

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Суммарный экономический эффект от внедрения разработок составил более 150млн. рублей.
Основные научные положения, выносимые на защиту
1.Результаты разработки технологии прокатки рельсов на базе математической модели процесса горячей деформации заготовки.
2. Расчеты новых калибровок, обеспечивающих улучшение геометрических параметров профиля рельса и повышение ресурса калибров.
3. Технологические элементы совершенствования процессов выплавки и непрерывной разливки новых марок рельсовой стали.
4. Создание или исследование новых марок рельсовых сталей специального назначения, обеспечивающих при дальнейшем переделе формирование структуры, стойкой к разрушению при повышенных механических нагрузках и низких температурах, а также обеспечивающих требуемый уровень свойств рельсов без термообработки.
Апробация работы
Основные результаты и положения диссертационной работы доложены и обсуждены на ежегодных конференциях Некоммерческого партнерства «Рельсовая комиссия», состоявшихся 26-27 октября 2007 года в г. Новокузнецке (), 25-26 июня 2008 года в г. Нижнем Тагиле (), 01-02 октября 2009 года в г. Калуге ( завод «Ремпутьмаш»), 26-29 октября 2010 года в г. Новокузнецке (), ХП Международном конгрессе сталеплавильщиков 2-6 октября 2010 года в г. Магнитогорске (), а также отраслевых конференциях и координационных совещаниях.
Публикации. Основное содержание диссертации опубликовано в трех учебных пособиях, 14 журналах и сборниках научных трудов, в том числе опубликовано пять статей в журналах, входящих в список изданий, рекомендованных ВАК. Получено 19 патентов РФ на изобретения.
Структура и объем диссертации. Диссертация состоит из введения, четырех глав, общих выводов, списка литературы из 112 наименований. Работа изложена на 193 страницах машинописного текста, содержит 62 рисунка и 35 таблиц.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении раскрыта актуальность и обоснована цель проведенных исследований, сформулированы задачи, научная новизна и практическое значение диссертационной работы.
В первой главе рассмотрено современное состояние технологий производства и качества металлопродукции железнодорожного назначения, приведен анализ мирового и российского рынков металлопродукции железнодорожного назначения, выполнен анализ технологий и состава оборудования, используемых для производства рельсов за рубежом и в России.
Сравнительный анализ показателей качества рельсов и зарубежных производителей показал, что качество рельсов отечественных и ведущих зарубежных производителей по многим основным показателям сопоставимо с рельсами. Основной задачей является дальнейшее совершенствование технологии и оборудования для достижения более высоких механических характеристик рельсов. Однако стремление к достижению предельно высоких прочности и твердости может привести к потере пластичности и ударной вязкости и, как следствие, привести к хрупким разрушениям рельсов.
Анализ как эффективности систем управления качеством в производственном процессе, так и применения интегрированных схем прогнозирования качества металлопродукции показал, что для оптимизации производственного цикла предприятия и повышения эффективности технологических режимов и параметров оборудования на базе обобщения опыта производства качественной металлопродукции необходима разработка комплексной методики операционных улучшений металлургического процесса производства рельсов. Показано, что в условиях современного металлургического передела ключевым процессом является прокатное производство, обеспечивающее получение заданных параметров.
Во второй главе представлено обоснование выбранных аспектов и методов выявления фокусов внимания для операционных улучшений технологических процессов производственного цикла, обеспечивающего получение заданных геометрических показателей по профилю, прямолинейности и др. Разработана и представлена методика выявления и внедрения поэтапных операционных улучшений производства металлопродукции. Сформирован комплект нормативных документов и регламентов для управления процессом модернизации массового производства металлопродукции, в котором обобщены методики и опыт построения регулярной системы операционных улучшений деятельности предприятия. Методы организации интеллектуального производства и улучшения бизнес-процессов в целях повышения его операционной эффективности оказались востребованными российскими предприятиями и в настоящее время внедрены на и . Обобщенные методики системы операционных улучшений легли в основу лекций для дистанционного корпоративного обучения специалистов Нижнетагильского металлургического комбината, а также курсов «Операционный менеджмент» и «Управление изменениями» программ MBA Государственного университета управления и Московского института инженеров транспорта. Система операционных улучшений задокументирована и состоит из регламентов, представляющих компактную подборку полезных методик для построения архитектуры ключевых компонент системы. Регламенты отражают приемы поиска, позиционирования, проработки, интеграции операционных улучшений. Описание практик применения методов операционных улучшений выполнено для условий металлургического комбината полного цикла.
