Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
7. Выполнить анализ полученных результатов.
Указания относительно снятия ВВАХ, СВАХ и зависимости ![]()
При исследовании ВВАХ, СВАХ та U = f(l) закрепить горелку в приспособлении, которое обеспечивает ему необходимое (фиксированное) перемещение. Исходные данные - по указанию преподавателя.
3.3. Оборудование и материалы
1. Пост для аргонодуговой сварки; ИСТ-125.
2. Инструменты для сварки.
3. Приборы для измерения:
приспособление для фиксированного изменения длины дуги;
вольтметр, диапазон измерения 0…50 В.
4. Сварочные материалы: вольфрамовый электрод; аргон; подкладные пластины из меди и легированной стали толщиной ≥20мм;
пластины из углеродной и легированной стали и алюминия толщиной 0,8…1,2 мм.
3.4. Содержание отчета
1. Схема процесса аргонодуговой сварки.
2. Объяснение относительно использования W-электрода и Аr.
3. Принципиальная схема ИСТ-125, его назначение и технические данные.
4. Протоколы и графики исследований.
5. Анализ полученных результатов. Выводы.
3.5. Контрольные вопросы
1. В чем заключается сущность газовой защиты при сварке?
2. Расскажите о защитных свойствах аргона.
3. Какие преимущества использования вольфрама как неплавящегося электрода?
4. Как влияет длина дуги на ее напряжение?
5. Как влияет полярность сварочного тока на процесс сварки?
6. С какой формой ВВАХ необходимые источники питания для ручной сварки вольфрамовым электродом?
7. Из каких блоков состоит ИСТ-125, какое их назначение?
8. Как регулируется сварочный ток в аппарате ИСТ-125?
9. Почему, если сваривать с использованием ИСТ-125, при изменении длины дуги ток остается практически постоянным?
4. ПЛАЗМенная СВАРка МЕТАЛЛА МАЛОЙ ТОЛЩИНЫ
Цель работы: ознакомиться с сущностью процесса плазменной сварки; установить особенности плазменной струи как источника нагревания; вычислить плотность теплового плазменного потока и площадь нагрева; изучить строение установки МПУ-4, провести тренировочную сварку, установить оптимальные режимы сварки образцов.
4.1. Содержание работы
Сущность плазменной сварки
Плазмодуговым принято называть сжатый дуговой разряд с интенсивным плазмообразованием. Всякое сжатие дуги может стать причиной возник-новения плазменного тока вследствие появления градиента давления.
Для получения дуговой плазменной струи используют специальные плазменные горелки, или так называемые плазмотроны (рис. 18), в которых обычно есть неплавящийся вольфрамовый 5, изолированный от канала и сопла горелки 2, а анодом может быть сопло или изделие 1.
 В начале процесса для образования достаточного количества заряженных частичек возбуждается дежурная мало-амперная дуга непосредственно между катодом 5 и медным охлаждаемым соплом 2, например с помощью осцилятора 6.
В начале процесса для образования достаточного количества заряженных частичек возбуждается дежурная мало-амперная дуга непосредственно между катодом 5 и медным охлаждаемым соплом 2, например с помощью осцилятора 6.
Плазменная струя образовывается в канале сопла 2 и стабилизируется его стенками и холодным газом, который отделяет столб дуги от этих стенок.
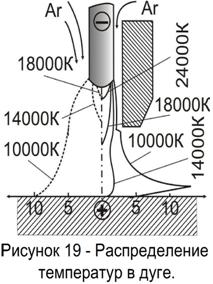
В наличии стабилизирующего канала и заключается основное отличие плазмотрона от обычной горелки для сварки в защитных газах. Благодаря сжатию в канале сопла плазменная дуга (──) в отличие от обычной (---) характеризуется высокими температурами стола дуги (рис.19). Сравнительно малый диаметр и достаточная длина канала обеспечивают необходимую для стабилизации плазменной струи скорость газового потока.
При резании плазма выходит из сопла со сверхзвуковой скоростью (3...4 М). Это достигается малым объемом и высоким давлением в камере (до 5 МПа), а также расширяющейся формой сопла.
В зависимости от вида положительного электрода (анода) плазменная дуга может быть прямого и косвенного действия. В первом случае анодом является изделие 1, а катодом – электрод 5, в этих случаях дугу часто называют "проникающей", или дугой прямого действия (эффективный коэффициент полезного действия
ηэ ≈ 0,7…0,9). Если анодом является сопло 2, что конструктивно может совпадать с каналом плазменной горелки, то источник тепла со струей плазмы, выделенной со столба дуги в виде факела, становится независимым от изделия. Такую дугу называют дугой косвенного действия (ηэ ≈ 0,3…0,5), или просто плазменной струей.
 Газовая среда в горелке для плазменной обработки материала должны выполнять такие функции: защищать от окисления и охлаждать вольфрамовый электрод и сопло (защитный газ); обеспечивать получение стабилизированной плазменной струи с необходимыми температурой и скоростью (плазмообразующий газ); обеспечивать наилучшую теплопередачу к изделию.
Газовая среда в горелке для плазменной обработки материала должны выполнять такие функции: защищать от окисления и охлаждать вольфрамовый электрод и сопло (защитный газ); обеспечивать получение стабилизированной плазменной струи с необходимыми температурой и скоростью (плазмообразующий газ); обеспечивать наилучшую теплопередачу к изделию.
