

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Существенное значение имеет создание рельсов низкотемпературной надежности. Новая технология производства таких рельсов позволила обеспечить безопасность движения при температурах минус 40°С и ниже. По данным служб пути на дорогах, расположенных в районах с суровыми климатическими условиями, одиночные изъятия по дефектам в 2,0 - 2,5 раза больше зимой, чем летом. Низкие температуры особенно неблагоприятно сказываются на развитии усталостных трещин в головке рельсов, уложенных на бесстыковом пути, а также на пластичности и вязкости, в результате чего возможно хрупкое разрушение рельса.
Таблица 2 – Химический состав новых марок рельсовой стали
Марка стали | Содержание элементов, % масс. | |||||||||
C | Mn | Si | V | N | Cr | Ni,Cu | Nb | S | P | |
Э90АФ | 0,75-0,90 | 0,75-1,25 | 0,25-0,65 | 0,03-0,15 | 0,007-0,020 | 0,20-0,60 | 0,30 | 0,001-0,12 | 0,020 | 0,025 |
НЭ | 0,71-0,82 | 0,75-1,15 | 0,25-0,60 | 0,05-0,15 | 0,005-0,015 | 0,2 | 0,03-0,15 | 0,005-0,025 | 0,020 | 0,025 |
Э75ХГФ | 0,65-0,75 | 0,85-1,20 | 0,30-0,55 | 0,07-0,15 | 0,007-0,020 | 0,40-0,95 | 0,03-0,30 | 0,05-0,15 | 0,020 | 0,025 |
Э76Ф | 0,71-0,82 | 0,75-1,05 | 0,25-0,45 | 0,03-0,15 | - | - | 0,30 | - | 0,025 | 0,030 |
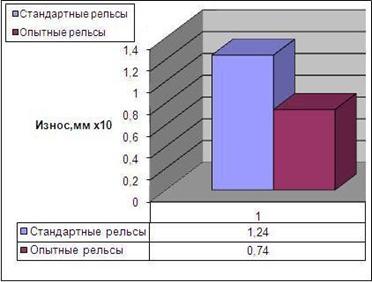
Рисунок 7 – Износостойкость рельсов из заэвтектоидной стали по результатам пробеговых испытаний на перевальном участке Восточно-Сибирской железной дороги
Чтобы повысить низкотемпературную надежность рельсового металла, необходимо обеспечить формирование мелкокристаллической структуры за счет образования карбонитридов ванадия, что возможно при достаточном количестве ванадия и азота в стали. Установлено, что гарантированное получение необходимой ударной вязкости рельсов низкотемпературной надежности обеспечивается при содержании азота 0,010 - 0,020 % и ванадия 0,07 - 0,08 %.
Благодаря оптимизации химического состава углеродистой рельсовой электростали и применению технологии карбонитридного упрочнения достигнуто значительное повышение эксплуатационной стойкости рельсов до уровня мировых стандартов, обеспечившее наработку более 1 млрд. т брутто (рисунок 8).
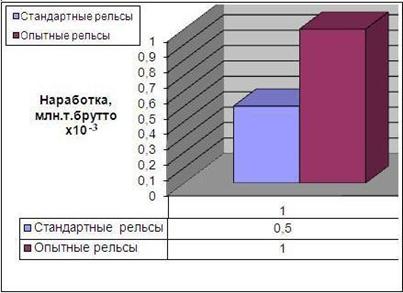
Рисунок 8 – Эксплуатационная стойкость рельсов повышенной низкотемпературной надежности
Производство рельсов из низколегированной стали позволяет при достаточно высоком уровне прочности улучшить геометрические параметры за счет исключения завершающей термообработки.
В связи с этим важным является разработка и промышленное опробование производства рельсов из низколегированной стали без термообработки, комплексная оценка качества, уровня механических свойств и сопротивления разрушению, в том числе при стендовых испытаниях полнопрофильных рельсовых проб.
Установлено, что макро- и микроструктура рельсов непосредственно после прокатки, а также механические свойства рельсов удовлетворяют требованиям ГОСТ Р 51685. Крупных включений длиной более 4 мм, не допустимых по ГОСТ Р 51685 для рельсов группы Т1, в исследуемых рельсах не обнаружено. Работа зарождения и распространения трещины горячекатаных рельсов из стали типа Э75ХГФ составляет 2,2 и 13,9 Дж/см2, что близко к значениям этих характеристик для термообработанных рельсов из углеродистой стали Э76Ф – 2,6 и 15,0 Дж/см2 соответственно (таблица 3).
Вязкость разрушения К1с для рельсов из стали Э75ХГФ такая же, как для термообработанных рельсов из стали Э76Ф и составляет 73 МПа√м.
Таким образом, механические свойства горячекатаных рельсов из низколегированной стали находятся на уровне объемнозакаленных рельсов из простой углеродистой стали.
