
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Характерная величина давления доменного дутья у фурм – 3,5 атм, а давления под колошником – 2,2 атм. Перепад давления, движущий газы в печи, часто составляет 3,5 – 2,2 = 1,3 атм, с колебаниями в пределах (1 – 1,5) атм. Значительное увеличение перепада давления в печи рискованно, так как этот перепад уже приближается к величине, эквивалентной весу шихты.1)
Если насыпной вес доменной шихты около 1 г/см3, или 1 т/м3, то вес даже 30-метрового столба шихты создает давление около 3 атм. Если снизить до нуля избыточное давление под колошником при давлении 3,5 атм у фурм, то перепад давления газа от фурм до колошника составит 3,5 атм. Этого более чем достаточно, чтобы поднять всю массу шихты, эквивалентную по весу давлению 3 атм, или перевести продувку шихты в режим кипящего слоя. Современные воздуходувки способны создать давление, которое может поднять всю шихту, заставить ее двигаться обратно, вверх, под колошник 1). Чтобы в доменной печи не было угрозы такого обратного движения шихты наверх, приходится ограничивать дальнейшую интенсификацию продувки.
---------------------------------------------------------------------------------
1) В доменной печи, видимо, в шихте образуются местные «свищи», разрыхления, в которых движение газов вверх намного быстрее среднего, и временно в данном участке продувка переходит в режим кипящего слоя. За счет этого газопроницаемость столба шихты в домне выше, чем у аналогичного плотного столба сыпучих, не имеющего «свищей».
7.4. Схема с загрузкой топлива и руды в разные отсеки
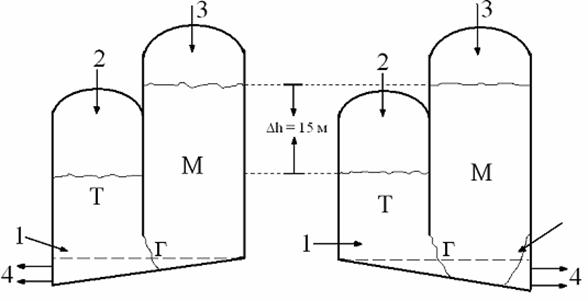
Рассмотрим схему (рис. 7.1) , в которой топливо загружается в топливный отсек Т, окатыши загружаются в рудный отсек М. Ниже топливо и рудная компонента приходят в контакт, так как разделяющая отсеки перегородка заканчивается. Продуваемые газы сначала идут горизонтально из зоны топлива в зону окатышей, затем поднимаются в рудном отсеке с массой М.
Если газовые потоки не очень интенсивные и мало влияют на перемещение шихты, то равновесие столба топлива и столба окатышей в схеме (рис. 3.1) будет соответствовать закону сообщающихся сосудов. Если насыпной вес топлива близок к насыпному весу окатышей, то равновесие установится при равной высоте слоев в двух сообщающихся отсеках.
А Б
Рис. 7.1. Схема процесса, в котором топливо Т и рудная компонента М засыпаются сначала в разные отсеки Т и М, а затем приходят в контакт внизу:
А – плавка на чугун, Б – плавка на сталь. При давлении дутья 1,5 атм равновесие наступает при разности уровней сыпучих Δh=15 м в отсеках А и Б.
1 – дутье; 2 – загрузка топлива; 3 – загрузка окатышей; 4 – летки
Рассмотрим случай, когда продувка интенсивная, и в схеме (см. рис. 7.1) перепад давления дутья DР составит также 1,5 атм, как и в доменной печи. При этом равновесие столба топлива и столба окатышей наступит тогда, когда столб шихты в рудном отсеке М будет на Dh=15 м выше столба топлива в отсеке Т. Увлекающая шихту сила газовых потоков эквивалентна DР=1,5 атм или весу столба шихты в Dh=15 м. (см. рис.7.1).
При реальной работе агрегата две массы сыпучих (топлива и окатышей) движутся навстречу друг другу и расходуются около границы Г фаз путем плавления окатышей и горения топлива. Может оказаться важной еще и третья сила – механическое сопротивление F движению этих масс, особенно сопротивление движению большой массы металлизуемых окатышей. С учетом этого сопротивления при том же давлении продувки 1,5 атм стационарная разность уровней Dh окатышей и топлива будет больше 15 м (Dh=DР+F >15 м). В доменной печи шихта иногда «подвисает», то есть механическое сопротивление ее движению в такие моменты возрастает и уравновешивает вес всего столба шихты в печи, составляющего, например, 30 м. Для такого момента зависания можно записать Dh=DР+F=15 м+15 м=30 м, или F=15 м.
Граница Г контакта масс окатышей и топлива найдет свое равновесное стационарное положение так, что давление на эту границу со стороны обеих фаз уравновесятся. Если поддерживать высоту столба топлива выше стационарного уровня, определяемого условием Dh=DР+F, то граница Г будет постепенно смещаться в сторону рудной массы; если же столб топлива ниже стационарного уровня, то граница пойдет в сторону топлива.
В этой схеме получится «плавка на железо», если жидкий металл будет скапливаться в зоне окатышей, и «плавка на чугун», если жидкий металл скопится под слоем топлива, (см. рис. 7.1).
В агрегате «угольный Мидрекс», вариант (см. рис. 3.3), кусковое топливо вводится также в отдельный отсек в виде кольцевого пространства Т вокруг рудного корпуса. Если доменную печь дополнить течками (см. рис. 3.1), то топливо также будет загружаться в отдельные отсеки – в закрытый бункер (или бункеры) над течками. Для этих случаев также будут справедливы приведенные выше рассуждения о равновесной или стационарной разности высот уровней шихты в топливном и основном отсеках; условие Dh=DР+F. Равновесная (или стационарная) разность уровней окатышей и топлива Dh в обсуждаемых отсеках определяется теми же силами: весом шихты, давлением дутья DР, сопротивлением F движению сыпучих. Равновесная разность уровней Dh=DР+F в основном рудном корпусе М и в топливных отсеках Т будет больше 15 м, обычном для доменной печи значении DР = 1,5 атм.
