
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1 На склад поступила продукция: выращенные в институте кристаллы кварца и в совхозе лимоны, а также комплекты радиодеталей к приемникам конкретного типа и олово для их распайки. К каким видам продукции относятся кристаллы, лимоны, комплекты и олово?
2 Что определяют термины «тип» и «вид» дефекта? Могут ли дефекты различного типа принадлежать к одному виду? Приведите пример.
3 При проверке дефектоскопа, поступившего с завода-изготовителя, установлена его работоспособность; в то же время обнаружено отслаивание покрытия на лицевой панели дефектоскопа с повреждением отдельных букв в надписях к органам управления. Что это — дефект, неисправность или отказ? Если дефект, то дайте его полную характеристику.
4 Выберите из имеющихся перед вами какой-либо объект (изделие) и выпишите перечень свойств, которые, по вашему мнению, определяют качество объектов данного типа; установите коэффициенты весомости л для каждого единичного показателя качества (n=1,10) и затем оцените баллом j(j = 3,2,1,0) каждый единичный показатель качества рассматриваемого вами объекта. По формуле (1.2) рассчитайте значение комплексного показателя качества G выбранного вами объекта и оцените уровень его качества, если базовый комплексный показатель качества рассчитан из условия, что все единичные показатели качества оценены баллом j=3.
При оценке качества арбузов используют методы, основанные на осмотре окраски арбуза и оставшейся части стебля; прослушивании (анализе) звука, возникающего в арбузе при простукивании его пальцами руки; то же, при сжатии арбуза руками; осмотре части, вырезанной из арбуза. В соответствии с принятой классификацией видов контроля (см. рис. 1.2), выпишите виды, присущие рассмотренным методам контроля. В каких случаях каждый метод оказывается разрушающим и в каких — неразрушающим? Используется ли в изложенных методах испытание арбузов?
Глава 2 СТАТИСТИЧЕСКИЕ МЕТОДЫ УПРАВЛЕНИЯ КАЧЕСТВОМ ПРОДУКЦИИ
§ 2.1 Применение теории вероятности к вопросам контроля качества
Технологический процесс изготовления изделий содержит более или менее значительные ошибки случайного характера, т. е. возникающие в результате влияния непостоянно действующих факторов. Такие ошибки следует отличать от систематических, которые возникают в результате неправильного выбора материалов, конструкции, неверных технологических предписаний. Процесс контроля изделий также содержит ошибки случайного характера. Для изучения случайных процессов привлекают методы статистики.
Основные задачи, решаемые с применением статистических методов, следующие:
1 Статистический анализ результатов контроля с целью регулирования технологии производства.
2 Установление оптимальных планов выборочного контроля и критериев оценки результатов в соответствии с задачами производства и эксплуатации.
3 Оценка точности и достоверности результатов контроля, оптимизация основных параметров (методики) контроля.
4 Установление корреляции между показателями качества, технологией изготовления продукции и ее эксплуатационными характеристиками, критериев оценки качества с учетом названных факторов, т. е. норм допустимых дефектов.
В дальнейшем будут рассмотрены некоторые из сформулированных задач. С этой целью напомним основные понятия теории вероятности [6], интерпретируя их применительно к вопросам контроля качества продукции. В данном случае генеральной совокупностью называют все количество однотипных изделий, выпускаемых одним или несколькими предприятиями. Выборка — некоторое количество изделий, выпущенных за определенный период времени или отобранных для выборочного контроля. Законом распределения вероятности называют зависимость между значениями измеряемых случайных величин и вероятностью их появления.
Понятие вероятности применяют к дискретным и непрерывно меняющимся величинам. Соответственно сами вероятности будут дискретными или непрерывно изменяющимися. Например, дискретной величиной будет вероятность нахождения числа дефектных и годных изделий в выборке из изделий, взятой для испытаний. Если вероятность наблюдения брака в результате одного испытания равна р, то вероятность обнаружить k бракованных в партии из п изделий будет [6]:
Этот закон распределения вероятностей называют биномиальным. Для него среднее значение (или математическое ожидание) равно
Это очевидный результат: если вероятность брака р, то в партии из n изделий наиболее вероятно встретим пр бракованных изделий.
Дисперсия (рассеяние) показывает, насколько велик разброс вероятности относительно найденного среднего значения. Для биномиального распределения она равна

Среднее квадратическое отклонениее ![]() Вероятность того, что брак встречается в партии не более чем m раз, называют кумулятивной (накопленной) вероятностью:
Вероятность того, что брак встречается в партии не более чем m раз, называют кумулятивной (накопленной) вероятностью:
При m = n Р(m) = 1, так как сумма всех вероятностей (достоверного события) равна 1.
Если испытать партию из п изделий и определить количество годных п—k1 и бракованных k1, то найденные k1/n и (п— k1)/n (их называют частостями событий) будут отличаться от p(k), р(п—k). Однако многократное повторение подобных испытаний приведет к тому, что средние значения частостей будут приближаться к вероятностям и сравняются с ними при бесконечно большом повторении испытаний.
