
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
После сушки образцы повторно активировались в растворе, содержащем борогидрид и гидроокись натрия в течение 50 … 60 секунд, затем помещались в раствор для окрашивания и обрабатывались в течение 10 … 15 минут.
В результате такой обработки поверхность анодированных изделий независимо от марки сплава и формы имела глубокий черный цвет, а поверхность эматалированных изделий – черный цвет с синеватым оттенком.
Изобретение иллюстрируется несколькими примерами, представленными в таблице 8.6.3.
Таблица 8.6.3.
Изобретение может быть использовано во всех областях народного хозяйства, где требуется производить декоративную и функциональную отделку изделий из алюминия и его сплавов.
Применение предлагаемого способа позволит упростить технологический процесс окрашивания в черный цвет поверхности анодированного и эматалированного алюминия и его сплавов в неорганических растворах, повысить качество декоративной и функциональной отделки изделий сложной конфигурации из алюминия.
9. Конструкции барабанных ванн
9.1. Барабанная ванна
для биполярного анодирования алюминия и его сплавов
Известные устройства для анодного оксидирования изделий из алюминия обычно предусматривают обработку только в стационарных ваннах путем завешивания деталей на подвесках с плотным электрическим контактом. Такие устройства не дают возможности осуществлять быструю обработку большого количества мелких деталей, причем при образовании на деталях оксидной пленки нарушается электрическое контактирование детали с подвеской.

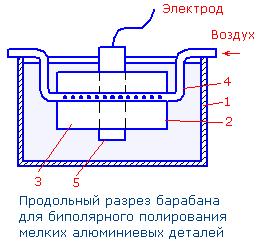
На рисунке схематически изображен общий вид барабанной ванны в поперечном разрезе; на рис. – то же, в продольном разрезе.
Барабанная ванна для биполярного анодирования мелких деталей из алюминия и его сплавов состоит из ванны 1, наполняемой электролитом, и барабана 2, в который насыпают полируемые детали.
Барабан 2 подвешивается в ванне на трубчатой оси 4, изготовленной из свинца, освинцованной стали или алюминия. Трубчатая ось 4 служит электродом, находящимся внутри барабана.
По обеим сторонам барабана в ванну завешивают два пластинчатых электрода 5. Барабан вращается вокруг трубчатой оси 4. Трубчатая ось снабжена боковыми отверстиями и выполняет роль барботера для продувания воздуха в целях выравнивания температуры электролита.
Контактирование деталей осуществляется биполярно: при прохождении переменного тока через электроды 4 и 5 и вращении барабана в полупериод прохождения переменного тока детали, лежащие в барабане у отрицательного электрода, заряжаются положительно, а детали, лежащие у электрода, заряженного положительно, заряжаются отрицательно.
Таким образом, при прохождении переменного тока и изменении полярности на электродах соответственно будет меняться полярность в различных участках детали.
При применении постоянного тока полярность деталей будет изменяться за счет перемещения их в барабане.
9.2. Барабан для высококачественной обработки мелких деталей
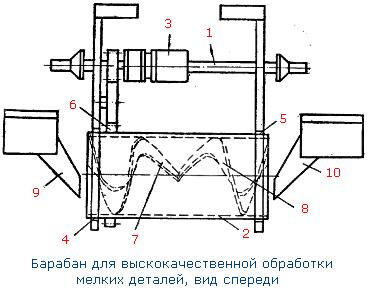
На рисунке схематически изображен барабан, вид спереди. Барабан включает каркас 1, на котором закреплены обечайка 2 и привод вращения 3. Обечайка 2 установлена на опорах 4 и 5, жестко соединенных с каркасом 1, и имеет шестерню 6, кинематически связанную с приводом вращения 3. Шнек, укрепленный на внутренней поверхности обечайки, состоит из двух частей 7 и 8, одна из которых имеет правую навивку, а другая – левую, соединенные вместе в середине барабана. В месте загрузки барабана смонтированы два лотка 9 и 10 для подачи деталей внутрь обечайки 2.
Барабан работает следующим образом. При вращении вала привода 3 начинает вращаться шестерня 6, а вместе с нею и обечайка 2. По лоткам 9 и 10 подлежащие обработке детали подаются внутрь обечайки 2 с двух ее торцов и шнеком перемещаются к середине обечайки 2. Барабан переносится транспортным средством в ванну в соответствии с заданным технологическим процессом (ванна на рисунке не показана).
9.3. Барабан, перфорированный пазами трапецеидальной формы
Известен барабан для нанесения гальванических покрытий, представляющий собой перфорированный многогранник из токонепроводящего материала, перфорация граней которого выполнена в виде зигзагообразных пазов, имеющих в поперечном сечении прямоугольную форму.
