
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
- главный передний угол γ – угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания;
- угол заострения β – угол между передней и главной задней поверхностями резца;
- угол резания δ – угол между передней поверхностью резца и плоскостью резания.
Сумма углов определяется по формулам
α + γ + β = 90º; δ + γ = 90º. (1.2)
Во вспомогательной секущей плоскости рассматривают вспомогательные углы α1, γ1, β1, равные по величине главным углам α, γ, β.
Угол наклона главной режущей кромки λ (рис. 1.6) – угол между главной режущей кромкой и линией, проведенной через вершину резца параллельно основной плоскости.
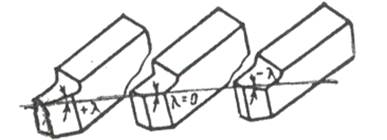
Рис. 1.6. Угол наклона главной режущей кромки резца
Угол λ считается положительным, когда вершина резца является низшей точкой режущей кромки; отрицательным, если вершина резца является высшей точкой режущей кромки; равным нулю, когда главная режущая кромка параллельна основной плоскости.
Углы режущей части резца оказывают большое влияние на процесс резания. Правильно назначив углы резца, можно значительно уменьшить интенсивность его изнашивания, силы, затрачиваемые на процесс резания, мощность станка. От углов зависят также качество обработанной поверхности и производительность обработки.
Задний угол α уменьшает трение между задней поверхностью инструмента и поверхностью обрабатываемой заготовки, что снижает силы резания и уменьшает износ резца; однако чрезмерное увеличение заднего угла приводит к ослаблению режущей кромки резца. Для различных условий токарной обработки угол α назначают в пределах 6–12º.
С увеличением переднего угла γ уменьшается работа резания, улучшаются условия схода стружки и повышается качество обработанной поверхности. Вместе с тем увеличение переднего угла приводит к снижению прочности режущей кромки и увеличению ее износа вследствие выкрашивания и менее интенсивного теплоотвода. В зависимости от механических свойств обрабатываемого и инструментального материалов углы γ назначают от -10º до +20º. При обработке мягких сталей γ=8–20º, твердых сталей – γ=-(5–10º).
Главный угол в плане φ определяет соотношение между радиальной и осевой силами резания, существенно влияет на стойкость режущего инструмента и на шероховатость обработанной поверхности. Угол φ назначают от 30º до 90º в зависимости от вида обработки, типа резца, жесткости заготовки и инструмента. При обработке заготовок малой жесткости угол φ берут близким или равным 90º, так как в этом случае радиальная сила, вызывающая изгиб детали, минимальна.
С уменьшением вспомогательного угла в плане φ1 уменьшается шероховатость обработанной поверхности, увеличивается прочность вершины резца и снижается износ резца. Для проходных резцов, обрабатывающих жесткие заготовки без врезания, φ1=5–10º; при обработке заготовки малой жесткости и работе с врезанием φ1=30–45º.
Угол наклона главной режущей кромки λ определяет направление схода стружки и влияет на шероховатость обработанной поверхности. При положительном λ стружка имеет направление на обработанную поверхность, при отрицательном λ – на обрабатываемую поверхность, при λ=0 стружка сходит в направлении главной секущей плоскости перпендикулярно главной режущей кромке. Поэтому при чистовой обработке угол λ отрицательный (до -5º); при черновой обработке, когда нагрузка на резец большая и качество обработанной поверхности не имеет особого значения, угол λ положительный (до +5º).
1.2. Порядок выполнения работы
1. Вычертить схему обработки детали изучаемым резцом. На схеме следует указать обрабатываемую и обработанную поверхности, поверхность резания, главную и вспомогательную режущие кромки, переднюю и задние поверхности, указать стрелками направление главного движения и движения подачи.
2. Измерить штангенциркулем или измерительной линейкой основные размеры резца (длину L, ширину В, высоту Н).
3. Измерить углы резца, используя угломеры различной конструкции.
4. Вычертить эскиз резца и указать основные размеры и углы.
5. Результаты измерений свести в табл. 1.1.
6. Составить отчет и выводы по работе.
Таблица 1.1
Геометрические параметры токарного резца
Наименование резца | Размеры резца, мм ВÍНÍL | Углы резца, град | |||||||
φ | φ1 | ε | α | γ | β | δ | λ | ||
ЛАБОРАТОРНАЯ РАБОТА № 2
Устройство и назначение токарно-винторезного станка
Цель работы: ознакомиться с устройством токарно-винторезного станка, приспособлениями к токарным станкам; освоить управление станком и настроить станок на заданный режим.
2.1. Теоретические сведения
2.1.1. Станки токарной группы
Токарные станки являются наиболее многочисленной группой металлорежущих станков, с их помощью получают разнообразные профили на наружных, внутренних и торцевых поверхностях вращающихся заготовок. На этих станках обрабатывают плоские, цилиндрические, конические, резьбовые и фасонные поверхности, причем в качестве режущих инструментов используют не только резцы, но и осевые инструменты: сверла, зенкеры, развертки и т. п.
