Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Конспект лекционных занятий: «Использование технологии глубокой печати в производстве гибкой полимерной упаковки»
Программа «_Внедрение инновационных технологий _получения вспененных материалов и _гибкой полимерной упаковки_с использованием_нанокомпозитов_»
Конспект лекционных занятий: «Использование технологии глубокой печати в производстве гибкой полимерной упаковки»
Разработчик: __Волченкова_Татьяна_Георгиевна__`
1. Описание производственно-технологического процесса на установке глубокой печати “ Cerutti R 980 “
1.1 Понятие процесса глубокой печати
Глубокая печать – технологии печати и один из четырех основных способов печати (высокая печать, плоская печать, трафаретная и глубокая печать). Иллюстрации и текст в глубокой печати передаются на запечатываемый материал с формы, на которой печатающие элементы углублены по отношению к пробельным. При печати краска заполняет все печатающие элементы и покрывает пробельные. Перед получением оттиска необходимо удалить краску с пробельных документов. Все пробельные элементы находятся на одном уровне, образуя неразрывную сетку, которая служит опорой для ракеля при снятии краски с пробельных элементов – характерная особенность для глубокой печати.
Полутона на оттиске создает разная толщина слоя краски. В темных участках изображения глубина печатающих элементов наибольшая, а в светлых – наименьшая. Это самая сильная сторона глубокой печати при воспроизведении тоновых изображений, качество которых не достижимы для других способов печати. Плавность перехода тонов и оттенков цвета на оттисках глубокой печати фотографическая.
Установка глубокой печати (см рисунок 1 ) отличается секционным построением и включает в себя узлы:

Рис. 1. Общий вид установки глубокой печати Cerutti R 980
- размотки и намотки рулонного материала с устройствами контроля натяжения материала и выравнивания по ширине полотна;
- печатных секций, количество которых определяет количество наносимых красок. Каждая секция состоит из красочной ванны с устройством подачи краски, сменного печатного цилиндра, ракельного устройства, прижимного резинового вала и сушки, обеспечивающей полное высыхание краски перед нанесением последующего красочного слоя.
Процесс нанесения печати начинается со следующего:
- рулон запечатываемого материала устанавливается в узел размотки, протягивается через все устройства машины и прикрепляется с помощью скотча к втулке на узле
намотки ( см. рисунок 2) ;


Рис. 2 Намотка и размотка
- для повышения производительности и снижения потерь времени при переходе с одного заказа на другой печатная секция( печатный цилиндр, ванна и ёмкость для краски) могут быть заменены и заранее подготовлены на специально оборудованной тележке (см рисунок 3);

Рис. 3 Съёмная тележка
При установке в печатную секцию гравированный цилиндр погружается в краску, заполняющую его углубленные ячейки. До соприкосновения с запечатываемым материалом поверхность цилиндра обрабатывается металлическим ракелем для удаления краски с пробельных элементов. Цветная оптическая плотность получаемого изображения определяется геометрическими размерами и количеством ячеек. Разбиение изображения на растровые ячейки позволяет изображению удержать жидкую краску невысокой вязкости при обработке поверхности цилиндра ракелем. Перегородки между ячейками служат опорой для него, обеспечивая точное нормирование передаваемой краски и постоянство цвета (см. рисунок 4)
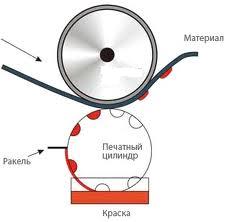
Рис.4 Схема нанесения изображения способом глубокой печати.
Краска в момент контакта гравированного цилиндра с запечатываемым материалом передаётся на его поверхность. Путём последовательного нанесения красок разных цветов получается изображение заданной тональности.
Перед нанесением каждой следующей краски нанесённый слой подвергается предварительной сушке горячим воздухом (t –60-90 C) и выпариванием избыточных паров растворителя из краски. Для этого машина оборудована межсекционными сушильными камерами (см. рисунок 5 ). Полотно материала, разогретое горячим воздухом перед сматыванием в рулон ( для того чтобы предовратить блокировку материала в рулоне ) должно обрести нормальную температуру (20-22С), для этого материал прижимается к специальному охлаждающему валу, температура которого поддерживается в процессе работы печатной машины в пределах 12-18С, при помощи циркулирующей охлаждённой воды при помощи фриго.

