
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Своевременное обнаружение дефектов и оценка уровня качества достигаются техническим контролем продукции на стадиях ее разработки, изготовления, эксплуатации и ремонта.
§ 1.3 Контроль качества, испытания и диагностика
Проверка соответствия продукции или процессов, от которых зависит качество продукции, установленным техническим требованиям составляет сущность технического контроля.
Объектом технического контроля могут быть процессы разработки продукции и соответствующая техническая документация, технологические процессы изготовления, применения, транспортировки, хранения, технологического обслуживания и ремонта продукции и собственно продукция.
Технический контроль осуществляют на стадиях проектирования (контроль проектирования), производства (производственный контроль) и эксплуатации (эксплуатационный контроль) продукции. Эксплуатационный контроль — это неотъемлемая составная часть технического диагностирования объектов (диагностика — от греч. diagnosticos — способный распознавать).
Для технического контроля и диагностики важным свойством продукции является контролепригодность. Оно определяет возможность, удобство и надежность технического контроля и диагностирования продукции в процессе изготовления, испытания, технического обслуживания и эксплуатации (ГОСТ 26656—85).
В процессе создания продукции выполняют контроль:
входной (контроль продукции, поступающей к потребителю и предназначаемой для использования при изготовлении (ремонте) другой продукции или для эксплуатации). Основные положения входного контроля установлены ГОСТ 24297—87;
пооперационный (контроль продукции или процесса во время выполнения или после завершения технологической операции);
приемочный (контроль продукции, по результатам которого принимают решение о ее пригодности к поставкам потребителю и использованию).
В эксплуатационном различают входной, профилактический (необязательный) и текущий виды контроля. Контролю подвергают или все единицы (элементы) продукции (сплошной контроль), или некоторую часть (выборочный контроль). При выборочном контроле решение о соответствии (несоответствии) всей продукции установленным техническим требованиям принимают по результатам контроля выборки из исследуемой партии продукции (см. ГОСТ 15895-77; 18321-73).
Контроль проводят по запланированному графику (плановый контроль) или в случайные моменты, выбираемые службами контроля (летучий контроль). Эффективность летучего контроля обусловливается его внезапностью для разработчиков и изготовителей продукции. Летучий контроль, как правило, проводят непосредственно на месте изготовления, ремонта, хранения продукции.
В ряде случаев с целью проверки эффективности ранее выполненного контроля осуществляют вторичный, инспекционный контроль продукции специально уполномоченными исполнителями. Инспекционный контроль, как правило, летучий и выборочный.
Сущность любого технического контроля сводится к осуществлению двух основных этапов:
1) получение информации о фактическом состоянии объекта контрля, о признаках и показателях его свойств (первичная информация);
2) сопоставление первичной информации с заранее установленными требованиями, нормами, критериями, т. е. обнаружение соответствия или несоответствия фактических данных требуемым. Информацию расхождения фактических и требуемых данных называют вторичной. На основе вторичной информации вырабатывают соответствующее управляющее воздействие на объект, подвергающийся контролю. Технический контроль, вторичную информацию которого используют также для оценки стабильности и регулирования технологического процесса изготовления или эксплуатации продукции, относят к активному контролю.
Тонический контроль продукции обычно выполняют с применением Технических средств контроля (измерительный контроль). В ряде случаев при техническом контроле первичную информацию воспринимают органами чувств (зрение, слух, осязание, обоняние, вкус). Такой контроль называют органолептическим. Наиболее распространенный вид органолептического контроля — визуальный осмотр. При органолептическом контроле могут применяться технические средства, увеличршаютие восприимчивость и разрешающую способность органов чувств.
Технический контроль, после которого в отличие от разрушающего продукция может быть использована по прямому назначению, называют неразрушающим. Один и тот же метод контроля в зависимости от назначения продукции может быть отнесен как к разрушающему, так и к неразрушающему. Например, метод определения твердости путем вдавливания шарика при контроле твердости металлического зеркала — разрушающий, а при контроле литой станины — неразрушающий, ибо станина с образовавшейся лункой может быть использована по назначению. Неразрушающие методы позволяют вести сплошной контроль. Важность перехода от выборочного контроля к сплошному возрастает с увеличением сложности контролируемого оборудования. Это можно пояснить таким примером. Основную часть парового котла современной электростанции составляет трубная система, включающая сотни тысяч отдельных труб и сварных соединений. Если при выборочном контроле вероятность пропуска дефектного элемента будет составлять 0,01% (весьма высокая степень надежности), то по законам статистики из 100 000 элементов около 10 разрушится во время работы. Отсюда следует, что введение сплошного неразрушающего контроля трубной системы котла является необходимым условием его успешной эксплуатации.
Классификация технического контроля по видам и взаимосвязям видов приведена на рис. 1.2.