В группу токарных станков входят:
1) токарные станки, предназначенные для выполнения всех видов токарных работ за исключением нарезания резьбы;
2) токарно-винторезные станки, предназначенные для выполнения всех видов токарных работ, включая нарезание резьбы; отличительная особенность – наличие ходового винта;
3) токарно-револьверные станки, применяемые для высокопроизводительной обработки деталей, требующей большого количества инструментов; отличительная особенность – отсутствие задней бабки, вместо нее устанавливается револьверная головка;
4) токарные автоматы и полуавтоматы;
5) токарные многорезцовые станки, предназначенные для обработки заготовок, требующих одновременного применения большого количества резцов;
6) токарно-лобовые станки, предназначенные для обработки заготовок большого диаметра;
7) карусельные станки (для обработки заготовок большого диаметра), имеющие вертикальное расположение шпинделя;
8) специализированные станки, служащие для обработки коленчатых валов, кулачков и др.
Наиболее распространены токарно-винторезные станки общего назначения, являющиеся универсальными.
2.1.2. Устройство токарно-винторезного станка
Токарно-винторезный станок (рис. 2.1) состоит из следующих основных частей: станина, передняя бабка с коробкой скоростей, задняя бабка, коробка подач, гитара со сменными колесами, суппорт с резцедержателем, фартук, ходовой винт и ходовой валик.
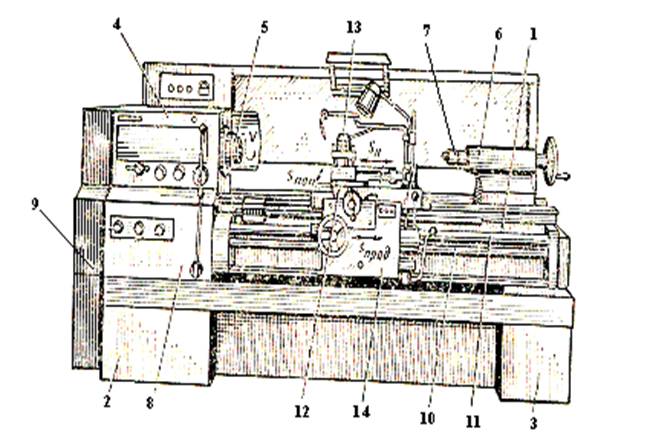
Рис. 2.1. Токарно-винторезный станок
Станина 1 с горизонтальными направляющими служит для монтажа узлов станка и установлена на двух тумбах. В передней тумбе 2 смонтирован электродвигатель главного привода станка, в задней тумбе 3 – бак для смазочно-охлаждающей жидкости и насосная станция для ее подачи в зону резания.
Передняя бабка 4 представляет собой коробку скоростей, неподвижно закрепленную на станке и предназначенную для вращения обрабатываемой заготовки с разной скоростью. Важной частью передней бабки служит шпиндель 5, представляющий собой стальной пустотелый вал, установленный в подшипниках. На наружном конце шпинделя имеются посадочные поверхности для установки патрона или планшайбы. Коническое отверстие в переднем конце шпинделя служит для установки хвостовика центра в случае обработки деталей в центрах. Сквозное отверстие в шпинделе используется для размещения длинных заготовок (прутков, труб) и удаления из шпинделя центров.
Задняя бабка 6 расположена с правой стороны станины и может перемещаться по ее направляющим. В пиноли 7 задней бабки устанавливаются центры, служащие для поддержания длинных заготовок, а также инструменты для обработки отверстий (сверла, зенкеры, развертки).
С левой стороны на боковой поверхности станины закреплена коробка подач 8, представляющая собой многоскоростную зубчатую передачу, которая получает вращение от шпинделя и через гитару сменных зубчатых колес 9 передает его двум своим выходным элементам: ходовому валику 10 или ходовому винту 11.
Суппорт 12, предназначенный для закрепления и перемещения в нужном направлении резцов, состоит из нескольких частей. Продольные салазки, установленные на направляющих станины, перемещаются вдоль шпинделя, обеспечивая продольную подачу. Поперечные салазки перемещаются в поперечном направлении по направляющим продольных салазок. Поворотные салазки, несущие четырехпозиционный резцедержатель 13, могут быть установлены под требуемым углом к оси шпинделя, что требуется при обработке конических поверхностей.
К продольным салазкам крепится фартук 14, механизмы которого преобразуют вращательное движение ходового валика или ходового винта в поступательное движение суппорта.
2.1.3. Приспособления к токарным станкам
Характер установки и закрепления заготовки, обрабатываемой на токарном станке, зависит от типа станка, вида обрабатываемой поверхности, характеристики заготовки (отношения длины заготовки к ее диаметру), требуемой точности и других факторов. На токарно-винторезных станках заготовки закрепляют в различных приспособлениях. Наиболее характерные схемы установки и закрепления деталей приведены на рис. 2.2.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