Таблица 3 – Механические свойства и параметры сопротивления разрушению рельсов из стали Э75ХГФ в горячекатаном состоянии
Завод изготовитель | sв, | s0,2 | d | y | НВ | KCU | f, мм (копровые испытания) |
Н/мм2 | % | Дж/см2 | |||||
1200 | 840 | 8,0 | 25,0 | 341 | 30,8 | 30 (Н=7,3м) (Т=20°С) | |
ГОСТ Р 51685 (рельсы категории Т1) | ≥1200 | ≥840 | ≥8,0 | ≥25 | ≥341 | ≥25 |
|
Марка стали | Состояние | sр | sот | fпл | Аз | Ар | Аå | KIC, МПаÖм |
Н/мм2 | мм | Дж/см2 | ||||||
Э75ХГФ | горячекатаное | 1893 | 1705 | 0,07 | 2,2 | 13,9 | 16,1 | 73 |
Э76Ф | горячекатаное | 1485 | 1373 | 0,055 | 1,7 | 11 | 12,7 | 50 |
Э76Ф | термообработанные | 2130 | 1850 | 0,08 | 2,6 | 15 | 17,6 | 73 |
М76Ф | термообработанные | 2300 | 2005 | 0,07 | 2,7 | 18,2 | 20,9 | 53 |
Испытания рельсовых проб длиной 1,2 м проводили на базе 2х106 циклов при асимметричном цикле нагружения с коэффициентом асимметрии 0,1 и частоте нагружения 300 цикл/мин. Испытания показали, что рельсы из низколегированной стали обладают более высокой усталостной прочностью, чем объёмнозакалённые рельсы из углеродистой стали (рисунок 8).
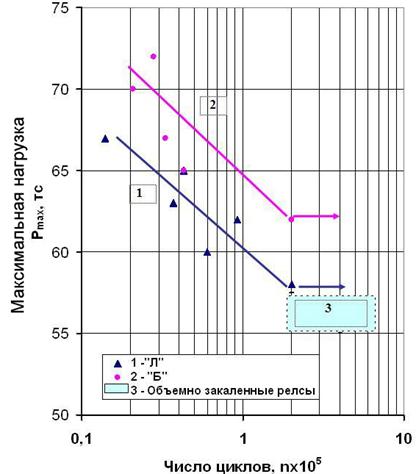
Рисунок 9 – Изменение усталостной прочности при натурных испытаниях рельсов из стали Э75ХГФ в горячекатаном (2) и отожженном (1) состояниях и стали М76В после объемной закалки и отпуска
Таким образом, разработаны и запатентованы химический состав и технология производства рельсов из низколегированной стали Э76ХГФ. Эти рельсы в горячекатаном состоянии имеют удовлетворительное качество по неметаллическим включениям, макро- и микроструктуре, копровой прочности, механическим характеристикам и усталостной прочности.
Внедрение новых марок рельсовых сталей специального назначения – повышенной износостойкости, хладостойкости и низколегированных без финишной термообработки позволило повысить уровень твердости головки рельса до 400-415 НВ, увеличить износостойкость на 35-40%, хладостойкость до KCU = 25-60 Дж/см2 при -600С, усталостную прочность на 10% и довести срок эксплуатации рельсов до уровня мировых стандартов, т.е. обеспечить наработку более 1 млрд. т брутто.
Суммарный экономический эффект от внедрения комплекса операционных улучшений технологии массового производства рельсов и освоения производства новых марок рельсовой стали в условиях составил более 150 млн. рублей.
Общие выводы:
1. На основании комплексных исследований усовершенствована технология прокатки рельсов в черновой и чистовой клетях рельсобалочного стана, обеспечивающая повышение качества и уровня потребительских свойств рельсов, а также увеличивающая производительность стана. Разработаны и прошли промышленное опробование новые марки рельсовых сталей специального назначения.
2. На базе анализа и обобщения опыта производства качественной металлопродукции разработана комплексная методика операционных улучшений металлургического процесса производства рельсов для повышения эффективности технологических режимов и параметров оборудования. Показано, что на современном этапе развития сталеплавильного производства, когда его технология устойчива и стабильна, ключевым моментом в повышении качества железнодорожных рельсов должно стать совершенствование технологии прокатного производства, которое обеспечит получение требуемой формы, прямолинейности и профиля.
3. На основе математической модели для определения энергосиловых параметров и температуры в реверсивной клети «дуо» рельсобалочного стана проведен анализ процесса прокатки рельсов при различных температурах и снижена температура деформации в клети «900» до 11700С взамен 12000С, при сокращении цикла перемещения балки ПШБ с 54 до 51 с и увеличению производительности на 100 тыс.т./год.
4. Разработан способ упрочнения электродуговой закалкой, и рассчитана новая форма чистового калибра рельсобалочного стана, позволяющие обеспечить снижение расхода валков на 0,2 кг/т, а также стабильность размера профиля рельса, его симметричность и снижение веса погонного метра рельса на 0,3 кг.
5. Разработаны технологические режимы выплавки рельсовой стали в электропечах, обеспечивающие повышение комплекса физико-механических свойств стали, уменьшение загрязненности неметаллическими включениями и газами, снижение массовой доли остаточных элементов, снижение отбраковки металла по поверхностным дефектам на 0,7%, повышение серийности разливки в среднем на 0,5 плавки. Разработана и внедрена автоматизированная система регулирования уровня металла в кристаллизаторе, обеспечивающая повышение стабильности процесса разливки и исключение аномалий качества слитка.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
