
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
«Ивановский государственный архитектурно-строительный университет»
Кафедра подъемно-транспортных,
строительно-дорожных машин и систем гидропривода
МЕХАНИЧЕСКАЯ ОБРАБОТКА
КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Часть 1. Оборудование и инструменты
при токарной обработке
Методические указания к лабораторным работам
по дисциплине «Технология конструкционных материалов»
для студентов специальности
170900 – «Подъемно-транспортные, строительные,
дорожные машины и оборудование»
Иваново 2010
Составители: ,
УДК 621.9 (076)
Механическая обработка конструкционных материалов. Ч. 1. Оборудование и инструменты при токарной обработке: метод. указ. к лабораторным работам по дисциплине «Технология конструкционных материалов» для студентов специальности 170900 – «Подъемно-транспортные, строительные, дорожные машины и оборудование» / Иван. гос. архит.-строит. ун-т; сост.: , . – Иваново, 2010. – 28 с.
Методические указания включают в себя лабораторные работы по изучению конструкции и геометрии токарных резцов; устройства и назначения токарного и станка; работ, выполняемых на токарных станках; режимов резания.
Рецензент
д-р техн. наук, профессор,
заведующий кафедрой технической механики ИГСХА
им. акад.
ЛАБОРАТОРНАЯ РАБОТА № 1
Конструкция и геометрия токарных резцов
Цель работы: изучить основные типы токарных резцов, их конструкцию, геометрию и область применения; ознакомиться со средствами и техникой измерения геометрических параметров резцов.
1.1. Теоретические сведения
1.1.1. Классификация резцов
Точение является наиболее распространенным методом обработки наружных, внутренних и торцевых поверхностей тел вращения (цилиндрических, конических, сферических и фасонных).
Точение осуществляется на токарных станках токарными резцами различных типов. Заготовку крепят в шпинделе станка, и она вращается, а резец, закрепленный в приспособлении или непосредственно в резцедержателе суппорта, совершает продольное или поперечное поступательное движение.
Токарные резцы классифицируют по материалу рабочей части, форме головки и направлению подачи, конструкции, сечению стержня, назначению. В качестве материала рабочей части токарных резцов используют быстрорежущие стали, твердые сплавы и минералокерамику. Резцы из углеродистых и легированных инструментальных сталей в настоящее время практически не применяют.
По форме головки и направлению подачи резцы подразделяют на правые и левые (рис. 1.1, а), прямые (рис. 1.1, а), отогнутые (рис. 1.1, б) вправо или влево, изогнутые (рис. 1.1, в) вперед (вверх) или назад (вниз), оттянутые (рис. 1.1, г) вправо или влево. У правых резцов главная режущая кромка находится со стороны большого пальца правой руки, если наложить ее на резец сверху (рис. 1.1, а). У левых резцов при аналогичном наложении левой руки главная режущая кромка также находится со стороны большого пальца (рис. 1.1, б). Правые работают с подачей справа налево (от задней бабки к передней), левые – слева направо.
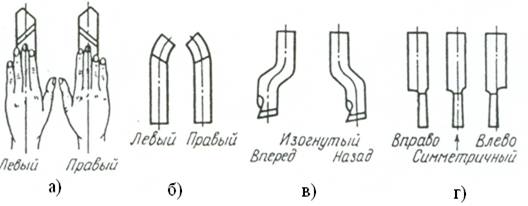
Рис. 1.1. Формы головок резцов
По конструкции резцы могут быть цельные (головка и тело сделаны из одного материала), с приваренной встык головкой (например, головка из быстрорежущей стали, а державка резца из углеродистой стали), с припаянной пластинкой и резцы с механическим креплением режущих пластинок.
По сечению стержня различают прямоугольные, квадратные и круглые резцы.
По назначению различают резцы проходные, подрезные, отрезные, расточные, галтельные, фасонные и резьбовые. На рис. 1.2 показаны наиболее часто применяемые типы токарных резцов.
