкатки, заданное преподавателем.
10. Измерить диаметры поясков после обкатки (п. 4).
11. Измерить шероховатость поверхности на всех поясках (п.5).
12. Повторить пп. 1...5.
13. Установить режимы обкатки (V и P0).
14. Обкатать пояски с разной скоростью подачи S (задается преподавателем).
15. Измерить диаметры поясков и шероховатость поверхности.
16. Измерить микротвердость исходной и обкатанной поверхности, для чего на призме устройства установить деталь, которая контролируется, так, чтобы наивысшая точка цилиндра располагалась над алмазной пирамидой, исследуемую часть поверхности путем поворота столика на 180° установить под объектив микроскопа и провести фокусирование. Дальше на штоке установить груз и медленно и плавно (без рывков) повернуть предметный столик против часовой стрелки до конца под алмазную пирамиду. Медленным поворотом ручки против часовой стрелки опустить шток так, чтобы алмазная пирамида затронула исследуемую деталь. После выдержки под нагрузкой от 5 до 10 с повернуть ручку по часовой стрелке в начальное положение и измерить диагональ отражения окулярным микрометром. Измерить микротвердость каждого из исследуемых участков не меньше трех – пяти раз. Составить отчет.
Отчет
Отчет должен содержать название работы, модель и характеристику станка, марку обрабатываемого материала и его характеристику, эскиз конструкции обкатчика, схему установки заготовки и обкатчика, данные об измерительных устройствах (динамометр, микрометр, профилометр), расчеты теоретической высоты микронеровностей по формуле R=S2/4dш для всех режимов обкатки, графики зависимости шероховатости поверхности Rа от исходной высоты микронеровностей, Rисх от усилия обкатки и подачи (на графиках должны быть горизонтальные линии, которые отвечают границам классов шероховатости поверхности), выводы.
Лабораторная работа 4
ЭЛЕКТРОИСКРОВАЯ ОБРАБОТКА МЕТАЛЛОВ
Цель – изучение технологии электроискровой обработки и исследование влияния импульсного электрического разряда на производительность и точность обработки.
Задание
Ознакомиться с технологией электроискровой обработки и исследовать влияние электрической ёмкости, напряжения, силы тока на производительность, а также на шероховатость обрабатываемой поверхности.
Краткие теоретические сведения
Метод состоит в направленном разрушении металла под действием импульсных искровых разрядов между электродами: электроискровая обработка металлов возможна при искровой форме электрического разряда, который происходит в жидкой диэлектрической среде. Искровая форма электрического разряда характеризуется высокой плотностью тока около 105...106 А/мм2, высокой температурой в искровом канале, которая достигает 10000 °С и больше, низкой продолжительностью разряда (меньше 10–3 с). При таких высоких параметрах искрового разряда вся энергия направленных электронов, которые летят, выделяется в поверхностных слоях анода (детали). В момент торможения электронного пучка происходит выброс расплавленного металла обрабатываемой детали, которая сопровождается звуковым эффектом, подобным взрыву.
Принципиальная схема станка для электроискровой обработки показана на рис. 12. Она состоит из источника постоянного тока, регулятора сопротивления R и сменной ёмкости конденсаторной батареи С, которая включена параллельно с электродами. Схема обеспечивает получение энергии большой мощности от маломощных источников тока и позволяет легко регулировать величину импульса тока в зависимости от нужной точности, в том числе шероховатости обрабатываемой поверхности. Общая ёмкость батареи конденсаторов составляет около 500 мкФ и состоит из нескольких групп для регулирования режима.
|
Рис. 12. Принципиальная схема станка для электроискровой обработки ЛКЗ–57 |
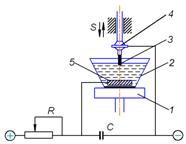
Обрабатываемую заготовку 5 (анод) в станке электроискровой обработки (рис. 12) закрепляют через изолирующую прокладку на столике 1. Инструмент (катод) 3 закрепляют в шпинделе 4 станка, который может перемещаться в вертикальной плоскости. Специальное реле поддерживает при заданном напряжении расстояние между электродами и, в зависимости от снятия металла, автоматически перемещает шпиндель вместе с закрепленным в нем инструментом, обеспечивая вертикальную подачу. В электрической схеме применяют электродвигатель–регулятор постоянного тока с независимым возбуждением. При большом расстоянии между электродами, то есть когда отсутствует электрический разряд, направление электрического тока будет таким, что якорь электродвигателя начнет оборачиваться в направлении, которое обеспечивает сближение электродов. Во время соприкосновения электродов направление электрического тока в якоре изменится, вследствие чего изменится направление вращения якоря и электрод начнет подниматься. Таким образом, в процессе электроискровой обработки направление тока непрерывно меняется как по величине, так и по направлению, и якорь электродвигателя поддерживает некоторую среднюю величину межэлектродного расстояния. При этом происходит беспрерывный процесс зарядки и разрядки конденсаторов С, что обеспечивает максимальное снятие металла за единицу времени.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