Представлена концепция эффективного производства металлопродукции железнодорожного назначения. Для выбора технологических режимов прокатки в зависимости от марочного и размерного сортамента продукции использованы современные средства математического моделирования, и разработаны модели для определения энергосиловых параметров и температуры в реверсивной и непрерывной группе клетей. При прокатке в реверсивной клети расчеты велись по программе, алгоритм которой представлен на рисунке 1.
При прокатке в реверсивной обжимной клети расчет энергосиловых параметров и температуры металла проводился по разработанной программе с учетом разницы температуры переднего и заднего конца раската, а расчет потерь тепла на излучение и конвекцию ведётся по длине раската с учётом вытяжки в каждом проходе:

где Ti – 1– температура заднего конца раската после i-го прохода, °С;
ΔTЛ – снижение температуры за счет лучеиспускания, °С;
ΔTВ – снижение температуры за счет теплоотдачи при контакте металла с валками, °С;
ΔTК – снижение температуры за счет конвекции, °С;
ΔTД – повышение температуры за счет тепловыделения от работы деформации, °С.
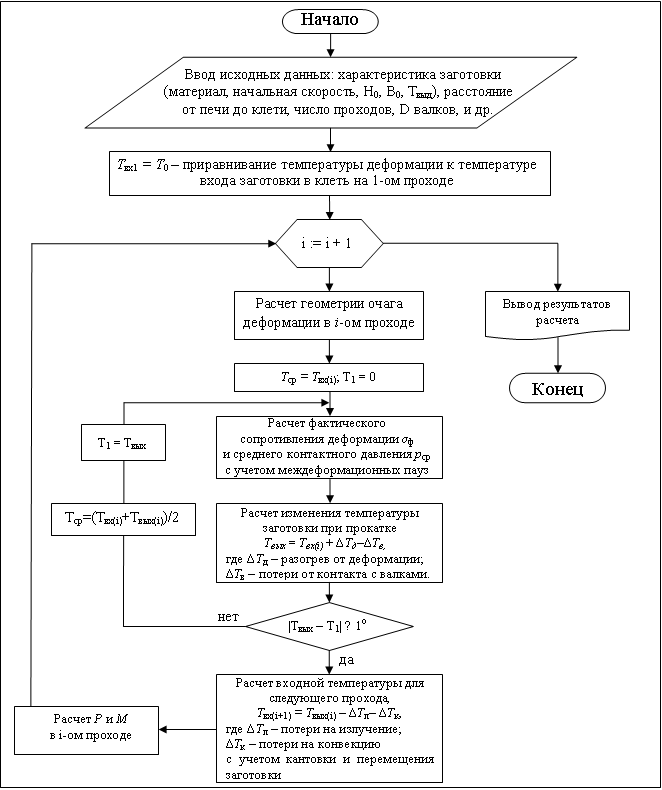 Рисунок 1 – Блок-схема алгоритма расчета энергосиловых параметров
Рисунок 1 – Блок-схема алгоритма расчета энергосиловых параметров
Фактическое сопротивление пластической деформации определялось на основе данных о температурно-скоростных и деформационных условиях процесса. Расчет параметров проводился по кривым (рисунок 2), построенным на основе экспериментальных данных.