Проходные резцы применяют для наружного точения, они могут быть черновыми (рис. 1.2, а, б) и чистовыми (рис. 1.2, в, г, д). Чистовые проходные резцы для обтачивания с малой подачей отличаются от обычных проходных резцов главным образом большим радиусом закругления (г=2–5 мм). Для проходных прямых резцов обычно главный угол в плане φ = 45–60º, а вспомогательный угол в плане φ1 = 10-15º. У проходных отогнутых резцов углы в плане φ = φ1 = 45º (рис. 1.2, б). Эти резцы работают как проходные с продольным движением подачи и как подрезные с поперечным движением подачи. Для одновременной обработки цилиндрической поверхности и торцевой плоскости применяют проходные упорные резцы (рис. 1.2, е). Резец работает с продольным движением подачи. Главный угол в плане φ = 90º.
Подрезные резцы (рис. 1.2, ж) применяют в основном для подрезания торцов заготовок, они работают с поперечной подачей.
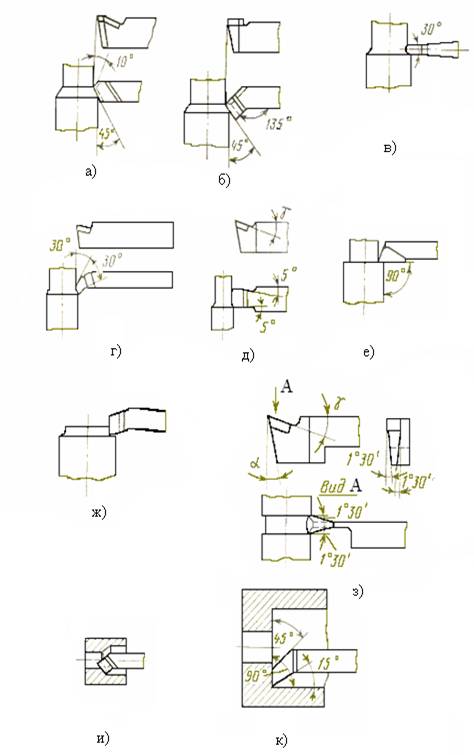
Рис. 1.2. Основные разновидности токарных резцов
Отрезные резцы (рис. 1.2, з) применяют для разрезания заготовок на части, отрезания обработанной заготовки и для протачивания канавок. Отрезной резец имеет главную режущую кромку, расположенную под углом φ=90º, и две вспомогательные с углами φ1=1-2º . Для уменьшения трения в процессе резания вспомогательные задние поверхности затачивают под углом φ1=1º30΄.
Расточные резцы используют для растачивания отверстий, предварительно просверленных или полученных штамповкой или литьем. Применяют два типа расточных резцов: проходные – для сквозного растачивания (рис. 1.2, и), упорные – для глухого растачивания (рис. 1.2, к). У проходных расточных резцов угол в плане φ=45–60º, а у упорных – φ≥90º. Крепежная часть расточных резцов имеет конусную форму с диаметром, увеличивающимся от лезвия к зажимной части, которую делают квадратной или прямоугольной. При растачивании глубоких отверстий применяют расточные резцы, закрепленные в специальных оправках.
Галтельные резцы применяют для обтачивания закруглений (галтелей).
Фасонные резцы предназначены для обработки деталей сложной формы. Такие резцы имеют фасонный профиль, передаваемый обрабатываемой детали при работе с поперечной подачей.
Резьбовые резцы применяют для нарезания наружной и внутренней резьб. Угол при вершине в плане ε (угол профиля метрической резьбы) у твердосплавных резьбовых резцов делают на 30΄ меньше, чем профиль резьбы, так как нарезание резьбы при высоких скоростях резания приводит к некоторому разваливанию ее профиля. У резцов из быстрорежущей стали угол при вершине в плане ε равен углу резьбы.
1.1.2. Элементы токарного проходного резца
Каждый резец (рис. 1.3) состоит из рабочей части (головки) – I и крепежной части (стержня или тела резца) – II. Крепежная часть служит для закрепления резца на станке, а рабочая часть предназначена для обеспечения резания.
