
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
В образцах автоклавного твердения образуются в основном следующие гидросиликаты кальция: низкоосновный гидросиликат CSH (В), С2SH(A) и тоберморит.
Установлено, что волластонит не теряет своих армирующих свойств в условиях автоклавного синтеза, то есть в щелочной среде и повышенных температурах.
Данные рентгенофазного и термографического анализов свидетель-ствуют о более глубоком гидратационном процессе в межпоровой перегородке ячеистого бетона автоклавного твердения, с образованием соединений низкоосновного гидросиликата типа CSH (В) и тоберморита, наиболее устойчивых в эксплуатационных условиях. В связи с чем задача заводской лаборатории и технологического отдела заключается в проведении тщательного анализа сырья, оптимизации соотношения между ними и технологических переделов (в том числе и режимов тепловлажностной обработки) с целью получения прочных соединений продуктов гидратации межпоровой перегородки ячеистых бетонов, наиболее устойчивых в агрессивных условиях эксплуатации.
Исследование кинетики нарастания пластической прочности газобетонной смеси показало, что рост пластической прочности у газобетона с добавкой волластонита идет равномерно с небольшим опережением роста пластической прочности у обычного газобетона.
Время достижения прочности газобетонной смеси 0,05 МПа, достаточной для резки массива на изделия, составляет для газобетона с добавкой волластонита порядка 156-160, а без добавки через 185 мин.
Время резки массива на изделия в течение 180 мин соответствует нормам, принятым на зарубежных заводах.
Небольшое опережение роста пластической прочности ячеисто-бетонной смеси с добавкой волластонита связано с тем, что добавка волластонита повышает активность вяжущего, а также механическую прочность в начальные сроки твердения. Добавка волластонита в ячеистые бетоны приводит к существенному росту прочности, как на сжатие, так и на растяжение при изгибе, т. е. она обладает хорошими армирующими свойствами.
В шестом разделе освещены вопросы по совершенствованию заводской технологии и повышению качества ячеистых бетонов. Известно, что в лаборатории создаются «идеальные условия». На заводе идеальных условий нет, когда выявляются новые факторы, существенно влияющие на свойства ячеистого бетона. Установлено, что для получения качественного ячеистого бетона заданной плотности и прочности в заводских условиях в пооперационный контроль технологических операций необходимо включить пункт контроля - рост пластической прочности (в1) смеси и интенсивность газообразования (в2), так как пункты контроля (г) и (д) только фиксируют общую высоту вспучивания газобетонной смеси и пластическую прочность перед разрезкой массива на изделия, срезкой, или прокаткой горбушки, в то время как рост пластической прочности и интенсивность газообразования свидетельствуют о динамике происходящих процессов, то есть о согласованности процессов схватывания и газообразования, особенно заметное при переходе с одного вида вяжущего на другое.
Для получения качественной газобетонной смеси, которая в основном определяет качество готового продукта, необходимо добиться согласованности двух процессов газообразования и нарастания пластической прочности газобетонной смеси.
В случае, когда процесс газообразования проходил очень быстро, а смесь медленно схватывалась, газ прорывался и улетучивался, требуемой поризации не получали. Если газообразование проходило медленно, а смесь быстро схватывалась, то смесь оказывалась малопоризованной. Это приводило к значительным материальным потерям, например, плотность и прочность ячеистого бетона на Павлодарском КЖБИ-4 колебалась в пределах по плотности до 143 кг/м3, а по прочности до 2,6 МПа (см. рисунок 3) при нормативной плотности 600 кг/м3.
Исследование влияния контроля роста пластической прочности и интенсивности газообразования позволило снизить колебания по плотности на 37 %, а прочности на 32 % от первоначальной. Одной из основных причин заводского брака ячеистобетонных изделий является плохое качество извести. Заводам ячеистого бетона поставляется известь с весьма различными экзотермическими свойствами. Исследования показывают, что хорошие результаты достигаются при работе на среднегашенной извести, обеспечивающей нормальные условия гидратации и формирования ячеистой структуры. При применении медленно гасящейся низкоэкзотермичной извести процесс гидратации должен искусственно ускоряться путем использования подогретой воды. Если не представляется возможным добиться нормальной по скорости и оптимальной по температуре гидратации извести в формируемом изделии путем повышения количества воды затворения, то можно снизить экзотермический эффект, увеличив ввод в шихту горбушки.
Совершенно нельзя применять на заводах известь с различными характеристиками, так как это приводит к нарушению технологических параметров производства и к браку. Так же известь должна быть стабильной по составу, так как при изменяющихся качественных показателях невозможен выпуск изделий с постоянными свойствами, крайне затруднительно осуществить механизацию и автоматизацию технологи-ческих процессов.
Рисунок 3 – Суточная и посменная плотность и прочность
Для получения качественного ячеистого бетона установлены оптимальные сроки гашения извести, равные 10-15 мин. В случае ранних сроков гашения извести происходит преждевременное созревание массива и возникает необходимость введения замедляющих добавок, как правило, импортного производства. Исследования показывают, что качество извести при хранении и транспортировке сильно ухудшается и поэтому производство извести необходимо вести вблизи заводов или на самом заводе.