Однако такая форма пазов не обеспечивает равномерного распределения тока, что отрицательно сказывается на качестве покрытия.
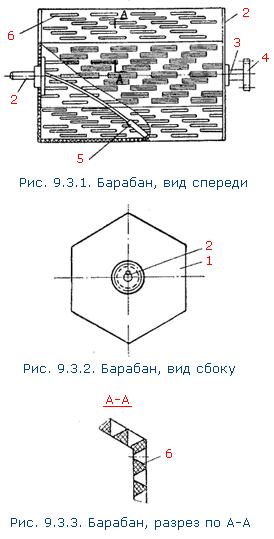 На рис. 9.3.1 показан барабан, вид спереди; на рис. 9.3.2 – вид сбоку; на рис. 9.3.3 – разрез по А-А.
На рис. 9.3.1 показан барабан, вид спереди; на рис. 9.3.2 – вид сбоку; на рис. 9.3.3 – разрез по А-А.
Барабан для нанесения электрохимических покрытий 1 представляет собой полый многогранник правильной формы, выполненный из токонепроводящего материала. Одна из граней барабана съемная и является крышкой.
При вращении барабана электролит свободно проходит через пазы 6 на гранях барабана и интенсивно обменивается. Перфорированные пазы, продольно расположенные на гранях барабана, сужаются к внутренней поверхности и, поскольку они имеют в поперечном сечении трапецеидальную форму, способствуют равномерному распределению тока, а, следовательно, и повышению качества покрытия (или полировки).
9.4. Барабан с дополнительными емкостями
Известно устройство, содержащее перфорированный барабан с дополнительными емкостями, установленными на его боковой поверхности. Барабан устанавливается в емкости с электролитом и имеет привод вращения. Установленные на боковой поверхности барабана емкости осуществляют нагнетание электролита из внешних слоев жидкости внутрь барабана в процессе нанесения покрытия. Этим самым производится обогащение прикатодной зоны ионами осаждаемого металла, что благоприятно сказывается на условиях проведения гальванической обработки.
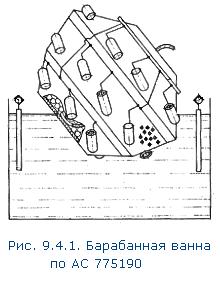 Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство (АС 775190), содержащее дополнительные емкости, выполненные в форме расположенных на боковой поверхности цилиндрических стаканов, которые снабжены анодами и имеют через выполненную в их нижней части перфорацию связь с внутренним объемом барабана (см. рис. 9.4.1).
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство (АС 775190), содержащее дополнительные емкости, выполненные в форме расположенных на боковой поверхности цилиндрических стаканов, которые снабжены анодами и имеют через выполненную в их нижней части перфорацию связь с внутренним объемом барабана (см. рис. 9.4.1).
Подаваемый в процессе нанесения покрытия из дополнительных емкостей электролит проходит под напором к обрабатываемым изделиям, обеспечивая при этом возникновение токовой связи между деталями, на которые подают такие струи, и поверхностью размещенных в дополнительных емкостях анодов. За счет этого возрастает скорость нанесения гальванического покрытия и улучшается его качество.
Однако в этом устройстве площадь анодов, находящихся в дополнительных емкостях и участвующих в процессе нанесения покрытия, недостаточно велика. Непосредственное участие в осуществлении осаждения металла принимает лишь небольшой участок их поверхности, который имеет связь с внутренним объемом барабана через отверстия небольшого диаметра для выхода электролита из дополнительных емкостей. Объем электролита, зачерпываемого дополнительными емкостями цилиндрической форм, составляет сравнительно небольшую величину.
При этом зачерпывание электролита производится в лежащих близко к поверхности барабана слоях, которые вследствие такого расположения (они находятся вблизи катодной зоны) обеднены ионами осаждаемого металла. Увеличение же емкости цилиндрических стаканов связано с одновременным возрастанием площади экранирования обрабатываемых изделий боковой поверхностью дополнительных емкостей от поверхности наружных растворимых анодов, в результате чего затрудняется получение изделий с высоким качеством осаждаемого металла. Кроме того, перечисленные недостатки не позволяют в достаточной степени интенсифицировать процесс осаждения гальванического покрытия.
При таком конструктивном исполнении устройства в процессе вращения барабана обрабатываемые изделия перемещаются по поверхности расположенных внутри него граней резервуаров, пересыпаясь при этом с грани одного резервуара на грань другого. Скольжение деталей происходит сначала поперек граней кармана, а затем вдоль наклонных лопастей. В процессе такого перемещения изделия проходят около поверхности расположенных в карманах дополнительных анодов.