Рис.5 Сушильная камера
1.2 Характеристика установки глубокой печати “ Cerutti R980”
1.2.1 Основные характеристики
В таблице 1 приведены основные технические характеристики машины “ Cerutti R 980”.
Таблица 1 – Технические характеристики установки глубокой печати “ Cerutti 980”
Наименование параметра | Максимальное значение |
Максимальная ширина полотна | 1320 мм |
Минимальная ширина полотна | 700мм |
Производственная скорость | 350 м/мин |
Диапазон натяжения полотна | 4-50 dan |
Энергоснабжение | 380В +- 5% 3-фазы Гц50+-2% |
Максимальный формат цилиндра | 920 мм |
Минимальный формат цилиндра | 450 мм |
Максимальная ширина цилиндра | 1370 мм |
Минимальная ширина цилиндра | 1170 мм |
Максимальный диаметр шпуля | 152мм |
Минимальный диаметр шпуля | 76мм |
Диаметр рулона | 1000мм |
Максимальная температура сушки | 140 С |
1.2.2 Печатный узел
Печатный механизм представляет собой 8 отдельно стоящих печатных секций, в состав каждой из которых входят:
- станина печатной секции. На ней закреплены приводы вращающихся цилиндров и приводы накатных валов, обводные валы, ракельная система, привод хода прижимного вала, контрольные панели управления рабочим процессом секции, тросы безопасности, регулировачные валики, насосы подачи краски;
- съёмная тележка. Требуется только для транспортировки и замены формных валов, накатного устройства, красочного аппарата.
-формный вал. Металлический печатный цилиндр( см. рисунок 6). Носитель печатного изображения и предназначен для дозированного переноса краски на запечатываемый материал. Вал представляет собой толстостенную ( до 20 мм) стальную трубу. На отполированную поверхность стального вала гальваническим способом наносится слой меди до 300 мкм, по которому электромеханическим или лазерным способом гравируются растровые ячейки изображения. Для придания стойкости к истиранию поверхность покрывается слоем хрома ( до 11 мкм ).
Наружная поверхность вала должна быть без дефектов, которые могут быть перенесены на печатаемый материал. Формные валы должны загружаться на тележку согласно возрастанию скаляра, т. е. на первой печатной секции, находящейся сразу после размотчика, располагается вал с наименьшим диаметром, на следующих печатных секциях следует устанавливать формные валы по возрастанию их диаметра – это сохранит натяжение на печатных секциях.
В зависимости от характера гравировки поверхность вала рассчитана на печать 1-1,5 млн. оттисков без отклонений в качестве изображения. Однако срок службы вала напрямую зависит от правильности настройки ракеля, чистоты лакокрасочного материала и печатной машины в целом. Преждевременный износ прошедшего входной контроль гравированного вала свидетельствует о низком уровне квалификации оператора и безответственном отношении к выполняемой работе. 
Рис. 6 Формный вал
- красочный аппарат.(см. рисунок 7) Состоит из собирающего поддона, с уровневым поддоном и инжектором. Поддон может быть оснащён красочным валиком, управляемым мотором. Также сюда входят емкость с красочным насосом.
Смесь краски берётся из емкости и направляется через гибкую трубку в инжектор, который распределяет ее на поверхность формного вала и под действием силы тяжести подает на уровневый поддон, глубина погружения формного вала в краску варьируется в зависимости от фактического положения уровневого поддона. Избыточная жидкость из уровневого поддона переливается в собирающий поддон и по дренажному сливу возвращается в емкость

Рис. 7 Красочный аппарат
-узел ракеля. Ракельная система печатной секции с ракельным ножом являются важнейшей частью печатного узла(см. рисунок 8). Ракельный нож предназначен для удаления излишков краски с пробельных элементов формного цилиндра и в определённых пределах для корректировки толщины красочного слоя на печатных элементах.
Определяющее значение для получения качественного оттиска имеют положение ракельного ножа, давление ракеля на формный цилиндр и качество ракельного полотна. Для позиционирования ракеля по отношению к гравированной поверхности цилиндра предусмотрены возможности его перемещения по высоте, вылету и углу наклона. Равномерность износа трущейся кромки ракельного ножа достигается заданием минимально необходимого для качественного удаления краски давления и использованием режима осцилляции ( продольного перемещения ракельного ножа).

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 |
 Основные порталы (построено редакторами)
Основные порталы (построено редакторами)