

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Анализ распределения значений коэрцитивной силы в сварном соединении показал, что оно может быть описано законом Гаусса:
 , (5.31)
, (5.31)
где: х – расстояние от оси шва, НСОМ – коэрцитивная сила основного металла, σ и К – параметры, определяемые опытным путем.
В значительной мере проблемы магнитной диагностики сварных конструкций, работающих при плоско-напряженном состоянии, нашли решения в [307]. Но, как и все методы НК, чтобы обеспечить безопасность эксплуатации, магнитный контроль должен использоваться в сочетании с другими физическими и аналитическими методами в соответствии с выработанной концепцией оценки технического состояния оборудования [308].
Последние результаты [306, 307, 308, 309], свидетельствуют, что при удовлетворительном (по действующим НТД) качестве сварных швов состояние соединения можно оценивать по критериям магнитного контроля основного металла на расстоянии 10…15 мм от шва при ширине шва меньше расстояния между полюсами датчика. Это условие относится прежде всего к тонкостенным конструкциям, работающим при плоском напряженном состоянии. Толстостенные конструкции, работающие при плоской деформации, чаще всего имеют толщину сварного шва больше расстояния между полюсными наконечниками приставного магнитного датчика. Поэтому контроль Нс здесь осуществляется раздельно – сначала по основному металлу на расстоянии 200 мм от шва, затем непосредственно около шва и наконец на самом шве по осевой линии.
На рис. 5.20 показаны результаты испытаний на растяжение плоского образца (t = 12,5 мм) со стыковым сварным соединением. В исходном состоянии НсСВ (сварного соединения) значительно выше, чем у основного металла НсОМ, измеренного в зонах А-В и С-Д. При достижении основным металлом предела текучести начинается процесс пластической деформации. Значения НсСВ и НсОМ повышаются по линейному закону, но в основном металле процессы идут быстрее и после площадки текучести их значения совпадают. В итоге, разрушение происходит при одних и тех же значениях НсВ. Эксперимент показывает, что даже при наличии высокой концентрации напряжений в сварном соединении в исходном состоянии, конечное состояние тонкостенного сварного соединения определяется структурным состоянием основного металла. Это положение является основой магнитного контроля тонкостенных сварных конструкций.
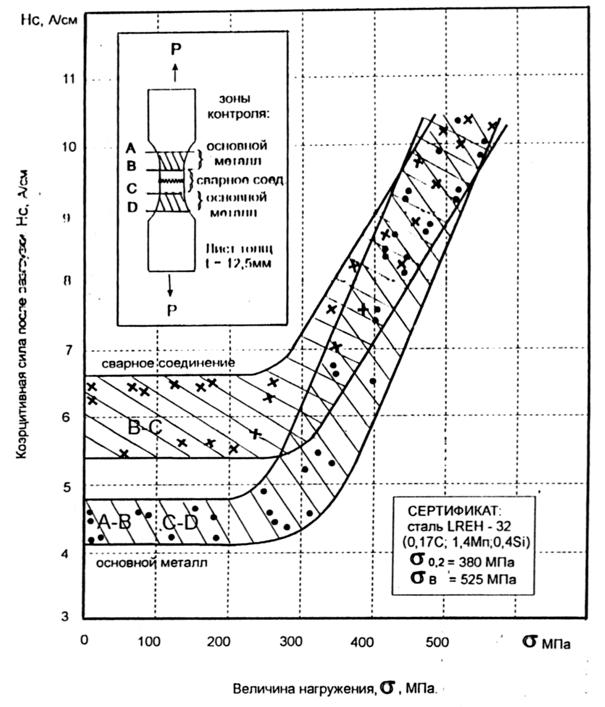
Рис. 5.20. Магнитный контроль сварных соединений при ступенчатом нагружении с разгрузкой
В толстостенных конструкциях, где ширина разделки сварного шва по поверхности достигает 75…100 мм, магнитный контроль может осуществляться непосредственно по сварному шву [309].
Отличительной особенностью МК по коэрцитивной силе становится возможность выявления начальных стадий зарождения дефектов и предупреждение развития дефектов до критических размеров. Эффективность метода возрастет при систематическом коэрцитиметрическом контроле. В медицине это называется «профилактикой заболевания».
Такой подход позволит перейти от эксплуатации оборудования «на отказ» к работе его с заданным уровнем надежности и безопасности. Иначе говоря, с «прогнозируемым ресурсом». При этом могут быть решены технические проблемы с экономической выгодой для предприятий-владельцев потенциально опасных объектов. Действительно, зная реальное состояние металла расчетных элементов, владелец может спланировать ППР, своевременно произвести капитально-восстановительный ремонт (КВР) или произвести замену выработавшего свой ресурс оборудования.
