
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral

Рис. 2.2. Основные способы закрепления деталей на токарных станках
Трехкулачковые самоцентрирующие патроны (см. рис. 2.2, а) применяют для закрепления заготовок цилиндрической формы при отношении их длины к диаметру L/D<4. Эти патроны обеспечивают одновременное перемещение всех трех кулачков в радиальном направлении, вследствие чего заготовка устанавливается и зажимается точно по оси шпинделя. В случае обработки заготовок недостаточной жесткости (4<L/D<10) их закрепление в трехкулачковом патроне производится с поджатием центром задней бабки (см. рис. 2.2, б).
Четырехкулачковый патрон (рис. 2.2, в) имеет независимые перемещения всех четырех кулачков, что позволяет закреплять несимметричные заготовки.
Цанговые патроны (см. рис. 2.2, д) применяются для закрепления заготовок небольшого диаметра. Конический хвостовик патрона 4 устанавливается в коническое отверстие шпинделя. В отверстие цанги 2 вставляют заготовку 1. Затем навертывают гайку патрона 3 на корпус 5. При перемещении гайки патрона ее коническая поверхность заставляет сжиматься упругую цангу, имеющую четыре продольных паза, и закреплять заготовку.
В центрах обрабатывают нежесткие валы (4<L/D<10), имеющие с торцов центровые базовые отверстия или детали типа “втулка” (см. рис. 2.2, е, ж, з).
На заготовку 4 (см. рис. 2.2, е), устанавливаемую в центрах 5 и 7, надевают и закрепляют с помощью болта 6 хомутик 3, который упирается в поводок 2 планшайбы 1, навинченной на резьбовую часть шпинделя токарного станка. При вращении шпинделя поводок через хомутик передает вращательное движение заготовке.
Центры, применяемые для закрепления заготовок, подразделяются на упорные и поводковые. Упорные центры устанавливаются в пиноли задней бабки и служат только для придания жесткости обрабатываемой детали. Они подразделяются на неподвижные и вращающиеся. Упорные неподвижные центры бывают нормальные (рис. 2.3, а), полуцентры (рис. 2.3, б), применяемые при подрезании торцов заготовки, и шариковые (рис. 2.3, в), используемые при обтачивании конических поверхностей заготовки способом смещения задней бабки в поперечном направлении. Центры и полуцентры упорные применяются для установки заготовок при их обработке на станках (частота вращения шпинделя ≤120 мин.-1), а также при контрольных, разметочных и других работах.
Недостатками неподвижных упорных центров являются их быстрый износ, невозможность работы на высоких скоростях и разбивка центрового отверстия. Для их устранения применяют вращающиеся упорные центры, которые предназначены для установки заготовок при их обработке на токарных станках с частотой вращения шпинделя ≥120 мин-1. Такие центры изготовляют двух типов: 1) без насадки (рис. 2.3, г); 2) с насадкой (рис. 2.3, д, е) на центровом валике.
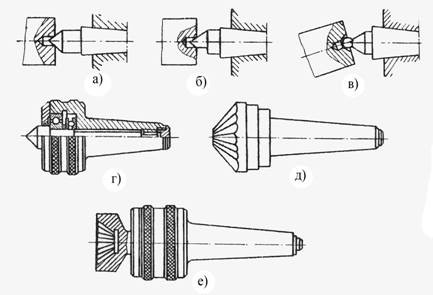
Рис. 2.3. Основные типы упорных центров
Рифленые и гладкие поводковые центры (рис. 2.4, а, б, в) устанавливаются в коническое отверстие шпинделя станка, вращаются вместе с ним и служат не только для центровки детали, но и передают ей вращательное движение.
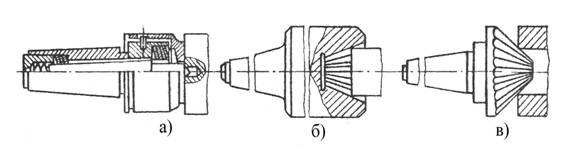
Рис. 2.4. Основные типы поводковых центров
При обработке заготовок (L/D>10) для уменьшения деформации от сил резания применяют люнеты.
Силы резания воспринимают опоры люнетов, что повышает точность обработки. Неподвижный люнет (рис. 2.5, а) устанавливают на направляющих станины станка, он имеет три кулачка (или ролика), которые и служат опорой для обрабатываемой детали. Подвижный люнет (рис. 2.5, б) крепится на каретке суппорта и во время работы перемещается вдоль обрабатываемой детали. Подвижный люнет имеет два кулачка; третьей опорой для заготовки служит сам резец.

Рис. 2.5. Схемы люнетов:
а – неподвижного; б – подвижного
Жесткие (цельные) и разжимные оправки применяют для закрепления заготовок типа “втулка”, “кольцо” при протачивании наружной поверхности с точно обработанными центральными отверстиями в случаях, когда необходимо выдержать строгую концентричность наружной поверхности относительно внутренней. На цельных конических оправках заготовка удерживается от проворачивания за счет силы трения на сопряженных поверхностях, так как оправка имеет небольшую конусность. На цельной цилиндрической оправке (рис. 2.2, и) заготовка удерживается от проворачивания за счет жесткого ее закрепления гайкой. Заготовки, у которых разница в диаметрах отверстий колеблется в пределах 0,5-1,5 мм, а также тонкостенные детали закрепляются на разжимных оправках (рис. 2.2, к).