В современной резательной технологии производства газобетона фирм «Маза-Хенке» и Китая произошли существенные изменения в технологи-ческом переделе производства, по сравнению с резательной технологией «Униполь», связанного с переворотом формы с газобетонной смесью на 90 градусов, т. е. на ребро перед резкой массива на изделия, что позволяет существенно повысить однородность по плотности и прочности, а также качество разрезаемых газобетонных изделий, возрастает заполняемость автоклавов и, как следствие, их производительность, зазоры между массивами способствует более полному протеканию физико-химических процессов по всему телу массива.
Лабораторными исследованиями и дальнейшей корректировкой полученных результатов в производственных условиях нами определены оптимальные параметры составов (см. таблица 6) и технологические параметры изготовления конструкционно-теплоизоляционного ячеистого бетона плотностью D 500, по новой резательной технологии с переворотом газобетонной смеси на 90 градусов перед резкой массива.
Таблица 6 – Конструкционно-теплоизоляционный ячеистый бетон плотностью D 500, для высотного строительства
Материалы | Наименование стандартов | Материалы, кг/м3 | Примечание |
Цемент М400 | Бездобавочный | 95 | С3S 50%; С3А не более 6,0% |
Известь | ГОСТ 9179 | 112 | Активность 70-80%; Сроки гашения 10-15мин. |
Песок | ГОСТ 8736 | 252 | Кварц 90%; Sуд=3000 см2/гр. |
Гипс | Г0СТ 4013 | 18 | |
Вода, л. | ГОСТ 23732 | 238 | |
ПАП-1 | ГОСТ 5494 | 0,417 | Сульфонол ТУ 6-01-1001-77 |
Водотвердое отношение В/Т =0,52; С=1,2; Тводы=60-65°С; Тсмеси=40-450С; температура в камере вызревания 65-70°С; Динамика роста пластической прочности: первый час - 0,005, второй - 0,015 и третий - 0,02 МПа, пластическая прочность перед резкой массива на изделия 0,04- 0,05 МПа (рисунок 4). Режим автоклавной обработки 2+8+2 ч; давление - 1,3 МПа; температура - 193°С. Марка бетона по средней плотности D500, классом по прочности на сжатие В3,5; средней прочностью 4,5 МПа, коэффициентом теплопроводности l=0,12 Вт/(м·0С) в сухом состоянии, маркой по морозостойкости F75, на смешанном известково-цементном вяжущем с преобладанием в продуктах гидратации низкоосновных гидросиликатов кальция типа CSH (B) и тоберморита.
Установленные оптимальные технологические параметры изготовления значительно повышают качество и снижают заводской брак за счет увеличения устойчивости ячеистобетонного массива просадке, расслоению и резательным усилиям при переворачивании формы со смесью на ребро и резки массива на изделия. Грани среза массива ровные, предельные допуски составляют ±1–±1,5 мм/м, увеличиваются однородность ячеистого бетона по плотности и прочности, что ведет к снижению общего веса высотных зданий, сохранению тепла, повышению воздухонепроницаемости стен, позволяет вести кладку на клею.
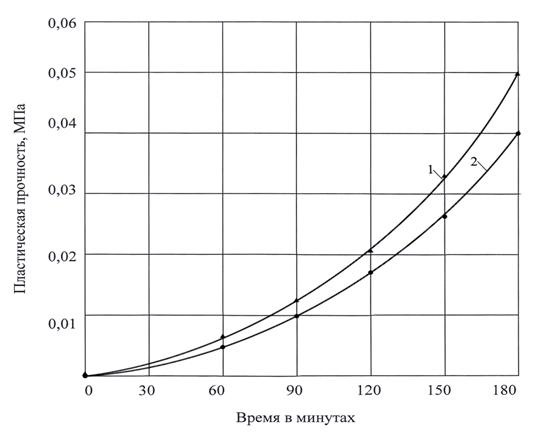
1 – плотность 700; 2 – 500 кг/м3
Рисунок 4 – Кинетика нарастания пластической прочности
Наряду с газобетонами в современном строительстве стали широко использовать и пенобетонные изделия. Современное развитие производства пенобетонов объясняется тем, что конечные свойства материала значительно меньше зависят от воздействий внешних факторов по сравнению с газобетонами. Пористая структура полностью формируется в очень короткий отрезок времени в условиях интенсивных динамических воздействий. Поэтому температура окружающей среды, точность дозировки компонентов, в том числе строгое выдерживание водотвердого отношения, постоянство свойств вяжущего и кремнеземистого заполнителей не оказывают в этом случае такого огромного влияния на свойства материала, как на газобетон.
Более того, главный показатель ячеистого бетона - средняя плотность - легко корректируется непосредственно в ходе технологического процесса, что очень важно при изготовлении ячеистых бетонов на малых предприятиях или на строительной площадке.
В 40-50-х гг. преимущество было отдано газобетонам, так как пенобетонам были присущи ряд недостатков, трудно разрешимых в то время, а именно: отсутствовали стабильные и устойчивые пенообразователи, в изделиях происходила поверхностная осадка смеси из-за седиментационных процессов, в нижней части изделий образовывалась уплотненная корка, которая отслаивалась в процессе эксплуатации приводя в негодность все изделие (рисунок 5).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 |