Как плазмообразующую среду обычно применяют газы: аргон, гелий (Тп = 15 000…25 000 К); азот, водовод, воздух и т. д. (Тп = 5 000…7 000 К;), а также водяной пар (Тпл = 50 000 К).
Для защиты катода и сопла от разрушения и перегревание наилучшим газом считают аргон, так как он химически инертный и имеет малую теплопроводность. Однако аргон малоэффективен для преобразования электрической энергии в тепловую. Во-первых, напряжение поля столба дуги (при I = 10 А) в аргоне меньше, чем в водороде, азоте, гелие: EAr ≈ 0,8 В/мм; EN2 ≈ 2,0 В/мм; EH2 ≈ 10,0 В/мм. Во-вторых, энтальпия (объемное теплосодержание) аргонной плазмы при температуре этой плазмы значительно меньше, чем плазмы азота или водорода (для N2 - 16; Аг - 3; Н2 - 12 кВт/м3 при Т= 10 000 К). Более благоприятным газом для стабилизации дуги может быть азот (или воздух, который содержит до 78% азота), потому что его энтальпия при Т = 10 000 К в пять раз больше энтальпии аргона, кроме того, азот значительно дешевле. Однако в воздухе и азоте вольфрамовый электрод разрушается интенсивнее, в то время как в среде аргона и гелия вольфрам довольно стойкий. Наилучший преобразователь энергии дуги в теплоту - водородная плазма (рис. 20).
Иногда как плазмотворный газ используют аргон, а защитного - гелий. Гелий защищает сварочную ванную от взаимодействия с атмосферой и затрудняет развитие фронта ионизации в радиальном направлении, которое дополнительно сжимает дугу и делает ее пространственно устойчивой.
 Плазменную дугу применяют для резания, сварки, наплавки и напыления.
Плазменную дугу применяют для резания, сварки, наплавки и напыления.
Большой интерес предс-тавляет применение так назы-ваемой микроплазмы, напри-мер для прецезионного реза-ния и сварки высокотемпера-турной тонкой струей плазмы. Микроплазма отличается до-вольно высокой концентра-цией энергии и малым пятном нагрева (табл.7), что прибли-жает ее к лучевым источ-никам энергии для сварки (температура нагрева поверхности основного металла зависит не только от количества введенного тепла, но и от сосредоточенности этого тепла на поверхности изделия). Концентрация энергии при этом процессе оказывает содействие повышению скорости сварки, благоприятно влияет на металл ЗТВ, вследствие чего уменьшается деформация конструкций в сравнении с аргонодуговой сваркой.
Таблица 7 - Энергетические показатели термических источников энергии для сварки и резки
Источник тепла | Минимальная площадь пятна нагрева, см2 | Максимальная плотность энергии, Вт/см2 |
Дуга в газах | 10-3 | 105 |
Электронный луч | 10-7 | 109 |
Лазерный луч | 10-7 | 1010 |
Микроплазменная дуга | 10-6 | 108 |
Горение дуги довольно устойчивое, а малая чувствительность про-цесса к колебаниям ее длины значительно облегчает операцию сварки.
Вольфрамовый электрод в плазменной горелке закрепляют в охлаждаемую медную обойму, которое удлиняет срок его службы.
В сравнении с аргонодуговой сваркой микроплазменная обеспечивает более устойчивое горение дуги на малых токах, меньшую ширину швов, большую глубину проплавлення и более узкую зону термического влияния. Благодаря этому повышаются механические свойства сварочных соединений и уменьшаются деформации сварочных изделий. Микроплазменной сваркой можно выполнять стыковые, отбортованные и угловые соединения металла толщиной 0,2...2 мм. Обработка кромок для всех типов соединений не нужна. При толщине металла 0,2...0,5 мм более стабильное качество стыковых соединений достигается в случае применения присадочной проволоки. Металл толщиной 0,6...2 мм можно сваривать встык как с использованием присадочного провода, так и без него. Стыковые соединения сваривают на технологической подкладке. Тавровые соединения микроплазменной сваркой выполнять не рекомендуется.
Как источники питания для ручной и автоматическй микроплазменной сварки используют аппараты асимметрического переменного тока А1281В, а для автоматической сварки разнополярными прямоугольными импульсами - аппараты МПУ-РИ, МПУ-4 и МПУ-5. При ручной и автоматической сварке применяют соответственно горелки ПР061160А и 061213.
Техническое описание МПУ-4
Установка МПУ-4 предназначенная для ручной сварки с помощью плазменной струи, черных, цветных, легких и тугоплавких металлов и сплавов толщиной 0,1...1,5 мм. Питание установки осуществляется от трехфазной сети переменного тока (380 В).
Установка обеспечивает четыре режима работы:
1) режим А - сварка постоянным током прямой полярности с плавным регулированием тока 2,5…30 А;
2) режим В - сварка импульсным током прямой полярности с плавным регулированием импульсов тока 2,5…30 А и дискретным регулированием продолжительности импульсов и пауз между ними в пределах 0,02...0,5 с;
3) режим С - сварка импульсами тока разной полярности с плавным регулированием тока прямой полярности 2,5…30 А и с дискретным регулированием продолжительности импульсов тока прямой полярности в пределах 0,02...0,5 с и тока обратной полярности 4…12 А и продолжительностью импульсов тока обратной полярности в пределах 0,02…0,5 с (табл. 8);

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 |
 Основные порталы (построено редакторами)
Основные порталы (построено редакторами)