Принципы и методы технического контроля весьма многогранны. Важное место в техническом контроле занимает контроль качества Продукции, т. е. контроль количественных или (и) качественных показателей качества продукции. Весьма распространен контроль качества, по результатам которого объекты разделяют по альтернативному признаку на «годные» и «дефектные». Система классификации контроля качества продукции соответствует системе классификации для технического контроля (см. рис. 1.2).
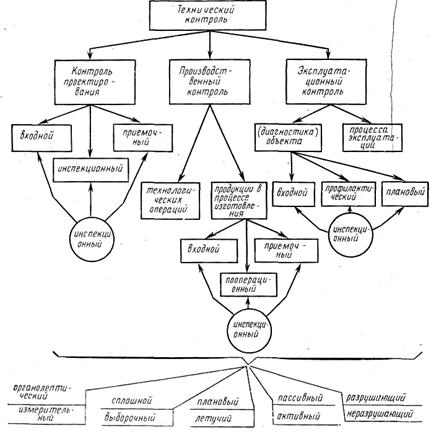
Рис. 1.2. Классификация технического контроля по видам
Значения показателей качества могут быть установлены экспериментально при испытании продукции как результат ее функционирования или воздействий на испытуемую продукцию. Испытание продукции может выполнять и функции контроля качества, если задачей испытаний является только установление соответствия показателей качества заданным требованиям. Например, приемочный контроль качества стыков контактной сварки рельсов нарельсосварочных предприятиях включает три этапа: 1) на соответствие чистоты обработки поверхности сварных стыков требованиям инструкции на сварку; 2) на отсутствие в стыках поверхностных и внутренних недопустимых дефектов (несплошностей); 3) на соответствие прочностных свойств сварных стыков требованиям инструкции на сварку. На первом этапе проводят сплошной органолептический контроль с использованием шаблона; на втором этапе стыки подвергают сплошному ультразвуковому (инструментальному) неразрушающему контролю; на третьем этапе выполняют контроль показателя качества всей партии стыков, сваренных за смену, путем испытаний контрольного образца сварного стыка на прессе: стыки считают годными, если нагрузка и стрела прогиба, при которых произошел излом контрольного образца, равны или превышают значения, установленные в инструкции на сварку. На третьем этапе проводят выборочный разрушающий инструментальный контроль путем испытания ОК.
Из всех известных методов контроля качества наибольшими функциональными возможностями обладают физические методы неразрушающего контроля. Поэтому в настоящее время физические методы неразрушающего контроля (методы НК) — самая массовая технологическая операция.
§ 1.4 Методы неразрушающего контроля
Методы НК разделяют на группы, называемые видами, объединенные общностью физических признаков. Существует девять различных видов НК: магнитный, электрический, вихретоковый, радиоволновый, тепловой, оптический, радиационный, акустический и проникающими веществами. Методы каждого вида НК классифицируют по рассматриваемым ниже признакам.
Характер взаимодействия поля или вещества с объектом. Взаимодействие должно быть таким, чтобы контролируемый признак объекта вызывал определенные изменения физического поля или состояния вещества. Например, чтобы наличие несплошности вызывало изменение прошедшего через нее излучения или проникновение в нее пробного вещества. В некоторых случаях используемое для контроля физическое поле возникает под действием других физических эффектов, связанных с контролируемым признаком. Например, электродвижущая сила, возникающая при нагреве разнородных материалов, позволяет контролировать химический состав материалов (термоэлектрический эффект).
Первичный информативный параметр — конкретный параметр поля или вещества (амплитуда поля, время его распространения, количество вещества и т. д.), изменение которого используют для характеристики контролируемого объекта. Например, наличие несплошности увеличивает или уменьшает амплитуду прошедшего через нее излучения.
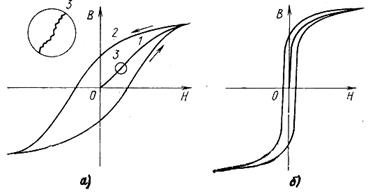
Рис. 1.3. Кривые намагничивания ферромагнитных материалов: а — магнитожесткого,
б — магнитомягкого (1 — основная кривая намагничивания, 2 — петля гистерезиса,
3 — скачкообразный характер намагничивания, наблюдаемый при точных измерениях)
Способ получения первичной информации — конкретный тип датчика или вещества, которые используют для измерения и фиксации упомянутого информационного параметра.
Классификация методов НК по ГОСТ 18353—79 дана в табл. 1.1.
Магнитный вид неразрушающего контроля основан на анализе взаимодействия магнитного поля с контролируемым объектом (см. кн. 3 данной серии). Как правило, его применяют для контроля объектов из ферромагнитных материалов. По характеру взаимодействия физического поля с объектом этот вид контроля не дифференцируют: во всех случаях используют намагничивание объекта и измеряют параметры, используемые при контроле магнитными методами. Процесс намагничивания и перемагничивания ферромагнитного материала сопровождается гистерезисными явлениями (рис. 1.3). Свойства, которые требуется контролировать (химический состав, структура, наличие несплошностей и др.), обычно связаны с параметрами процесса намагничивания и, петлей гистерезиса.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 |