Планшайбы (см. рис. 2.2, г: 1 – заготовка, 2 – угольник, 3 – планшайба) применяют для закрепления несимметричных и сложных по конфигурации заготовок.
Планшайба представляет собой металлический диск, снабженный ступицей для навинчивания на шпиндель. На ее передней плоскости имеются 4–6 канавок Т-образного профиля и несколько сквозных пазов и отверстий. Заготовки закрепляются на планшайбе планками, угольниками, прижимными болтами.
2.1.4. Наладка и настройка токарного станка
Перед началом работы производят наладку и настройку станка. Под наладкой станка подразумеваются подготовительные операции, связанные с установкой и проверкой зажимных приспособлений, инструментов и заготовки. Наладке предшествуют изучение чертежа и технологического процесса изготовления детали.
Под настройкой подразумевается установление требуемых режимов обработки (глубины резания, подачи, частоты вращения шпинделя). В большинстве случаев для современных станков настройка сводится к установке рукояток управления в определенное положение.
2.2. Порядок выполнения работы
1. Ознакомиться с устройством и принципом работы токарно-винторезного станка, приспособлениями к токарным станкам.
2. Ознакомиться и усвоить правила техники безопасности при работе на токарных станках.
3. Настроить станок на заданный режим обработки. Привести схему расположения рукояток на панелях коробки скоростей и коробки подач станка.
4. В отчете по работе указать краткие сведения об устройстве токарно-винторезного станка и используемых приспособлениях.
5. Составить отчет и выводы по работе.
ЛАБОРАТОРНАЯ РАБОТА № 3
Обработка конструкционных материалов
на токарно-винторезном станке
Цель работы: ознакомиться с работами, выполняемыми на токарно-винторезных станках, назначить режимы резания для обработки заготовки; приобрести практические навыки работы на станке.
3.1. Теоретические сведения
3.1.1. Работы, выполняемые на токарно-винторезных станках
На токарно-винторезных станках можно производить разнообразные операции по обработке деталей, имеющих форму тел вращения.
Обтачивание наружных цилиндрических поверхностей (рис. 3.1, а, б, в) проводится прямыми, отогнутыми или упорными проходными резцами с продольной подачей и подразделяется на черновое, чистовое и тонкое.
Обработку торцевых поверхностей и уступов (рис. 3.1, г, д) выполняют с поперечной подачей проходными отогнутыми, проходными упорными и подрезными резцами.
Обработку галтелей ведут галтельными или проходными резцами, заточенными по соответствующему радиусу, применяя продольную и поперечную подачу.
Отрезание заготовок и прорезание канавок (рис. 3.1, е) осуществляется отрезными резцами с поперечной подачей.
Растачивание внутренних цилиндрических поверхностей (рис. 3.1, ж) выполняют расточными резцами с продольной подачей. Гладкие сквозные отверстия растачивают проходными расточными резцами, ступенчатые и глухие – упорными расточными резцами.
Сверление, зенкерование и развертывание отверстий (рис. 3.1, з) выполняют соответствующими инструментами, закрепляемыми в пиноли задней бабки.
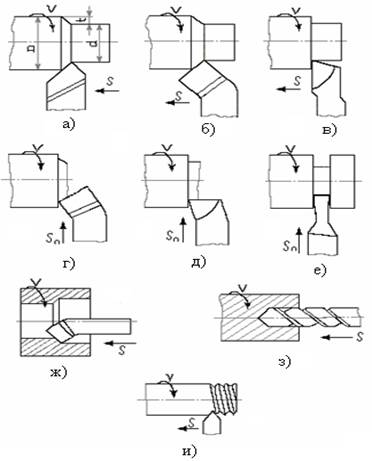
Рис. 3.1. Схемы обработки на токарно-винторезном станке
Центровка применяется для получения центровых гнезд в длинных заготовках. Центровку выполняют при помощи центровочного сверла или при помощи спирального сверла и конической зенковки.
Обтачивание фасонных поверхностей осуществляют фасонными резцами с поперечной и продольной подачей, используются также копировальные механические и гидравлические устройства.
Нарезание резьбы (рис. 3.1, и) на токарно-винторезных станках выполняют резьбовыми резцами, метчиками, плашками. Форма режущих кромок резцов определяется профилем и размерами поперечного сечения нарезаемых резьб. Резьбу нарезают с продольной подачей резца.
Обработка конических поверхностей осуществляется различными способами: при помощи широкого резца, поворотом верхней части суппорта, смещением задней бабки в поперечном направлении, при помощи конусной (копировальной) линейки.
3.1.2. Элементы режима резания
Режим резания характеризуется глубиной резания t, подачей s и скоростью резания v.
Глубиной резания t называется расстояние между обрабатываемой и обработанной поверхностями, измеренное по нормали к последней. При продольном точении – это толщина слоя материала, срезаемого за один проход резца:
t = (D - d) / 2 , (3.1)
где D – диаметр обрабатываемой поверхности заготовки, мм;
d – диаметр обработанной поверхности, мм.
Подачей s, мм/об, называется величина перемещения резца за один оборот детали. В зависимости от вида обработки направление подачи может быть различным. При точении различают: продольную подачу – вдоль оси обрабатываемой детали; поперечную подачу – перпендикулярно к оси обрабатываемой детали; наклонную подачу – под углом к оси обрабатываемой детали.
Скорость резания v, м/мин, – окружная скорость перемещения обрабатываемой поверхности детали относительно резца в направлении главного движения.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
