

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
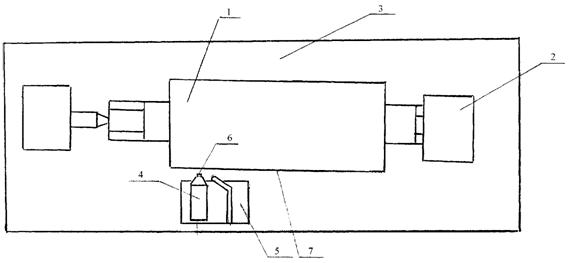
Рисунок 3 – Схема экспериментальной установки упрочнения прокатных валков электродуговой закалкой поверхности валка пульсирующей дугой
1 – прокатный валок, 2 – патрон передней бабки, 3 – вальцетокарный станок, 4 – закалочная головка, 5 – суппорт, 6 – вольфрамовый электрод, 7 – обрабатываемая поверхность калибра
Промышленное внедрение на предложенного способа упрочнения обеспечило на прокатных валках получение упрочненного слоя глубиной 460-500 мкм с твердостью 7500-8000 МПа. При этом стойкость валков повысилась от 1500 т до 2500 т. Снижение расхода валков составило 0,2 кг/т.
При реализация предложенного способа упрочнения прокатных валков были оптимизированы режимы формоизменения металла следующим образом:
- чистовой калибр для прокатки рельсовой стали спроектирован на минусовых допусках с учетом коэффициента термического расширения прокатываемой марки стали;
- обжимные калибры ящичного типа были пересчитаны с учетом увеличения выпуска калибра, что привело к уменьшению площади поперечного сечения проката на выходе из черновой группы клетей;
- были изменены углы наклона сопряженных частей калибров в местах разъема рабочих валков таким образом, что уменьшилась разница скоростей очага деформации, что стабилизировало кинематические режимы и минимизировало локальный износ калибров рабочих валков.
Таким образом, на основе математической модели для определения энергосиловых параметров и температуры в реверсивной клети «дуо» рельсобалочного стана проведен анализ процесса прокатки рельсов при различных температурах, и внедрена технология пластической деформации в клети «900» в условиях снижения температуры с 12000С до 11700С и сокращения цикла перемещения балки ПШБ с 54 до 51 с, что позволило увеличить производительность на 100 тыс.т/год.
Разработанные способ упрочнения рабочей поверхности валков электродуговой закалкой и новая форма чистового калибра рельсобалочного стана позволили обеспечить снижение расхода валков на 0,2 кг/т, стабильность размера профиля рельса, его симметричность, а также снижение веса погонного метра рельса на 0,3 кг.
В третьей главе изложены результаты разработки и внедрения новых технических решений и промышленного освоения технологии производства железнодорожных рельсов из новых марок стали, совершенствование технологии выплавки и металлургические аспекты повышения качества высокоуглеродистой стали. Рассмотрены технологические приемы, позволяющие регулировать содержание неметаллических включений и перспективные структурные состояния высокоуглеродистой стали, обеспечивающие повышенный запас вязкости. Разработана и опробована технология рационального раскисления и модифицирования неметаллических фаз при внепечной обработке высокоуглеродистой стали с целью обеспечения повышенных требований по микрочистоте оксидных и сульфидных неметаллических включений. Сравнительный анализ чистоты высокоуглеродистой стали текущего и опытного производства показал, что степень чистоты, как по среднему показателю, так и по наиболее загрязненному участку опытного металла существенно ниже, чем в металле текущего производства по сульфидам более чем в 2 раза, а по оксидам в 1,2-1,5 раза. Разработаны улучшенные составы шлакообразующих смесей, используемых для теплоизоляции и защиты зеркала металла в промежуточном ковше от вторичного окисления при непрерывной разливке стали. Шлакообразующая смесь, в состав которой входит углеродсодержащий материал, пегматит тонкомолотый, плавиковый шпат, флюоритовый концентрат имеет следующий химический состав, мас.%: 5,0-17,0 С; 33,0-45,0 СаО; 28,9-37,0 SiО2; 6,5-9,0 А12О3; 2,0 F; >1,0 Na20; >0,7 К20. Показано, что при отношении CaO/SiO2=0,9-l,4 достигаются повышение теплоизолирующей способности смеси, снижение поверхностных дефектов литой заготовки за счет стабилизации температурно-скоростного режима разливки, а также снижение общей загрязненности неметаллическими включениями.