Если уровень топлива в топливных отсеках поддерживать выше стационарного, то граница фаз Г и в этих случаях будет смещаться в сторону рудной массы. Печь будет постепенно заполняться кусковым топливом, которое вводится снизу. В доменной печи можно поддерживать желательную толщину коксовой насадки при загрузке топлива снизу, через течки над фурмами. При необходимости и в агрегате «угольный Мидрекс» можно создать и поддерживать «топливную насадку» за счет топлива, загружаемого через топливный отсек Т.
Современные воздуходувки способны создать в шахтной печи давление дутья, которое может поднять весь столб шихты под колошник, или перевести продувку в режим кипящего слоя. Поэтому потоки дутья способны вносить в печь кусковые материалы, и заполнять ее снизу.
Если металлизованная масса достаточно плотная, то, в принципе, можно создать в зоне факелов газовую подушку, на которой будет держаться эта масса подобно тому, как удерживается вездеход на воздушной подушке. Такая ситуация будет, видимо, близка к регулируемому «зависанию» шихты в доменной печи, которым можно управлять, варьируя давление дутья.
Если топливо первоначально загружается в свой отдельный отсек, то его куски во всех обсуждаемых случаях не проходят шахту; они прямо попадают в факелы, в зону горения, где сгорают как в газогенераторе. От топлива здесь требуется лишь способность к газогенераторному процессу, в котором обычно используется уголь. Очевидно, здесь преимущества кокса несущественны, и уголь можно применять с таким же успехом, как и кокс.
ГЛАВА 8. ПОЛУЧЕНИЕ МЕТАЛЛОИЗДЕЛИЙ ИЗ ЖЕЛЕЗОРУДНОГО КОНЦЕНТРАТА ПО СХЕМЕ МЕТАЛЛИЗАЦИЯ – СПЕКАНИЕ
(Совместно с )
8.1. Переход от кусковых руд к концентрату
В данной главе рассматривается получение металлоизделий без расплавления металла, методами твердотельной металлургии, путем спекания металлизованного железорудного концентрата.
Железорудные концентраты получили распространение в начале 20 века. В средневековой металлургии при небольшом расходе руды, можно было выбирать только наиболее богатые и чистые кусковые руды и брать только лучшие куски. Каждый кусок руды проходил индивидуальный осмотр и отбраковку, от него вручную отмывали местные загрязнения, отбивали части куска с менее богатой рудой [3, 4]. Но массовую индустриальную металлургию уже нельзя было обеспечить такими богатыми кусковыми рудами. Потребовалось организовать массовое и глубокое обогащение более бедных руд. Часто руду измельчают в тонкий порошок и затем отмагничивают частицы магнетита Fе3О4, или методом флотации отделяют частицы гематита Fе2О3. Если раньше использовали в основном руды с содержанием окислов железа не менее 90-95 %, при содержании собственно железа 60 % и более, то теперь нередко перерабатывают руды с содержанием железа менее 15 %, как, например, на Качканарском ГОКе.
Исходное сырье металлургии – продукт обогащения, имеет теперь вид тонкого порошка железорудного концентрата с размером частиц, например, менее 0,3 мм, а иногда и менее 0,074 мм. Размер частиц концентрата соответствует размеру частиц порошка железа, применяемого в порошковой металлургии. Здесь напрашивается выход – металлизовать данный концентрат в порошке или же в окатышах, затем использовать его в большой металлургии так как применяют порошок железа в порошковой металлургии. В этом случае металлоизделия можно получать по схеме «металлизация концентрата – спекание» за один - два цикла нагрева – охлаждения. Другое возможное использование порошка концентрата – это вдувание его в доменную печь, особенно в смеси с угольной пылью.
Однако, при обсуждаемом переходе на другое сырье (концентрат), как при появлении чугуна, черная металлургия снова оказалась неспособной выйти из той колеи, в которую ее поставили еще древние хетты 3,5 тысячи лет назад; металлургия не смогла отойти от принципа продувки смеси кусков. Вместо того, чтобы отлаживать металлизацию порошка концентрата или вдувать его, металлурги предпочли превращать этот порошок в окатыши, в комки, подобные привычным кускам руды (или в агломерат). Ради сохранения традиционной схемы процесса в металлургический цикл был введен еще один дополнительный передел, еще одно дорогое производство – агломерация или производство окатышей, чтобы приспособить новое сырье (порошок концентрата) к прежней доменной плавке. Впервые окатыши были изготовлены в 1912 г. в Швеции и в 1913 г. в Германии. Давление затвердевшей «доменной» идеологии и в этом случае не позволило металлургии реализовать новые возможности.
8.2. Получение изделий из порошка концентрата по схеме металлизация–спекание
Чтобы получить агломерат или окатыши с прочностью, необходимой для большой доменной печи, нередко выбирают более дорогие, но лучше агломерирующиеся руды. Агломерат или окатыши обжигают, спекают примерно при 1300 0С, то есть при температурах, сопоставимых с температурой самого доменного процесса. Достигается частичное расплавление некоторых участков внутри массы агломерата или окатыша. На шлифе окатыша под микроскопом такие участки проявляются как «озерки» проплавленного материала. Чтобы окатыши прошли всю печь без разрушения и без значительного истирания при пересыпаниях, не дали бы больше нескольких процентов мелочи, затрудняющей продувку, их нужно спечь до прочности порядка 2 кН (200 кГ) на окатыш.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 |
