
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
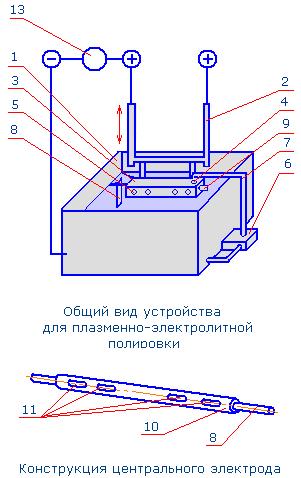 На рисунке представлены общий вид устройства для обработки внутренних поверхностей полых длинномерных изделий с отверстиями и показана конструкция центрального электрода.
На рисунке представлены общий вид устройства для обработки внутренних поверхностей полых длинномерных изделий с отверстиями и показана конструкция центрального электрода.
Устройство состоит из ванны обработки 1, заполненной электролитом, подъемноопускного механизма подвески 2, на котором горизонтально закреплено обрабатываемое изделие 3 с технологическим отверстием 4 и обрабатываемыми отверстиями 5, нагнетательного насоса 6 и соединенного с ним электроизоляционного шланга 7, подающего электролит к технологическому отверстию 4, центрального электрода 8 в виде стержня, расположенного на дистанционирующих и электроизолирующих прокладках 9 внутри обрабатываемого изделия 3 и одетого в электроизолирующий чехол 10 с окнами-прорезями 11, размещенными напротив обрабатываемых отверстий 5, вертикальной контактной пластины 12, жестко подсоединенной к центральному электроду 8 в виде стержня, источника постоянного тока высокого напряжения 13, отрицательный полюс которого присоединен к ванне обработки 1, а положительный - к подъемно-опускному механизму подвески 2 и обрабатываемому изделию 3.
Устройство работает следующим образом. Обрабатываемое изделие 3 закрепляется горизонтально на подъемно-опускном механизме подвески 2, которая перемещается в крайнее верхнее положение. Внутри обрабатываемого изделия 3 размещается центральный электрод 8, например, в виде круглого стержня, с подсоединенной к нему вертикальной контактной пластиной 12.
Для обработки изделий из различных металлов с целью улучшения качества поверхности используют растворы различного состава. Например, для нержавеющей стали используется 5 % раствор сульфата аммония, для черной стали - 5 % раствор хлорида аммония, для меди и латуни - 5 % раствор лимоннокислого аммония, а для алюминия - суммарный 5 % раствор хлорида калия и органической кислоты.
5.3. Способ электролитно-плазменного полирования металлов
с улучшенным качеством обработки
Этот способ имеет недостаток: ограничены качество обработки и круг обрабатываемых материалов. Это связано со сложностью обеспечения устойчивости парогазового слоя при изменении температуры электролита и напряжении в цепи анод-катод.
Известен также способ электрохимического полирования металлических изделий (патент РФ 2168565), наиболее близкий к заявляемому способу и поэтому принятый за прототип.
В способе-прототипе обрабатываемое металлическое изделие погружают в водный раствор электролита и прикладывают к нему положительное по отношению к электролиту электрическое напряжение, под действием которого между поверхностью обрабатываемого изделия и электролитом образуется парогазовый слой, а процесс полирования осуществляется в два этапа, на первом из которых к обрабатываемому изделию прикладывают электрическое напряжение 90 … 190 В и выдерживают изделие при этом напряжении в течение 0,1 … 5 секунд, а на втором этапе это напряжение увеличивают до 200 … 400 В и поддерживают постоянным до окончания процесса полирования.
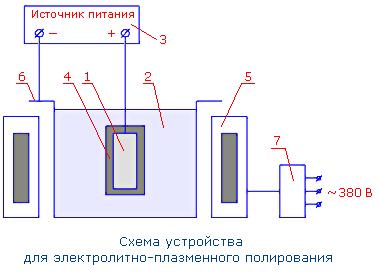
На рисунке изображена схема общего вида устройства для реализации заявляемого способа.
 Процесс электролитно-плазменного полирования идет при наличии тонкого парогазового слоя вблизи поверхности обрабатываемого изделия. По сути дела имеет место так называемое пленочное кипение. Кроме того, в парогазовом слое идут разрядные процессы, порождающие поток плазмы. Под действием электрохимических явлений происходит полировка поверхности изделия. В известных способах парогазовый слой как теплофизическое явление и, одновременно, поток плазмы питаются энергией от источника постоянного тока цепи анод-катод. Это приводит, как показывает опыт, к трудностям по управлению процессом полировки, которые выражаются в неустойчивости парогазового слоя (колебания его толщины, срывы, нагрев изделия, появление пены, искрообразование и резкие колебания тока в электрической цепи). В итоге это приводит к снижению качества обработки и сужению круга обрабатываемых материалов.
Процесс электролитно-плазменного полирования идет при наличии тонкого парогазового слоя вблизи поверхности обрабатываемого изделия. По сути дела имеет место так называемое пленочное кипение. Кроме того, в парогазовом слое идут разрядные процессы, порождающие поток плазмы. Под действием электрохимических явлений происходит полировка поверхности изделия. В известных способах парогазовый слой как теплофизическое явление и, одновременно, поток плазмы питаются энергией от источника постоянного тока цепи анод-катод. Это приводит, как показывает опыт, к трудностям по управлению процессом полировки, которые выражаются в неустойчивости парогазового слоя (колебания его толщины, срывы, нагрев изделия, появление пены, искрообразование и резкие колебания тока в электрической цепи). В итоге это приводит к снижению качества обработки и сужению круга обрабатываемых материалов.
