

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
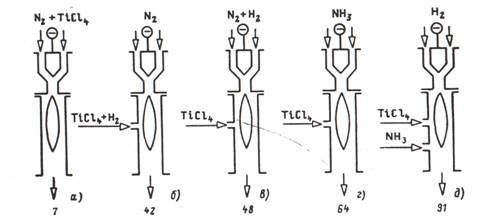
Рисунок 1. Схема организации хлоридных процессов получения нитрида титана в потоке низкотемпературной плазмы: цифрами обозначен выход TiN в процентах.
Лучшие результаты достигнуты в [5] при нагреве азотно-водородной смеси с объемным отношением 1:4 в электрической дуге мощностью 30 кВт. Пары TiCl4 вводились в плазменный поток на выходе из разрядного канала (рис. 1, в). Максимальный выход TiN составил 48 %. энергозатраты на получение 1 кг TiN составившие 145 МДж, почти в 250 раз ниже, чем в предыдущей схеме.
Дальнейшего снижения энергозатрат и заметного повышения выхода TiN удалось достичь при восстановлении TiCl4 продуктами разложения аммиака в электрическом разряде [6] (рис. 1, г). По этой схеме 64 % ТiCl4 превращается в TiN с энергозатратами около 25 МДж/кг.
Наибольший выход TiN достигнут в двухступенчатом процессе [3] (рис. 1, д). На первой ступени происходит восстановление ТiCl4 в водородной плазменной струе, главным образом до TiCl3. Далее при взаимодействии TiCl3 с аммиаком достигается высокий (91 %) выход нитрида титана при затратах энергии около 18 МДж/кг.
Однако существующие технологии на базе дугового разряда пока не обеспечивают требуемой для массового производства производительность и достаточно дороги. Это связано с ограничениями традиционных генераторов дуговой плазмы (плазмотронов), вызванными эрозией электродов. Эрозия ограничивает срок службы плазмотронов, мощность дугового разряда и сужает спектр, применяемых плазмообразующих газов. Как правило, используются либо инертные газы, либо, в лучшем случае, воздух или азот. Использование водорода или аммиака в качестве плазмообразующего газа в традиционных плазмотронах приводи к значительному сокращению ресурса работы электродов и как следствие ресурса работы плазмотрона. Использование инертного газа или азота в качестве плазмообразующего с последующим нагревом реакционной смеси потоком плазмы приводит к резкому увеличению энергозатрат.
Разработанный в Международном научном центре по теплофизике и энергетике и успешно внедрённый на опытно-промышленном плазмохимическом реакторе ПХР-500 новый принцип организации дугового разряда позволяет снять ограничения, вызванные эрозией электродов. В отличии от известной схемы дуги прямого действия, широко используемой в плазменной металлургии, в данном случае оба электрода, как анод, так и катод представляют собой расплавленный металл (см. рис.2). Поверхность расплава не подвержена эрозии, что снимает ограничения на ресурс работы электродов, мощность разряда и вид плазмообразующего газа. Это позволяет удешевить процесс получения нанопророшков и расширить спектр получаемых материалов, обеспечивая высокую энергетическую эффективность и непрерывность технологического процесса.
Рисунок 2. Схема реактора с расплавляемыми электродами ПХР-500.
СУЩНОСТЬ ПРЕДЛАГАЕМОЙ РАЗРАБОТКИ
Разработка включает в себя полный цикл получения наномодификантов для металлургии, а именно получение нанодисперсного порошка нитрида титана и его плакирование. Для получения нанодисперсного порошка тугоплавких соединений планируется построить плазмохимический реактор с расплавляемыми электродами. Для плакирования синтезированных порошков используется технология, описанная в [2]. Принципиальная схема плазмохимического реактора для получения наномодификантов показана на рис. 3. Реактор представляет собой две герметичных реакционных камеры. На дне каждой камеры расположены специальные ванны (1), заполненные титановым ломом, которые являются электродами. Камеры соединены водоохлаждаемым каналом (2). На оси канала, стабилизированный вихревым течением плазмообразующего газа, горит дуговой разряд (3), который и замыкается на поверхность титана, превращая его в расплав. Тетрахлорид титана вместе с плазмообразующим газом подаётся в центральную часть водоохлаждаемого канала. Газ из реактора откачивается через водоохлаждаемую трубу (4), где происходит его охлаждение. Образовавшиеся наночастицы нитрида титана улавливаются с помощью циклона (5) и рукавного фильтра (6). Образовавшийся в ходе реакции хлористый водород нейтрализуется щёлочью в ЦБА (7). Не прореагировавший газ повторно используется в качестве плазмообразующего. Синтезированный порошок из циклона и рукавного фильтра подаётся на центробежную планетарную мельницу (8), где происходит его плакирование металлом – протектором.
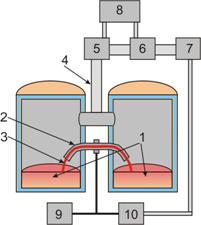
Рисунок 3. Принципиальная схема реактора для получения наномодификантов: 1- электроды; 2- канал формирования электрической дуги; электрическая дуга; 4- водоохлаждаемая труба; 5- циклон; 6- рукавный фильтр; 7- центробежно-барбатажный аппарат (ЦБА); 8- центробежная планетарная мельница; 9- систеиа подачи хлорида титана; 10- система подачи плазмообразующего газа.
