

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
ТУ 36-1180-85
ИНДУСТРИАЛЬНЫЕ КОНСТРУКЦИИ ДЛЯ ПРОМЫШЛЕННОЙ ТЕПЛОВОЙ
ИЗОЛЯЦИИ ТРУБОПРОВОДОВ, АППАРАТОВ И РЕЗЕРВУАРОВ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ТУ 36-1180-85
Взамен ТУ 36-1180-78
Срок введения | с 01.01.86 г. |
Настоящие технические условия распространяются на теплоизоляционные конструкции из минераловатных изделий гофрированной структуры на синтетическом связующем с обкладкой с одной стороны, укомплектованные деталями крепления (далее КГС), а также защитной оболочкой (далее КГСз).
Комплектация КГС защитными оболочками может производиться на производственном участке.
Теплоизоляционные конструкции предназначаются для изоляции трубопроводов диаметром свыше 108 мм и технологического оборудования при температуре изолируемых поверхностей от минус 60 до плюс 300 °С.
Пример условного обозначения при заказе
КГС марки 100, длиной 1000 мм, шириной 1000 мм, толщиной минераловатного изделия 70 мм с обкладкой с одной стороны:
КГС 100 - 1000.1000.70 ТУ 36.16.22-14-88;
КГСз марки 75, длиной 1040 мм, толщиной минераловатного изделия 60 мм для наружного диаметра трубопровода 133 мм с защитной оболочкой из алюминиевого листа толщиной 0,5 мм:
КГСз 75 - 1040.60.133-А 0,5 ТУ 36.16.22-14-88
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Конструкции должны соответствовать требованиям настоящих технических условий и изготавливаться по технологическому регламенту, утвержденному в установленном порядке.
1.2. Конструкции выпускаются следующих видов:
КГС - конструкции с обкладкой, пришитой к минераловатному изделию, укомплектованная деталями крепления (рис. 1).
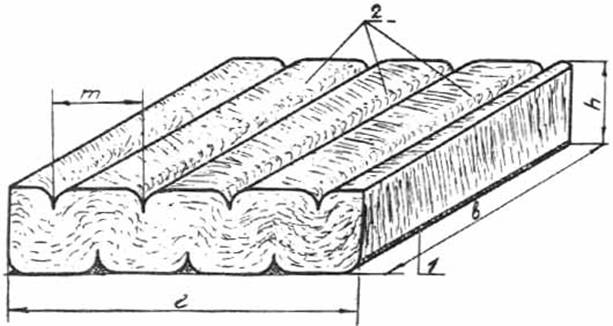
1 - обкладочный материал
2 - минераловатное изделие гофрированной структуры
l - длина изделия
b - ширина изделия
h - толщина изделия
m - ширина гофры
Рис. 1
Допускается по согласованию с потребителем приклеивать обкладку к минераловатному изделию.
КГСз - конструкция с обкладкой, пришитой к минераловатному изделию, укомплектованная защитной оболочкой и деталями крепления.
Допускается по согласованию с потребителем защитную оболочку приклеивать к обкладке.
1.3. Материалы, применяемые для изготовления КГС и КГСз должны удовлетворять требованиям соответствующих НТД.
1.3.1. Материалы, применяемые для изготовления минераловатных изделий гофрированной структуры:
- минеральная вата типа А и Б по ГОСТ 4640-89;
- синтетические связующие: смола фенолоформальдегидная марки СФЖ-3056 по ТУ 6-05-2003-82, фенолоспирты марки Б, В, Д по ТУ 6-05-1164-87, смола карбамидная КС-II по ТУ 6-05-1375-80.
(Измененная редакция. Изм. № 1).
1.3.2. Материалы, применяемые для обкладок:
нетканый ориентированный материал марки НОМ-Т по ТУ 6-11-523-82, стеклоткань электроизоляционная по ТУ 6-19-310-86, ткани марки Т по ГОСТ 19170-73, марки ТСТ по ТУ 6-11-118-75, сетка нетканая перекрестная стеклянная марки НПСС-Т-Г по ТУ 6-11-381-76, сетка стеклянная марки СПАП по ТУ 6-11-217-76, сетки стеклянные строительные по ТУ 6-11-99-75.
По согласованию с потребителем допускается применять ткани из ровинга марки ТР по ОСТ 6-19-521-85, полотно холсто-прошивное из отходов стеклянного волокна по ТУ 6-11-454-77 и другие виды обкладочного материала.
1.3.3. Прошивочные материалы: нити стеклянные крученые комплексные по ГОСТ 8325-78, ровинг марки РБТ, РБР, РБН по ГОСТ 17139-79, стеклопряжа СПК-б по по ОСТ 6-11-81-77, стеклоровинг из стеклянных нитей по ТУ 6-11-161-75 и другие прошивочные материалы.
1.3.4. Материалы, применяемые для изготовления защитных оболочек и деталей крепления должны удовлетворять требованиям соответствующей нормативно-технической документации, указанной в приложениях №№ 4 и 5 ТУ 36-1180-85.
1.3.5. Материалы для приклеивания обкладок - дисперсия поливинилацетатная гомополимерная грубодисперсная по ГОСТ 18992-80, синтетические связующие, применяемые для минераловатного изделия или их композиции с ПВА; для приклеивания защитных оболочек - дисперсия поливинилацетатная гомополимерная грубодисперсная по ГОСТ 18992-80, жидкое стекло по ГОСТ 13078-81 и другие клеи, обеспечивающие надежное крепление минераловатного изделия с обкладкой или обкладками с защитной оболочкой.