Для этого на основе обобщенных диаграмм усталости с учетом начала циклической текучести и данных по необратимой повреждаемости (линия Френча) были построены координационные зависимости ресурса Р% и технического риска разрушения S% от максимальных значений коэрцитивной силы НСМАХ (А/см), см. рис. 5.21. Как и в зависимостях (N-Нс-Р) для оценки остаточного ресурса объектов из конструкционных сталей ВСт3сп5 и 09Г2С, здесь установлены три режима эксплуатации: «надежный», «контролируемый» и «критический». Фактически режимы соответствуют разделению всего ресурса работы грузоподъемной машины на этапы, соответствующие степени накопления микроповреждений и остаточных деформаций в наиболее нагруженных элементах металлоконструкции – «слабых звеньях».
В конструкциях из пластичной стали ВСт3сп5 по мере выработки ресурса в режиме «надежной» эксплуатации технический риск разрушения S возрастает от 0 до 0,05%. На нижнем пределе «контролируемого» режима эксплуатации, когда Р = 20 %, технический риск поднимается до S = 4 %.
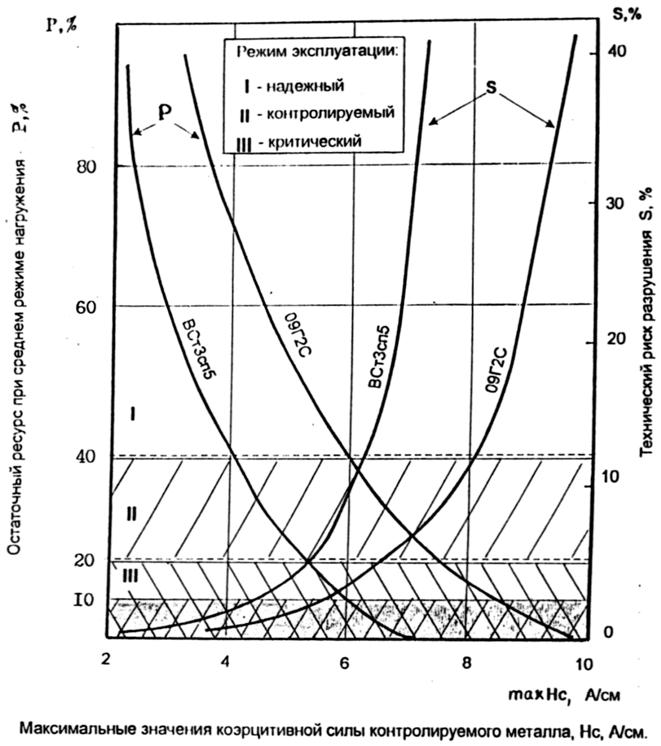
Рис. 5.21. Связь между остаточным ресурсом, техническим риском разрушения и коэрцитивной силой для грузоподъемных машин из сталей типа ВСт3сп5 и 09Г2С
При эксплуатации в «критическом» режиме, когда Р = 10 %, S достигает 9 %. Эксплуатация такого оборудования становится опасной. Такое оборудование подлежит внеочередному техническому диагностированию с последующим КВР или списанию, если будет отрицательное заключение по результатам экспертизы промышленной безопасности.
5.9. Магнитная диагностика металлических конструкций грузоподъемных машин
5.9.1. Практика магнитной диагностики грузоподъемных машин
В последнее десятилетие Ростехнадзором проводилась целенаправленная работа по внедрению эффективных методов неразрушающего контроля. В постановлении Правительства РФ от 01.01.2001 г. № 241 и приказах Ростехнадзора были сформулированы задачи по оценке технического состояния и своевременной замене грузоподъемных машин (ГПМ) по результатам экспертизы промышленной безопасности (ЭПБ). С 2002 года не принимаются на рассмотрение и утверждение заключения ЭПБ ГПМ, выполненные без учета остаточного ресурса.
В большинстве случаев задачи, решаемые с помощью магнитного контроля (МК), не могут быть решены другими расчетными или неразрушающими методами, в частности при выполнении контроля напряженно-деформированного состояния (НДС) и оценке остаточного ресурса с учетом возможности восстановления несущей способности конструкции после капитально-восстановительного ремонта (КВР). В настоящие время нормативной базой МК конструкций из малоуглеродистых и низколегированных сталей являются: ГОСТ 30415, методики РД ИКЦ «Кран» 007-97-02, согласованные Ростехнадзором. Аппаратное обеспечение составляют магнитные структуроскопы серии КРМ-ЦК-2М и КРМ-ЦК-3М.
Ниже приведены практические рекомендации по применению магнитного контроля при техническом диагностировании металлоконструкций подъемно-транспортного оборудования.