Одной из технических задач при непрерывной разливке является повышение надежности системы регулирования уровня металла в кристаллизаторе, обеспечение стабильности процесса разливки, повышение коэффициента серийности разливки и исключение аномалий качества слитка, вызванных смещением потока стали вследствие зарастания погруженного стакана. Предложена новая функциональная схема регулирования уровня металла в кристаллизаторе (рисунок 4). Система регулирования металла в кристаллизаторе содержит: датчик уровня металла 1, датчик позиции стопора 2, датчик скорости разливки 3, исполнительный механизм привода стопора 4, регулятор положения стопора 5, блок сравнения 6, регулятор уровня металла 7, блок сравнения 8, задатчик уровня металла 9, блок вычисления скорости изменения уровня металла в кристаллизаторе 10, блок вычисления адаптивного коэффициента усиления регулятора уровня 11, кристаллизатор 12.
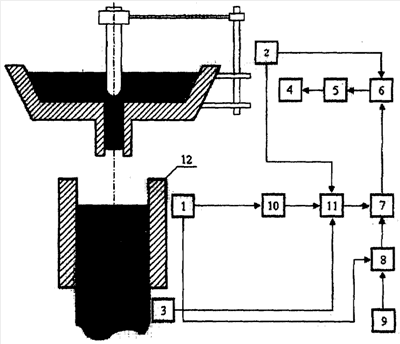
Рисунок 4 – Блок-схема системы регулирования уровня металла в
кристаллизаторе
Система включает блок вычисления скорости изменения уровня металла в кристаллизаторе и блок вычисления адаптивного коэффициента усиления регулятора уровня. Блок вычисления скорости изменения уровня на входе связан с датчиком уровня металла, а на выходе – с блоком вычисления адаптивного коэффициента усиления регулятора уровня. Регулятор уровня соединен на входе с датчиком позиции стопора и датчиком скорости разливки, а на выходе через регулятор уровня металла – с блоком сравнения, который, в свою очередь, связан с регулятором положения стопора и исполнительным механизмом привода стопора.
В качестве примера стабилизации химического состава стали представлена динамика значений стандартных отклонений (Рисунок 5) для углерода, марганца и кислорода, приведенных к уровню 2004 г., которая за период ввода и освоения технологии массового производства рельсовой стали на указывает на наличие положительной тенденции по стабилизации химического состава металла.
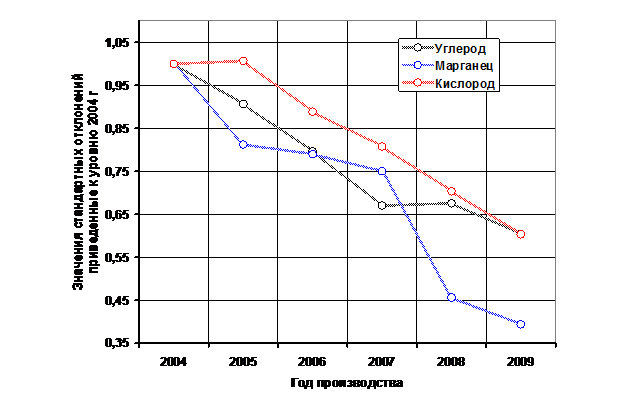
Рисунок 5 – Динамика значений стандартных отклонений среднего содержания углерода, марганца и общего кислорода, приведенных к уровню 2004 г.
Таким образом, комплекс разработанных и внедренных технологических мероприятий в области сталеплавильного производства рельсовой стали позволил существенно улучшить качество и стабильность химического состава рельсовой стали, что создало предпосылки для разработки составов новых рельсовых сталей.
В четвёртой главе приведены результаты научных исследований, экспериментов в промышленных условиях, а также освоение производства рельсов из непрерывнолитой заготовки (НЛЗ) электростали, в том числе рельсов специального назначения из новых марок сталей.