Предлагаемый способ лишен указанных недостатков, так как парогазовый слой и поток плазмы питаются от разных источников энергии.
Предлагаемый способ предполагает использование известных приемов, процедур, материалов и оборудования, что свидетельствует о возможности промышленной реализации изобретения.
5.4. Устройство для высоковольтного оксидирования
алюминия и его сплавов
Важным направлением в современной технологии электрохимического нанесения покрытий являются машины и их оснастка в виде технологических модулей для оксидирования материалов.
Известна оснастка для анодирования – электрохимического нанесения защитных покрытий на поверхность металлических изделий и заготовок, содержащая источник питания, ванну-катод с электролитом, держатель для обрабатываемой заготовки-анода. Анодирование, как правило, применяют для алюминия и его сплавов.
Технология электрохимического нанесения покрытий на листовые и пластинчатые металлические заготовки является разновидностью электролитно-разрядной обработки материалов. При этом в электролите вблизи поверхности обрабатываемого изделия образуется парогазовая оболочка, оттесняющая электролит от изделия.
Ближайшим технологическим решением, принятым за прототип, является устройство для высоковольтного оксидирования изделий из алюминия и алюминиевых сплавов, включающее ванну с электролитом, катод, токоподводы к обрабатываемому изделию и катоду, средства перемещения изделия, прокачки электролита, его охлаждения, источник питания постоянного тока для формирования катода и анода. Технологический модуль применяют в машинах для электрохимического нанесения защитных покрытий преимущественно на листовый и пластинчатые металлические заготовки.
Известное устройство позволяет осуществлять одновременную обработку крупной серии изделий.
В устройстве насос прокачки может быть снабжен направляющим аппаратом в виде обечайки, охватывающей насос.
Совокупность существенных признаков полезной модели обладает новизной и неочевидностью и, следовательно, отвечает критерию «изобретательский уровень». Промышленный макет полезной модели проходит опытную апробацию и, следовательно, соответствует критерию «промышленная применимость».
Технический результат полезной модели реализован путем образования приповерхностного стационарного температурного поля, через которое производится электрохимический массоперенос материала покрытия на поверхность изделия.
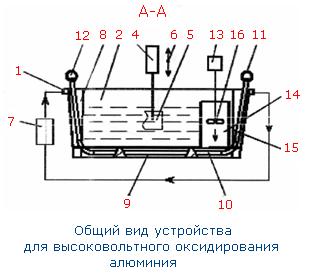
Для лучшего понимания устройства рассмотрим конкретный пример его исполнения со ссылками на рисунки, где рис. – общий вид в разрезе устройства для высоковольтного оксидирования изделий из алюминия и алюминиевых сплавов; рис. аксонометрический вид устройства.
Устройство для высоковольтного оксидирования изделий из алюминия и алюминиевых сплавов включает токоизолированную ванну 1 с электролитом 2, катод 3, токоподводы 4 к обрабатываемому изделию 5, средство 6 перемещения изделия 5, средство 7 для прокачки электролита 2, и теплообменника 8, и катода 3. Ванна 1 выполнена в форме многогранной призмы, на стенках которой смонтирован по меньшей мере один катод 3, а дно ванны выполнено в виде камеры 9 для прокачки электролита. Внутри камеры 9 размещены трубчатые элементы 10 теплообменника 8, которые гидравлически связаны с трубчатыми элементами напорного коллектора 11 и сливного коллектора 12, расположенных оппзитно над зеркалом ванны 1 с электролитом 2. Внутри ванны 1 смонтирован насос прокачки 13, гидравлически связанный с камерой 9 для прокачки электролита 2. Насос 13 прокачки снабжен направляющим аппаратом 14 в виде обечайки 15, охватывающей насос 13.

Устройство для высоковольтного оксидирования изделий из алюминия и алюминиевых сплавов работает следующим образом. Изделие 5 посредством средства 6 перемещения загружают в ванну 1 с электролитом 2. Посредством токоподвода 4 к обрабатываемому изделию 5 и катодам 3 подается технологическое импульсное напряжение 200 … 515 В и с длительностью импульсов 3,3 мс в зависимости от параметров покрытия (толщина, твердость и т. п.).
Важнейшим технологическим параметром процесса оксидирования является стабильность температуры электролита. В процессе обработки в электролите 2 выделяется джоулево тепло, приводящее к нагреву электролита 2 и снижению параметров покрытия на изделии 5. Для охлаждения электролита 2 в ванне 1 технологический модуль оснащен средством 7 для прокачки электролита 2 и теплообменником 8. Для повышения эффективности работы теплообменника 8 и гарантированной выдержки технологического температурного интервала электролита 2 дно ванны выполнено в виде камеры 9 для прокачки электролита 2, внутри которой размещены трубчатые элементы 10 теплообменника 8, которые гидравлически связаны с трубчатыми элементами напорного 11 и сливного 12 коллекторов, расположенных оппзитно над зеркалом ванны 1 с электролитом 2. При этом внутри ванны 1 смонтирован насос прокачки 13, гидравлически связанный с камерой 9 для прокачки электролита 2.
Высоковольтное оксидирование изделий из алюминия и алюминиевых сплавов – метод получения многофункциональных оксидных слоев. Он позволяет наносить слои с высокими защитными, антикоррозионными, теплостойкими, изоляционными, декоративными свойствами. По внешнему виду покрытия, полученные высоковольтным оксидированием, очень напоминают керамику.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 |