Примером распределения непрерывной величины может служить очень часто встречающееся в технике нормальное, или гауссовское, распределение (рис. 2.1):
Здесь f(x) — плотность распределения вероятности, она показывает вероятность того, что изучаемая величина лежит в бесконечно узком интервале от х до x+dx. Среднее значение х и дисперсия D

Вероятность того, что измеряемая величина не превосходит некоторое заданное х, называют интегральным, законом, распределения: ![]() Если исследуемая величина (например, прочность) не имеет отрицательных значений, то нижний предел интегрирования равен 0.
Если исследуемая величина (например, прочность) не имеет отрицательных значений, то нижний предел интегрирования равен 0.
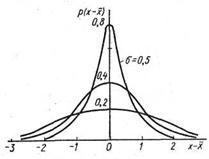
Рис. 2.1. Нормальный закон распределения.
На кривых указано среднее квадратическое отклонение
Нормальное распределение характеризует разброс относительно среднего значения механических свойств материалов (прочности, упругости), результатов различных измерений (измерения размеров дефектов). Из рис.2.1 видно, что чем больше а, тем шире кривая распределения относительно среднего значения. При этом полная площадь под кривыми распределения остается равной 1 (F(¥) = 1). Если пределы интегрирования ограничить конечным значением х – х0, то F(x0) < 1. Если принять х0 = x ± 3σ, то F(x0) = 0,9973. Это означает, что практически все возможные значения случайных событий лежат в, интервале х ± 3σ. В интервале х±2σ содержится приблизительно 95% вероятностей случайных событий. Существует строгое доказательство (теорема Лапласа), что при большом n биномиальное распределение с хорошим приближением (тем точнее, чем больше n) может быть описано с помощью нормального распределения с тем же средним значением и дисперсией, что у биномиального. Из этого следует, что интервал х±3σ охватывает практически все возможные значения случайных величин не только для нормального, но также и для биномиального распределения.
§ 2.2 Использование статистики при регулировании качества
Для обеспечения обратной связи «контроль — производство» результаты контроля должны быть обработаны так, чтобы показать, является ли зафиксированный уровень дефектности случайным или систематическим, требующим корректировки технологии. Один из способов решения этой задачи заключается в применении техники контрольных карт [4]. Покажем способ построения такой карты по альтернативному признаку, т. е. «годен — брак».
Для продукции, выпущенной за предшествующий период времени, определяют среднее значение уровня брака ![]() и наносят его на карту (рис. 2.2). Для каждой партии вновь выпущенной продукции путем выборочного контроля п изделий находят уровень брака. Если в выборке обнаружено k бракованных изделий, то вероятность (точнее, частость) брака p(k)=k/n. Однако это значение случайно, и чтобы по нему составить общее представление об уровне брака в выборке, нужно оценить степень возможного его отклонения от среднего значения р.
и наносят его на карту (рис. 2.2). Для каждой партии вновь выпущенной продукции путем выборочного контроля п изделий находят уровень брака. Если в выборке обнаружено k бракованных изделий, то вероятность (точнее, частость) брака p(k)=k/n. Однако это значение случайно, и чтобы по нему составить общее представление об уровне брака в выборке, нужно оценить степень возможного его отклонения от среднего значения р.
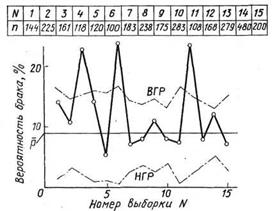
Рис. 2.2. Контрольная карта, применяемая для анализа дефектности объектов
относительно среднего уровня
В рассматриваемом случае вероятность подчиняется биномиальному распределению с общей вероятностью брака в партии р= . Для этого распределения интервал в 3σ записывают в виде  . Переходя к понятию частости, поделим это выражение на п:
. Переходя к понятию частости, поделим это выражение на п: ![]() . Найденное выражение определяет верхнюю (ВГР) и нижнюю (НГР) границы регулирования на контрольной карте. Интервал между границами тем уже, чем больше объем выборки n. Попадание найденного значения в пределы этого интервала свидетельствует о том, что в технологии процесса по-видимому нет систематических нарушений. Если p(k) больше ВГР, то брак наверняка не случаен и необходимо искать ошибки в технологии изготовления, а если p(k) меньше НГР, то требуется существенное улучшение качества или возможно нарушение технологии контроля.
. Найденное выражение определяет верхнюю (ВГР) и нижнюю (НГР) границы регулирования на контрольной карте. Интервал между границами тем уже, чем больше объем выборки n. Попадание найденного значения в пределы этого интервала свидетельствует о том, что в технологии процесса по-видимому нет систематических нарушений. Если p(k) больше ВГР, то брак наверняка не случаен и необходимо искать ошибки в технологии изготовления, а если p(k) меньше НГР, то требуется существенное улучшение качества или возможно нарушение технологии контроля.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 |