На основе комплексных сравнительных исследований рельсов из электростали, слитка мартеновской стали отечественного производства и рельсов зарубежных производителей показано, что металл рельсов из электростали Э76Ф отличается более высокой чистотой по неметаллическим включениям, особенно по силикатам от рельсов из мартеновской стали и близок к рельсам ведущих зарубежных производителей. Рельсы из электростали обладают более однородным распределением структуры и механических свойств по длине и сечению. Установлено, что рельсы из электростали в термообработанном состоянии обладают более высоким уровнем ударной вязкости, чем рельсы мартеновского производства (рисунок 6). Показана местная анизотропия ударной вязкости на образцах с острым надрезом этих рельсов, что является следствием повышенной степени чистоты и меньшей степени деформации при прокатке. Усталостная прочность рельсов из электростали находится на уровне рельсов мартеновского производства. Однако, усталостная долговечность рельсов из электростали несколько выше.
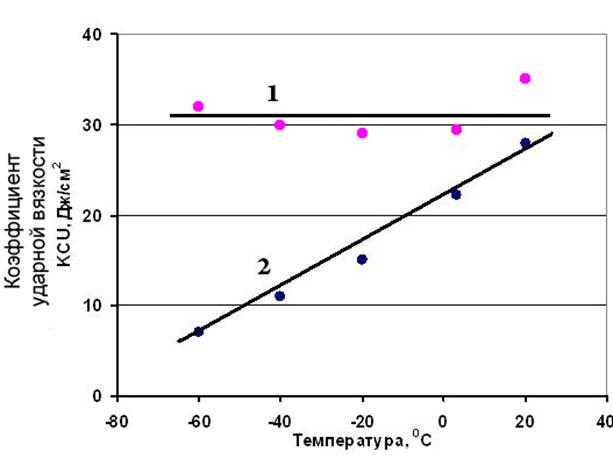
Рисунок 6 – Зависимость ударной вязкости от температуры испытаний для рельсов из НЛЗ электростали (I) и слитка мартеновской стали (2)
Таким образом, высокая степень чистоты, однородность свойств по длине и сечению, запас вязкости и пластичности рельсовой стали, полученной с применением современных металлургических технологий позволяет совершенствовать химический состав с целью повышения эксплуатационных характеристик рельсов.
В частности, с учетом условий эксплуатации российских железных дорог работы по созданию новых рельсовых сталей проводились в трёх основных направлениях. Во-первых, для повышения эксплуатационной стойкости рельсов, особенно в кривых участках пути малого радиуса, необходима разработка рельсовых сталей, обладающих повышенной износостойкостью. Во-вторых, эксплуатационная надежность рельсов, особенно в районах с низкими климатическими температурами, зависит от их хладостойкости, что требует создания рельсовых сталей повышенной низкотемпературной надежности. Наконец, в третьих, увеличение скоростей движения, введение в эксплуатацию участков путей со смешанным и скоростным движением ставит задачу создания рельсов повышенной прямолинейности, в том числе из низколегированных марок сталей, обеспечивающих получение требуемого уровня механических свойств без завершающей объемной закалки рельсов в масле.
Разработана технология производства рельсов повышенной износостойкости из стали с содержанием углерода до 0,90 % и микролегирующими добавками ванадия (0,07 - 0,08 %) и азота (0,012 - 0,017 %) (таблица 2). В ходе эксплуатационных наблюдений на перевальном участке Иркутск – Слюдянка Восточно-Сибирской железной дороги, отличающемся большим числом кривых малого радиуса, выявили высокую износостойкость рельсов из стали заэвтектоидного состава: их удельный боковой износ составил на 1 млн. т брутто-груза 0,076 - 0,072 мм, в то время как для стандартных рельсов он достигает 0,124 мм (рисунок 7). Дальнейшее увеличение содержания углерода лимитируется образованием структурно-свободного цементита по границам зерен перлитных колоний в виде сетки, что приводит к резкому снижению ударной вязкости стали и динамической прочности рельсов.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