1.4. Параметры и размеры
1.4.1. Конструкции КГС и КГСз в зависимости от плотности минераловатного изделия подразделяются на марки 75 и 100.
1.4.2. Размеры минераловатного изделия КГС должны соответствовать указанным в табл. 1.
Таблица 1
Длина, мм | Ширина, мм | Толщина, мм |
от 500 | 500; 1000 | от 60 до 100 |
до 3000 | с интервалом 10 мм |
Примечания: 1. Выпуск изделий толщиной свыше 60 мм предусматривается с 1989 г.
2. По согласованию с потребителем допускается изготовление изделий другой длины и ширины.
3. Длина изделий определяется заказной спецификацией.
1.4.3. Предельные отклонения от размеров минераловатного изделия КГС не должны превышать:
по длине | +3; -1 % |
по ширине | ±2 % |
по толщине | +5; -4 мм |
1.4.4. Минераловатные изделия гофрированной структуры с обкладочным материалом должны быть прошиты в продольном направлении (перпендикулярно расположению гофр).
Шаг шва не более 120 мм.
Не допускается разрыв шва более 240 мм. Общая длина разрывов швов не должна превышать 10 % длины швов.
На одном метре ширины изделия должно быть не менее пяти швов.
1.4.5. Физико-механические показатели минераловатного изделия КГС и КГСз должны соответствовать требованиям, указанным в табл. 2.
Таблица 2
Наименование показателя | Норма для марки | |
75 | 100 | |
1. Плотность, кг/м3 | от 70 до 90 | св. 90 до 110 |
2. Теплопроводность, Вт/(м? К), (ккал/м? ч?°С), | ||
(298±5)К | 0,048 | 0,048 |
(25±5)°С | (0,041) | (0,041) |
(398±5)К | 0,082 | 0,078 |
(125±5)°С | (0,070) | (0,067) |
3. Содержание связующего, % по массе, не более (без замасливателя) | 3 | 4 |
4. Сжимаемость, %, не более | 10 | 9 |
1.4.6. На погонной длине 1 м минераловатного изделия КГС и КНСз должно быть не менее пятнадцати гофр.
1.4.7. Прочность приклеивания обкладки к минераловатному изделию или защитной оболочки к обкладке должна быть такой, чтобы при сгибании КГС и КГСз вокруг цилиндра диаметром 108 мм ( защитной оболочкой или обкладкой наружу) с последующим развертыванием конструкции минераловатным изделием вниз, не происходил его полный отрыв.
1.4.8. КГСз должны соответствовать техническим требованиям, указанным в ТУ 36-1180-85 и комплекту документации H10102 серия 3.903-12 (H10102-02; H10102-03; Н10102-04; Н10102-05; Н10102-18; Н10102-21).
1.4.9. Детали крепления должны соответствовать техническим требованиям, указанным в ТУ 36-1180-85 и комплекту документации Н10102 серия 3.903-12.
1.5. Комплектность
В комплект поставки входят:
1. Минераловатное изделие с обкладкой для КГС или с обкладкой и защитной оболочкой для КГСз.
2. Защитная оболочка, если она не приклеена, но указана в заказной спецификации.
3. Детали крепления.
4. Паспорт, заполненный на партию принятых конструкций.
Предусмотренные сборочными чертежами винты самонарезающие для крепления кромок оболочек, в комплект поставки предприятия-изготовителя конструкций не входят.
1.6. Упаковка и маркировка
1.6.1. Упаковка и маркировка по ГОСТ 25880-83. Упаковка и маркировка КГС в соответствии с требованиями для рулонных материалов. Детали крепления помещаются внутрь упакованной в рулон конструкции или поставляются в транспортных пакетах в количестве, рассчитанном на отгружаемую партию конструкции, но не более 10 кг в каждом пакете.
1.6.2. Защитная оболочка, выполненная из фольги алюминиевой диблированной, сворачивается в рулон с минераловатным изделием вместе или упаковывается отдельно по п.1.6.5.
1.6.3. Допускается обвязку упакованной конструкции производить бандажами, входящими в комплект.
1.6.4. Металлические провальцованные защитные оболочки должны быть уложены в стопу массой не более 50 кг выпуклостью в одну сторону и обвязаны в двух местах проволокой.
1.6.5. Неметаллические защитные оболочки должны быть свернуты в рулон и обвязаны в двух местах проволокой или заклеены клеевой лентой и поставляться в количестве, рассчитанном на отгружаемую партию.
1.6.6. Упаковка и маркировка КГСз с приклеенными оболочками должна производиться в соответствии с требованиями ТУ 36-1180-85.
2. ПРАВИЛА ПРИЕМКИ
2.1. Приемку конструкций проводят в соответствии с требованиями ГОСТ 26281-84 и настоящих технических условий.
2.2. Объем партии не должен превышать сменной выработки конструкций.
2.3. Приемочный контроль изготовитель проводит для каждой партии по размерам, прочности приклеивания, качеству прошивки, сжимаемости, плотности, содержанию связующего и внешнему виду защитных оболочек.
2.4. Периодический контроль изготовитель проводит по теплопроводности не реже одного раза в полугодие или при изменении сырья технологического процесса производства.
2.5. В документе о качестве указывают результаты испытаний, рассчитанные как среднее арифметическое значение показателей изделий, вошедших в выборку по ГОСТ 26281-84 и удовлетворяющих требованиям настоящих технических условий.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
