


Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Принимаются следующие размеры: проходы перед тесторазделочными машинами не менее 1,5 м, расстояние между конвейерными шкафами должно
42
быть не менее 1,25 м, между шкафом и печью при ручной посадке изделий в печь - 1,5 м, в том числе на рабочее место 0,8 м.
Расчет тесторазделочного оборудования производится в соответствии с часовой производительностью печи и зависит от ассортимента хлебобулочных изделий, принимаемого на линии, типа машин и оборудования. При расчете определяются тип и количество машин. В основном в тесторазделочном отделении производится расчет тестоделительных машин и шкафов предварительной и окончательной расстойки, а тестоокруглительные и закаточные машины по производительности рассчитаны для работы с тестоделительными машинами.
Хлебохранилище и экспедиция. Для расчета хлебохранилища и экспедиции принимается определенная схема транспортирования и хранения хлеба и хлебобулочных изделий. На хлебозаводах используются различные варианты погрузочно-разгрузочных работ в хлебохранилищах. Наиболее широкое применение находит конвейерная схема, которая позволяет организовать работу по схеме хлебозавод — автотранспорт — торговый зал магазина.
При расчете хлебохранилища определяют массу хлеба, подлежащего хранению, количество лотков, контейнеров, вагонеток и другого оборудования. Масса хлеба зависит от графика работы печей и перерыва в вывозе продукции (с 20 до 4 часов).
Масса хлеба, подлежащего хранению, определяется из уравнения, кг
Qобщl = P14T1 + P24T1 + ... (И.8)
где Р14, Р24 - производительность печей, вырабатывающих хлеб в рассматриваемый отрезок времени, кг/ч; Ть Т24 - время выработки по графику различных сортов хлеба за период с 20 до 4 часов.
Часовое количество лотков для хранения отдельного сорта хлеба определяется по формуле:
Л =![]() (И.9)
(И.9)
43
где п - число изделий на лотке; g - масса изделий, кг. Количество контейнеров определяют по формуле:
N=JI/Kk
(И. 10)
где Кк - количество лотков в контейнере, шт. Общее число контейнеров
Nобщ = N1 + N2 + ...= ![]() (И.11)
(И.11)
где Т -- срок хранения, ч; n— масса изделий в контейнере. Ритм заполнения контейнеров, мин
т = 60 / N. (И. 12)
Далее рассчитывается количество контейнеров на срок хранения хлебобулочных изделий:
N = T·60/t. (И.13)
Для каждого сорта хлеба требуется контейнеров:
(И.14)
![]()
где Рч, - выработка хлебных изделий, кг/ч.
Если хлеб упаковывается, его необходимо охлаждать, для чего предназначаются конвейерные шкафы-охладители. Размеры шкафа-охладителя определяют, зная количество хлеба, размещаемого в охладителе, размеры изделия и порядок их укладки. Тогда масса хлеба в конвейерном шкафоохладителе, кг:
(И. 15)
Q = Pnt0
где Рп - производительность печи, кг/ч; to - время нахождения хлеба в шкафоохладителе (to - 1,5—2 ч).
Число хлебов в шкафу
Nш = Pnt0 /g
Расчет размеров шкафа, количество люлек, длины конвейера ведется так же, как и конвейерных расстойных шкафов.
44
45
Экспедиция предназначается для подготовки хлебобулочных изделий к отправке в торговую сеть и примыкает к хлебохранилищу. Экспедиция отделяется от хлебохранилища стеной, которая имеет 2-3 проема шириной 2 м, высотой 2,2 м.
Для погрузки контейнеров или лотков (рис. И.1), с хлебом в автофургоны предусматривается погрузочная платформа открытого или закрытого типа. Различают несколько видов платформ: прямая, гребенчатая, зубчатая (рис. И.2).
Прямая платформа проектируется шириной 6 м при использовании электропогрузчиков и шириной 4м - без них. Прямая платформа удобна для загрузки автофургонов с задней торцевой стороны.
Гребенчатая платформа предназначена для загрузки автомашин сбоку и с задней стороны. Длина гребенчатой платформы определяется по формуле, мм
L = n(b + b1 + l) (И.17)
где п — число отпускных мест, b — ширина автомашины, мм; Ь1 - ширина платформы в гребенчатой части, мм; 1 - величина зазора, мм (1 = 800 мм).
Длина выступа платформы соответствует длине кузова автомашины, расстояние между выступами равно ширине кузова автомашины плюс 800 мм.
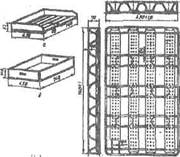
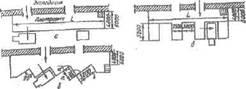
Рис. И.2. Типы платформ для погрузки хлеба в автомобили: а - прямая; б - гребенчатая; в - зубчатая
Наиболее удобна для заезда автомашин зубчатая платформа. Расстояние между центрами погрузочных точек этой платформы можно определить по формуле:
С= (И. 18)
(И. 18)
где lф - длина фургона автомобиля; bф - ширина фургона, мм.
