
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Сегодня это один из самых перспективных и востребованных способов нанесения оксидных слоев, т. к. позволяет наносить сверхпрочные покрытия с уникальными характеристиками.
Процесс высоковольтного оксидирования ведется в большинстве случаев в нейтральных электролитах при подаче импульсного тока. Перед нанесением покрытия не требуется особой подготовки поверхности. Особенностью процесса является то, что используемая энергия от электрических импульсов не приводит к микроразрядам в пароплазменной фазе, которые значительно повышают энергоемкость термического воздействия. Оксидный слой приблизительно на 70% формируется вглубь основного металла. Только 30% покрытия находится полностью снаружи изделия.
Устройство с наибольшим успехом может быть использовано для финишных операций обработки наружной поверхности металлических изделий и применено в различных областях хозяйственной деятельности. Промышленное освоение устройства подготовлено в условиях Национальной Академии Наук Беларуси.
6. Электролиты и растворы для полирования алюминия и его сплавов
6.1. Электролит для полирования алюминия и его сплавов
до зеркального блеска
Уменьшение шероховатости, повышение отражательной способности и увеличение скорости полирования достигается за счет использования электролита на основе ортофосфорной, серной кислот, хромового ангидрида с добавкой алкансульфоната натрия с формулой R-SO3Na, где R – углеводородный радикал со средней длиной цепи С15. Хорошо растворяется в воде с образованием мицеллярных растворов. Алкансульфонат натрия используют для получения анионоактивных ПАВ. Состав электролита приведен в таблице 6.1.1.
Таблица 6.1.1.
Процесс полирования ведут на аноде при анодной плотности тока 0,05 … 0,1 А/дм2, температуре электролита 40 … 70˚С в течение 30 … 60 секунд.
Электролит готовят простым смешиванием компонентов.
Алкансульфонат натрия, вступая во взаимодействие с поверхностью алюминия, образует растворимые окисно-органические пленки, понижающие поверхностное натяжение, что ведет к уменьшению шероховатости поверхности, увеличивает скорость растворения постоянно формируемой и стравливаемой окисно-солевой пленки. Частичное внедрение алкансульфоната в окисную пленку, образующуюся при полировании, приводит к изменению ее электрофизических свойств, что повышает отражательную способность поверхности.
Указанные в таблице диапазон концентраций компонентов в электролите являются оптимальными. Превышение концентраций серной кислоты и хромового ангидрида приводит к выпадению кристаллического осадка хромового ангидрида на поверхности алюминия и ее растравливанию. Превышение диапазона концентраций ортофосфорной кислоты приводит к снижению отражательной способности поверхности в результате формирования пленки фосфата. Снижение концентрации компонентов в запредельную область приводит к снижению качества и скорости полирования.
Результаты экспериментальной проверки электролита приведены в таблице 6.1.2.
Таблица 6.1.2.
Электролитическому полированию подвергали алюминий А000 и алюминиевый сплав Д16АТ. Увеличение скорости полирования оценивали по разности времени полирования в известном электролите и в предлагаемом, отнесенной ко времени полирования в известном электролите (в процентах).
Как следует из представленных данных, предлагаемый электролит по сравнению с известным обеспечивает уменьшение шероховатости поверхности, повышение отражательной способности поверхности и увеличение скорости полирования.
6.2. Электролит с кремнефторидом калия
для полирования алюминия и его
Состав электролита приведен в таблице 6.2.1.
Таблица 6.2.1.
Улучшение качества полирования достигается за счет того, что воднй раствор хромового ангидрида – хромовая кислота – пассивирует поверхность полируемого изделия и предупреждает ее разъедание в момент включения тока, а кремнефторид калия удаляет с поверхности изделия пассивную пленку, переводя окислы алюминия в раствор и увеличивая степень чистоты поверхности.
Перед электрохимическим полированием обрабатываемую поерхность обезжиривают, промывают горячей водой, осветляют и промывают холодной водой; после полирования – промывают и высушивают.
В таблице приведены состав электролита, режим полирования и результаты обработки 6.2.2.
Таблица 6.2.2.
Как видно из таблицы, электролит порзволяет значительно (на 3 … 5 классов) повысить качество полирования.
6.3. Электролит для полирования алюминия
и его сплавов с кремнием
Состав электролита приведен в таблице 6.3.1.
Таблица 6.3.1.
Процесс полирования проводят при температуре 30 … 40˚С, плотности тока 5 … 20 А/дм2 в течение 1 … 5 минут.
Электролит готовят путем растворения органических добавок в смеси кислот при перемешивании. Корректировку осуществляют по данным анализа по серной и фосфорной кислотам. Электролит стабилен до пропускания 200 … 250 А·час/л электричества.
Пример, иллюстрирующие работу электролита, приведены в таблице 6.3.2.
Таблица 6.3.2.