Рабочая часть резца ограничена тремя поверхностями: передней, главной задней и вспомогательной задней. Передняя поверхность 1 – поверхность, по которой сходит стружка. Главная задняя поверхность 2 – поверхность резца, обращенная к поверхности резания. Вспомогательная задняя поверхность
3 – поверхность резца, обращенная к обработанной поверхности детали. Главная режущая кромка 4 – линия пересечения передней и главной задней поверхностей. Вспомогательная режущая кромка 5 – линия пересечения передней и вспомогательной задней поверхностей. Вершина резца 6 – точка пересечения передней, главной задней и вспомогательной задней поверхностей.
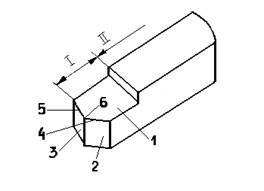
Рис. 1.3. Токарный проходной резец
1.1.3. Поверхности детали и координатные плоскости
При обработке детали различают следующие поверхности: обрабатываемую, обработанную и поверхность резания (рис. 1.4).
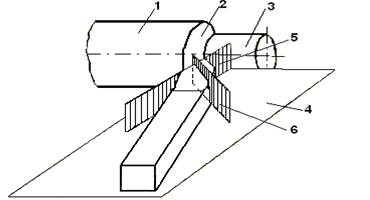
Рис. 1.4. Поверхности и плоскости при обработке токарным резцом
Обрабатываемая поверхность 1 – поверхность, с которой снимается слой металла, оставленный как припуск на обработку. Поверхность резания 2 – поверхность, образуемая непосредственно главной режущей кромкой. Обработанная поверхность 3 – поверхность, полученная после снятия припуска.
Для изучения геометрических параметров резцов используют координатные плоскости (см. рис. 1.4): плоскость резания, основную плоскость, главную и вспомогательную секущие плоскости. Основная плоскость 4 – плоскость, параллельная продольной и поперечной подачам; при установке токарного резца по центру детали основная плоскость параллельна плоскости основания резца. Плоскость резания 5 – плоскость, касательная к поверхности резания и проходящая через главную режущую кромку. Главная секущая плоскость 6 – плоскость, перпендикулярная проекции главной режущей кромки на основную плоскость. Вспомогательная секущая плоскость – плоскость, перпендикулярная проекции вспомогательной режущей кромки на основную плоскость.
1.1.4. Геометрические параметры токарного проходного резца
Геометрию резца принято рассматривать в трех плоскостях: в плане, в главной и вспомогательной секущих плоскостях (рис. 1.5).
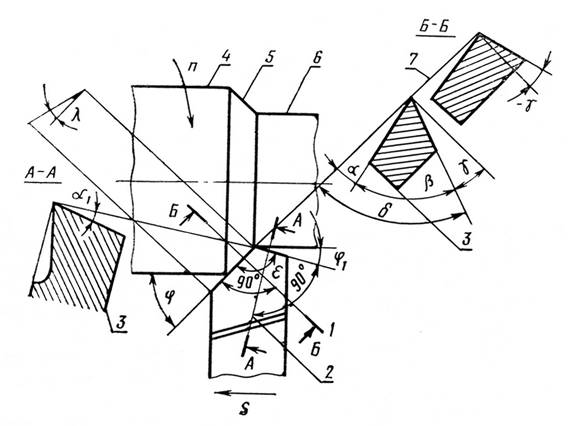
Рис. 1.5. Углы токарного резца
Углы в плане:
- главный угол в плане φ – угол между проекцией главной режущей кромки на основную плоскость и направлением подачи;
- вспомогательный угол в плане φ1 – угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи;
- угол при вершине ε – угол между проекциями режущих кромок на основную плоскость. Между углами существует зависимость
φ + φ1 + ε = 180º . (1.1)
Углы в главной секущей плоскости:
- главный задний угол α – угол между главной задней поверхностью резца и плоскостью резания;

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