Минимальная длина загрузочного фронта такой погрузочной платформы, мм
(И. 19)
L = пС + 2l1 = n + 2l1
где n - число отпускных точек: l1 - конечные прямые участки платформы, мм (1,= 1000 мм).
Ширина платформы при использовании электропогрузчиков - 6 м. При погрузке хлеба в автомашины лотками превышение погрузочной платформы над уровнем двора составляет 650 мм, при погрузке контейнеров с хлебом в автомашины - 1200 мм.
Рис. И.1. Хлебные лотки для контейнеров:
а - трехбортный лоток для хлеба; б - четырехбортпый лоток для булочек, сдобы и мучных
кондитерских изделий; в - металлический лоток для хлеба
 46
46
ПРИЛОЖЕНИЕ К РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ВНЕДРЕНИЯ НОВОЙ ТЕХНИКИ И ДРУГИХ КАПИТАЛЬНЫХ ВЛОЖЕНИЙ
При расчетах экономической эффективности к новой Технике относятся впервые реализуемые в народном хозяйстве результаты научных исследований и прикладных разработок, содержащие изобретения и другие научно-технические достижения, а также новые или более совершенные технологические процессы производства, орудия и предметы труда, способы организации производства и труда, обеспечивающие улучшение технико-экономических показателей производства или решение социальных и других задач развития промышленности.
Годовой экономический эффект новой техники представляет собой суммарную экономию всех производственных ресурсов (живого труда» материальных затрат, капитальных вложений), которую получает экономика государства (и каждого предприятия) в результате производства и использования новой техники и которая выражается в увеличении национального дохода (на предприятии - валового дохода).
Определение годового экономического эффекта основывается на сопоставлении приведенных затрат по базовой и новой технике:
3 = С + Ен·К, (К.1)
где 3 - приведенные затраты на единицу продукции (работы), руб.;
С - себестоимость единицы продукции (работ);
Ен - нормативный коэффициент эффективности капитальных вложений;
К - удельные капитальные вложения в производственные фонды.
Для обеспечения адекватного в масштабе всего общественного производства подхода к оценке экономической эффективности новой техники в расчетах используется единый нормативный коэффициент экономической эффект и г, мости капитальных вложений (0,15).
47
При определении годового экономического эффекта должна быть сопоставимость сравниваемых вариантов новой и базовой техники по всем признакам (кроме эффектообразующих):
- объему, ассортименту и ценам продукции (перерабатываемого сырья,
работы), производимой с помощью новой техники;
качественным показателям производимой продукции и перерабатываемого сырья (соответствие ГОСТам, ТУ и др.);
- фактору времени (срокам ввода в эксплуатацию и др., если капиталовложения осуществляются в течение нескольких лет);
- социальным факторам производства и использования продукции, включая влияние на окружающую среду и др.
Годовой экономический эффект Э (в руб.) от применения новых технологических процессов, механизации и автоматизации производства, способов организации производства и труда, обеспечивающих экономию производственных ресурсов при выпуске одной и той же продукции (производстве работы) по количеству, ассортименту и качеству, определяется по формуле:
Э=(З1-З2)А2
или
Э = (С1-С3)-Ен (К2-К,)А2, (К.2)
где 31, 32 - приведенные затраты на единицу продукции (работы), производимой с помощью базовой или новой техники;
А2 - годовой объем производства продукции (работы с помощью новой техники в расчетном году, натуральные единицы;
С1, С2 - себестоимость единицы продукции (работы), производимой с помощью базовой или новой техники;
К1, К2: - удельные капитальные затраты в расчете на единицу продукции (работы), изготовляемой с помощью базовой или новой техники.
49
При расчете C1, С2, а также К1, К2 величину (изменение) затрат учитывают только но тем статьям калькуляции и элементам основных и оборотных фондов, на которых отражается применение новой техники.
Эффект организации возникает как при проведении конкретных частных мероприятий по совершенствованию организации деятельности, так и при улучшении организации производственной системы в целом (в последнем эффективность организации производства не является суммой отдельных частных эффектов). Результаты организационных мероприятий по-разному влияют на экономический эффект. Возникает необходимость классификации источников экономического эффекта организационных мероприятий. В основу классификации может быть положен принцип выявления источников экономического эффекта от частных мероприятий по организации производства. Основные из этих источников:
1) Улучшение использования трудовых ресурсов: сокращение потерь рабочего времени, более полное использование квалификации работающих, совершенствование структуры кадров, сокращение времени выполнения технологических операций, уменьшение текучести кадров.
2) Улучшение использования орудий труда: более полная загрузка оборудования; сокращение времени пребывания оборудования в ремонте; сокращение простоев оборудования по организационно-техническим причинам; более полное использование технических возможностей оборудования; сокращение времени наладки и переналадки оборудования; высвобождение оборудования и производственных площадей.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 |