Применение нового типа плазмохимического реактора и использование его главной особенности - генерации дугового разряда на расплавленных электродах, - расширяет технические возможности предлагаемой технологии и обеспечивает ее конкурентные преимущества перед существующими аналогами. Это позволяет:
· снять ограничения на ресурс работы реактора;
· снять ограничение на мощность реактора;
· исключить неконтролируемое влияние примесей на композицию синтезируемых наноразмерных материалов за счет использования в качестве электродов (катода и анода) материала идентичного по состава синтезируемому продукту.
Перечисленные преимущества имеют первостепенное значение с точки зрения промышленного применения технологии, позволяя увеличить эффективность получения нанопорошков за счет снижения затрат энергии и использования дешёвого исходного сырья (хлоридов).
ПРАВА НА ИНТЕЛЛЕКТУАЛЬНУЮ СОБСТВЕННОСТЬ
В основе уникальной технологии производства нанопорошковых модификаторов (НПМ) для металлургии лежит изобретение – плазмохимический реактор (ПХР) с расплавленными электродами. Ключевым патентом, защищающим интеллектуальную собственность инициатора проекта, является российский патент «Плазмохимический реактор» № 000, 27.09.2000 и Международная заявка PCT/RU 00/00257 (переведена в национальную фазу в Японии и США). В качестве вклада в уставной капитал создаваемого предприятия ему будет передана ограниченная лицензия на право использования ПХР для производства НПМ для металлургии.
КОНКУРЕНТНЫЕ ПРЕИМУЩЕСТВА
Производимая продукция – нанопорошковые композиции на основе соединений тугоплавких металлов – будет использоваться в металлургической промышленности для модифицирования сплавов. Поэтому конкурентные преимущества производимой продукции будут определяться, главным образом, конкурентными преимуществами конечного продукта в этой цепочке – наномодифицируемого сплава.
Технология модифицирования сплавов частицами нанодисперсных тугоплавких соединений [6,7] является одним из современных способов изменения свойств металлов и сплавов, заменяющих дорогостоящее легирование. Введенные в расплав в количестве сотых долей процента такие частицы равномерно распределяются по всему объему и служат активными центрами кристаллизации, что ведет к значительному измельчению зерна и изменению морфологии структуры слитка. В результате этого формируется мелкодисперсная равноосная кристаллическая структура. Измельчаются также и неметаллические включения, вследствие чего повышаются механические и служебные свойства металлов и сплавов. Выполненные исследования [8] показали, что ультрадисперсные добавки повышают прочность отливок на 15-30% при одновременном увеличении пластичности в 1,5-2 раза. Например, добавка нанодисперсного порошка в никелевые сплавы, используемые для деталей газотурбинных двигателей, увеличивает прочность на 10-15%, пластичность в 2 раза и циклическую устойчивость на 30-40%.
В структуре себестоимости специальных сталей, к которым относят инструментальные, подшипниковые, пружинные, нержавеющие, жаропрочные и высокопрочные стали, более семидесяти процентов приходится на затраты на приобретение легирующих добавок, причём, в последние годы эта доля неуклонно растёт [9]. Очевидно, что возможность снижения затрат производителей на легирование сплавов могла значительно повысить привлекательность технологии наномодифицирования. Однако, из таблицы 1 видно, что использование вместо легирующих металлов нанодисперсных добавок, производимых традиционными методами, не приводит к существенному снижению расходов производителей. Уникальная технология, разработанная инициатором проекта, позволяет, используя новый плазмохимический реактор с жидкометаллическими электродами, получать нанопорошки тугоплавких металлов, себестоимость которых на порядок ниже расходов на их изготовление альтернативными способами, что объясняется невысокой энергоёмкостью производства и дешевизной исходного сырья (соединения хлора). Для демонстрации экономической привлекательности предлагаемой технологии производства нанопорошков, оценим себестоимость одного килограмма наноразмерного порошка нитрида титана (TiN). В качестве исходного сырья используется тетрахлорид титана (TiCl4). Цена этого соединения составляет около двух долларов США за килограмм. Расход электроэнергии на производство одного килограмма порошка составляет по расчётам 7,5 кВт * час. С учетом расходов на приобретение азота и водорода, получаем, что себестоимость одного килограмма порошка нитрида титана, произведённого по предлагаемой технологии, не превышает 16 долларов. В настоящее время цена нанопорошока нитрида титана производства MTI Corporation (www. ) составляет 1600 долларов за килограмм, а объёмы производства продукта крайне малы. Между тем, производительность установки, созданной на базе плазмохимического реактора с расплавленными электродами, может достигать сотен килограмм в час, что, безусловно, можно считать промышленным масштабом.
Для демонстрации конкурентного преимущества производимого продукта рассмотрим альтернативные цепочки создания ценности [10]. Если считать конечным продуктом сталь с улучшенными механическими характеристиками, полученную в результате наномодифицирования, цепочка создания ценности будет включать в себя следующие элементы: сырье (хлорид титана), производство нанопорошка нитрида титана, наномодифицирование стали, сталь. Альтернативная цепочка описывает процесс улучшения механических свойств стали с помощью технологии легирования.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