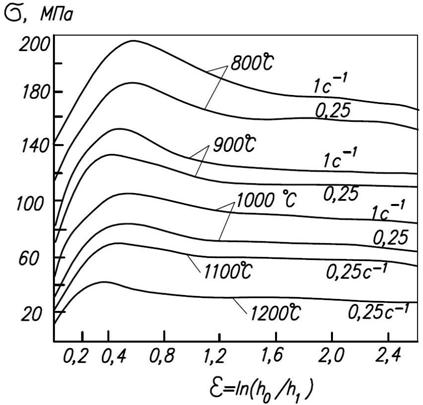
Рисунок 2 – Кривые деформационного упрочнения рельсовой стали при непрерывном деформировании
Для определения разогрева металла за счет пластической деформации использовалась следующая зависимость:
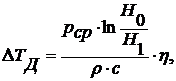
где H0– высота проката до пропуска, мм;
H1 – высота проката после пропуска, мм;
рср – среднее контактное давление, МПа;
ρ – плотность, кг/м3;
с – удельная теплоемкость, кДж/(кг·К);
η – коэффициент, учитывающий потери теплоты в окружающую среду.
Результаты расчета температуры раската после прокатки в обжимной клети (5 проходов) при начальной температуре 1200°С и 1170°С представлены в таблице 1.
Таблица1 – Результаты расчета энергосиловых параметров в обжимной клети
Начальная температура, °С | № прохода | Усилие прокатки, кН | Момент прокатки, кНм | Твх, °С | Твых, °С | Скорость прокатки, м/мин | Цикл перемещения балки в ПШБ, сек |
1200 | 1 | 5552,01 | 1001,72 | 1200,00 | 1204,2 | 4 | 54 |
2 | 6485,08 | 1075,10 | 1200,72 | 1206,6 | |||
3 | 4661,87 | 1155,60 | 1201,07 | 1209,7 | |||
4 | 6445,63 | 1069,56 | 1202,55 | 1212,8 | |||
5 | 2138,10 | 429,21 | 1203,88 | 1208,2 | |||
1170 | 1 | 6039,50 | 1089,68 | 1170,00 | 1174,7 | 51 | |
2 | 6941,34 | 1150,74 | 1171,47 | 1177,9 | |||
3 | 4933,57 | 1222,95 | 1172,74 | 1182,0 | |||
4 | 6656,21 | 1104,50 | 1175,31 | 1186,1 | |||
5 | 2283,46 | 458,39 | 1177,72 | 1182,5 |
По результатам анализа сделан вывод о возможности снижения начальной температуры прокатки в клети «900» до 1170°С. Это позволило уменьшить расход энергии на нагрев на 1,7% и увеличить темп нагрева в методической печи на 6%.
Одним из способов улучшения геометрических параметров профиля рельсов является повышение твердости поверхностного слоя чистовых калибров валков рельсобалочного стана, позволяющее стабилизировать форму чистового калибра с целью обеспечения формоизменения на минусовых допусках.
В связи с этим в работе был предложен способ поверхностного упрочнения прокатных валков. Предложение реализовано в промышленных условиях для упрочнения валков чистовой клети рельсобалочного цеха на вальцетокарном станке модели 1К826. Между поверхностью валка и вольфрамовым электродом, находящимся под напряжением, посредством искрового высокочастотного разряда возбуждали электрическую дугу обратной полярности. Для защиты электрода и нагретого металла валка от окисления в дуговой промежуток подавали инертный газ аргон. Для рассредоточения тепловой мощности дуги, регулирования формы и площади пятна нагрева на поверхности валка использовали электромагнитное управление дугой. Упрочнение поверхности с заданной площадью осуществляли путем перемещения пятна нагрева по поверхности валка с наложением упрочненных участков по прямой или винтовой линии. Необходимый упрочненный слой получали путем изменения силы тока дуги от 250 до 300 А, напряжения от 18 до 30 В, скорости перемещения дуги от 1 до 1,3 м/мин, а также регулирования зазора между электродом и упрочняемой поверхностью от 10 до 12 мм. При этом расход аргона изменяли от 600 до 700 л/ч.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