6.4. Электролит, обеспечивающий высокую отражательную способность полированной поверхности
Для повышения отражательной способности и относительного сглаживания поверхности обрабатываемых изделий в электролит, содержащий тринатрийфосфат, кальцинированную соду и алюмокалиевые квасцы, дополнительно вводят тетраацетилтетразациклооктан (ТАТ) и дисукцинимид-дисульфид (ДИД).
Совместное присутствие в фоновом электролите добавок TAT и ДИД позволяет качественно полировать алюминий и его сплавы (АДО, АД1, АД, АМц, АМг, А6Н, Д16) с повышением чистоты поверхности на 1-2 класса и отражательной способности до 90 %. Установлено, что добавка TAT выступает как выравнивающая в электролите полирования, а добавка ДИД - как блескообразующая. Работоспособность разработанного щелочного раствора с добавками TAT и ДИД составляет 190-200 А·час/л при сохранении удовлетворительного качества полировки, после чего наблюдался "запирающий" эффект. Возникновение "запирающего" эффекта, выражающегося в резком повышении напряжения на ванне (до 50 … 90 В), связано, очевидно, с достижением предела растворимости соединений алюминия. Образовавшаяся пленка перестает подрастворяться, ионная и электронная проводимость подавляются, что и вызывает резкое повышение напряжения на ванне.
Состав электролита приведен в таблице 6.4.1.
Таблица 6.4.1.
Процесс ведут при анодной пдльности тока 7 … 15 А/дм2, температуре 70 … 80˚С в течение 5 … 10 минут.
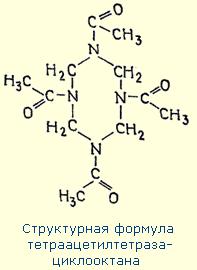 Тетраацетилтетразациклооктан (ТАТ) (ТУ-609-18-675-82) C12H20O4 – белый кристаллический продукт, молекул. масса 284, температура плавления 158 … 163˚С, температура воспламенения 310˚С, структурная формула приведена на рисунке.
Тетраацетилтетразациклооктан (ТАТ) (ТУ-609-18-675-82) C12H20O4 – белый кристаллический продукт, молекул. масса 284, температура плавления 158 … 163˚С, температура воспламенения 310˚С, структурная формула приведена на рисунке.
ТАТ синтезируется из 1,5-диацетил-3,7-эндометил-1,3,5,7-тетразациклооктана (ДАПТ). Способ получения ТАТ: в реактор загружают ДАПТ и уксусный ангидрид C4H6O3 в соотношении 3 мас. ч. уксусного ангидрида на 1 мас. ч. ДАПТ. Смесь выдерживают при 90˚С в течение 2 часов, затем разбавляют водой при комнатной температуре и упаривают под вакуумом. Из кубового остатка ТАТ высаживается аммиачной водой и фильтруется. Выход сухого ТАТ составляет 80%.
ТАТ является химически стойким веществом, неразлагающимся до температуры 320˚С; устойчив в сильно щелочных и кислых средах, устойчив к анодному окислению. Это способствует высокой эффективности ТАТ в щелочном растворе электрополирования при небольших концентрациях добавки (5 … 15 г/л).
Наличие функциональной ацетильной группы в молекуле ТАТ усиливает хеморсорбционную способность этой добавки. Хемосорбция молекулы ТАТ на положительно заряженной поверхности алюминиевого сплава обеспечивает преимущественное растворение микровыступов поверхности полируемой детали и. как следствие, повышение относительного сглаживания поверхности.
Таким образом, добавка ТАТ выступает в качестве выравнивающей добавки в щелочном электролите полирования алюминиевых сплавов.
 Дисукцинимид-дисульфид (ДИД) C8H8N2O4S2 – светло-желтый кристаллический продукт, мол. Масса 260, температура плавления 192 … 193˚С. Структурная формула приведена на рисунке.
Дисукцинимид-дисульфид (ДИД) C8H8N2O4S2 – светло-желтый кристаллический продукт, мол. Масса 260, температура плавления 192 … 193˚С. Структурная формула приведена на рисунке.
Способ получения ДИД: горячий раствор сукцинимида (ТУ-6-09-08-989-75) в этаноле прикапывают к охлажденному до 0˚С раствору едкого кали в этаноле в соотношении сукцинимида к едкому кали 2 мас. ч. 1 мас. ч. Температуру реакции поддерживают в пределах 0 … 5˚С. Выпавший в осадок дисукцинимидат калия отфильтровывают, промывают ацетоном, сушат в вакууме. Затем к суспензии при перемешивании прибавляют монохлорид серы (ТУ-6-09-14-1866-76). Полученный продукт ДИД упаривают под вакуумом и после промывки водой и гексаном перекристаллизовывают из метанола. Выход сухого ДИД составляет 75%.
Добавка ДИД вводится в полировочный раствор в качестве блескообразующей. Небольшое содержание ДИД в растворе (0,65 г/л) обеспечивает повышение отражательной способности сплава А6Н вдвое (с 35 до 56 … 90%) (см. таблицу, примеры 4 … 6,8).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