5.9.2. Магнитная диагностика мостовых кранов
Измерение коэрцитивной силы Нс обязательно производится по длине верхнего пояса главных и концевых балок, в буксовых зонах, а также по вертикальной стенке балки А в зоне действия максимальных сжимающих напряжений. Особое внимание уделяется зонам соединения вертикальных стенок главных и концевых балок, а также зоне крепления подмоторной площадки, если это кран с центральным приводом. Измерения НсХ и НсУ осуществляют в двух направлениях: вдоль и поперек оси балок. Везде выбирают максимальные значения, соответствующие действию главных напряжений. По результатам строят кривые распределения Нс по длине балок и находят «слабое звено» – наиболее нагруженный элемент, в каждом расчетном элементе конструкции. Максимальные значения (мах Нс) сравнивают с табличными данными магнитных и механических свойств для паспортной марки стали или используют номограммы Нс – σ, по которым определяют зоны металла, перешедшие в упруго-пластическое состояние (мах Нс ≥ НсТ). По номограммам (Нс – N – Р) в [212] устанавливают реальный режим эксплуатации и остаточный ресурс Р %.
Примером практического использования методики магнитного контроля могут служить результаты сравнительного анализа двух однотипных мостовых кранов, отработавших 20 лет в «легком» (Q1) и «тяжелом» (Q3) режимах, см. рис. 5.22. В процессе магнитной диагностики прибором КРМ-ЦК-2М измеряли значения Нс (А/см) в наиболее нагруженных зонах верхнего и нижнего поясов главных и концевых балок, а также в вертикальных стенках этих балок. Оказалось, у крана, отработавшего в «тяжелом» режиме (Q3), средние значения Нс в 1,7 раза выше, чем у второго. В соответствии с номограммой для магнитного контроля в [212] остаточный ресурс последнего составляет Р ≈ 45 % или 16,5 лет работы в том же режиме Q1 (в паспортном Q2 – около 9 лет).
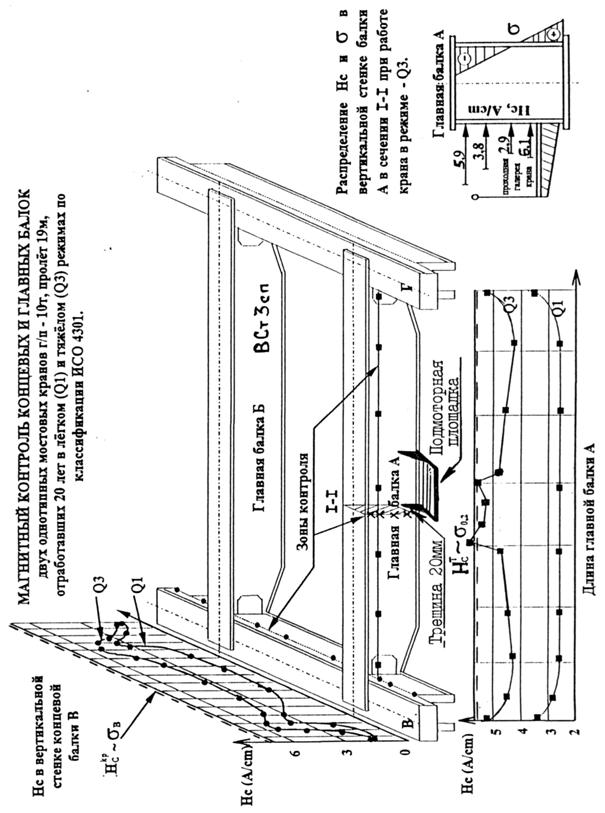
Рис. 5.22. Сравнительный анализ технического состояния однотипных мостовых кранов
В более загруженном кране максимальные значения мах Нс в местах крепления косынок и кронштейнов подмоторной площадки к вертикальной стенке балки А достигали 5,9-6,1 А/см, что превышало значения НсТ, соответствующие пределу текучести стали ВСт3сп, из которой были изготовлены оба крана. Визуальный контроль показал наличие трещины 20 мм в вертикальной стенке в месте сварного шва кронштейна подмоторной площадки. Остаточный ресурс более загруженного крана по «слабому звену» составил около 2 %. В соответствии с НТД по проведению экспертизы промышленной безопасности мостовой кран был направлен в ремонт. После устранения дефектов и усиления вертикальной стенки балки А со снятием остаточных напряжений до уровня основного металла, прогнозируемый ресурс крана составит 20 %, т. е. кран отработает в режиме Q3 около 5 лет.
На рис. 5.23 приведены диаграммы распределения Нс (А/см) в вертикальных стенках главных балок А и Б мостового крана с косыми вставками из другого металла. После магнитного контроля было установлено существенное различие в величине средних и максимальных значений Нс в основном металле (Ст3сп) и в металле вставок. Химический анализ подтвердил, что вставки изготовлены из стали, приближающейся по составу к Ст25, для которой критерий НсТ перехода в упруго-пластическое состояние значительно выше, см. табл. 5.5. В результате было принято обоснованное решение о возможности продления срока эксплуатации крана, так как мах Нс обеих сталей не превышают критических значений НсТ, соответствующих пределам текучести обоих металлов.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