Связь изделий с их поверхностью осуществляется через имеющиеся на гранях отверстия перфорации. Распределение изделий по поверхности резервуаров осуществляется более или менее одинаковыми порциями при поворачивании корпуса самого устройства за счет выноса изделий из его нижней части наклонными лопастями и последующего их пересыпания с грани одного резервуара на грань другого.
За счет движения обрабатываемых изделий на относительно небольшом расстоянии от поверхности лежащих в резервуарах дополнительных анодов по сложной траектории в условиях, когда экранирование одних изделий не затруднено другими (так как подвод электролита к обрабатываемым изделиям осуществляется от поверхности дополнительных анодов через отверстия в гранях резервуаров еще и под давлением), наносимое покрытие отличается высокой равномерностью и качеством.
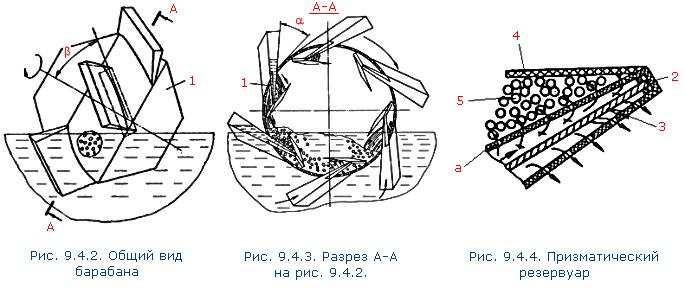
На рис. 9.4.2 изображено предлагаемое устройство, общий вид; на рис 9.4.3 – разрез А-А на рис. 9.4.2; на рис. 9.4.4 – полый призматический резервуар с примыкающей к нему наклонной лопастью в процессе нанесения покрытия.
Устройство для проведения гальванических процессов содержит барабан 1 с призматическими резервуарами 2 и дополнительными анодами 3, наклонные лопасти 4, присоединенные к краю резервуара.
Дойдя до поверхности закрепленных на концах граней лопастей 4, изделия задерживаются ими и начинают перемещаться по их поверхности в продольном направлении, пока не достигнут нижнего края резервуаров 2. Нижний край резервуара образует своеобразную ступеньку, падая с которой изделия переходят на коническую поверхность барабана, с которой, скатываясь вниз, они вновь попадают на поверхность грани находящегося внизу следующего за первым резервуара. Там процесс перемещения деталей указанным способом повторяется вновь.
Достаточно высокая равномерность наносимого покрытия на обрабатываемых изделиях обеспечивается за счет многократного изменения положения деталей в процессе их скольжения по поверхности заходящих внутрь барабана 1 резервуаров 2 и наклонных лопастей 4 и их пересыпания с одной грани резервуара на другие. Так как расположенные в резервуарах 2 дополнительные аноды 3 не имеют фиксированного положения по отношению к обрабатываемым изделиям 5 в процессе нанесения покрытия, то это затрудняет создание повышенных плотностей тока на отдельных изделиях и участках поверхности, что улучшает структуру получаемого гальванического осадка.
Использование предлагаемого устройства по сравнению с базовым позволяет уменьшить отрицательное влияние эффекта экранирования расположенных внутри объема загрузки деталей изделиями, лежащими в его наружных слоях, на процесс осаждения за счет распределения обрабатываемых изделий более или менее равномерными слоями на гранях, заходящих внутрь барабана резервуаров при осуществлении обработки.
Предлагаемое устройство также позволяет интенсифицировать процесс обработки по сравнению с известными устройствами благодаря зачерпыванию слоев электролита, расположенных вдали от прикатодной зоны, а также за счет уменьшения расстояния между поверхностью обрабатываемых изделий и дополнительных анодов, расположенных внутри резервуаров.
За счет постоянного перемещения изделий в продольном и поперечном направлениях по граням резервуаров, а также скатывания изделий в барабан с последующим перемещением на поверхность соседних граней, по сравнению с существующими устройствами, предлагаемое устройство позволяет обеспечить получение более равномерного и качественного гальванического осадка.
Резервуары, представляющие собой сосуды, имеющие небольшую по сравнению с длиной ширину, в отличие от используемых в известных конструкциях элементов, в меньшей степени экранируют загружаемые в барабан изделия от поверхности наружных растворимых анодов, завешиваемых непосредственно в гальванической ванне, и могут иметь за счет этого значительно большую емкость, поэтому в предлагаемом устройстве создаются более оптимальные условия для нанесения гальванических покрытий.
Использование предлагаемого изобретения позволяет уменьшить разбег толщин наносимого покрытия в среднем на 0,4 мкм.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
