

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Таблица 5.5
Химический состав и магнитные свойства основного металла и вставок мостового крана грузоподъемностью 5 т и пролетом 16,7 м
Вертикальные стенки главных балок | Сталь | Коэрцитивная сила, А/см | |||||
С% | Мn% | Cr% | Si% | НсО | НсТ | НсВ | |
Основной металл | 0,18 | 0,50 | 0,30 | 0,20 | 2,0 | 5,5 | 7,0 |
Ст3сп (ГОСТ 380-94) | мах Нс = 4,7 А/см < НсТ | ||||||
Металл вставок | 0,25 | 0,60 | 0,10 | 0,03 | 4,0 | 10,5 | 12,0 |
Ст25 (ГОСТ 1050-88) | мах Нс = 8,0 А/см< НсТ |
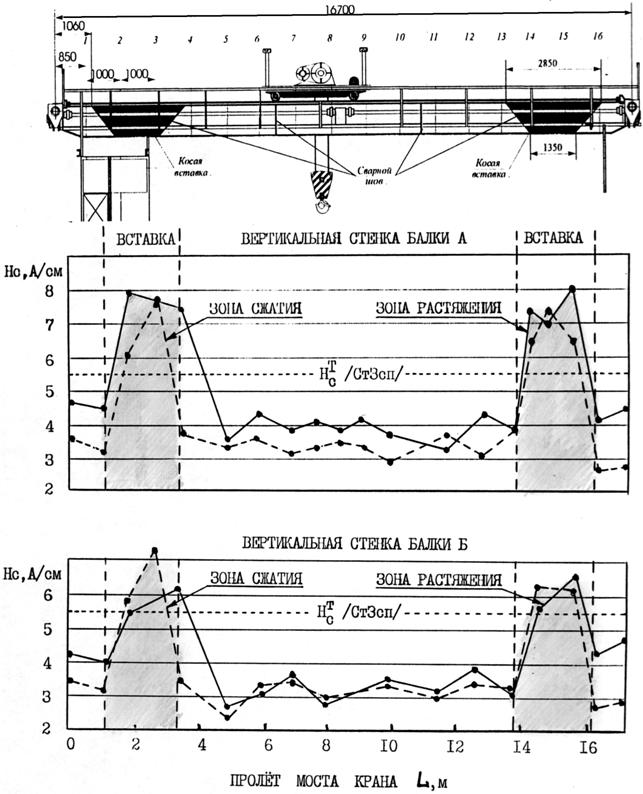
Рис. 5.23. Распределение max Нс (А/см) в сжатых (верхних) и растянутых (нижних) зонах вертикальных стенок главных балок А и Б мостового крана (Q = 5т) с косыми вставками для удлинения пролета моста до 16700 мм
5.9.3. Магнитная диагностика козловых кранов
Особенностью козловых кранов, которые нередко приводят к авариям, является местная потеря устойчивости стоек гибких опор. Это может быть сопряжено с двумя факторами, связанными с эксплуатацией крана. В первую очередь, с перегрузками выше номинальных значений, определенных запасом устойчивости конструкции. Во вторую с неправильным планированием производства основных погрузо-разгрузочных работ со стороны гибких опор. Сотрудники ИКЦ «Кран» неоднократно обнаруживали при проведении диагностики с помощью МК переход нижней части металла гибких стоек в упруго-пластическое состояние, где мах Нс ≥ НсТ. Во всех случаях эксперты не продлевали срок службы крана без ремонта с усилением гибких опор. После ремонта все козловые краны продолжают работать, а в зоне ремонта за счет перераспределения усилий значения мах Нс не превышают НсТ, соответствующих пределу текучести металла. Исключение составил случай на предприятии в г. Фрязино, где, вопреки рекомендации экспертной комиссии произвести усиление гибких опор и запрета государственного инспектора на эксплуатацию крана, владелец продолжал эксплуатировать кран потерявший устойчивость. В результате через два месяца при подъеме груза опоры крана сложились и козловой кран, который по остальным параметрам мог бы еще 10 лет работать, был отправлен в металлолом.
Недоверие владельца крана к результатам магнитного неразрушающего контроля дорого обошлось предприятию. Возможно больше доверия к магнитному контролю появится после расчетов козлового крана на устойчивость по программе АРМ WinStructure 3D [310]. С использованием этого программного комплекса для козлового крана ККЛ-12,5 с пролетом 32 м, имеющего массу 60 т, были выявлены наиболее нагруженные элементы конструкции, которые оказались не в главной ферме, как считали ранее, а в поясах гибких опор. На рис. 5.24 представлены в наглядной форме результаты расчета устойчивости конструкции козлового крана.

Рис. 5.24. Модельное представление потери устойчивости стоек гибких опор козлового крана с помощью программного модуля APM WinStructure 3D (а) и усиление основания стоек гибких опор при переходе металла в упруго-пластическое состояние по результатам магнитного контроля, когда Нс > НсТ ~ (б)
5.9.4. Магнитная диагностика стреловых кранов
В стреловых кранах с позиции магнитной диагностики наибольшие проблемы возникают вследствие деформации элементов стрелы и перегрузок портала. Динамические нагрузки и работа на большом вылете стрелы (часто без учета грузовой характеристики крана) приводит к 1,5…2,5‑кратным перегрузкам элементов конструкции и сопровождается местной пластической деформацией, выявляемой только магнитным методом. Поэтому стрела крана должна быть проконтролирована по всей длине от основания до оголовка по верхнему и нижнему поясу. В месте крепления стрелы, как в заделке консоли, возникают максимальные изгибающие моменты. Поэтому в недеформированной стреле мах Нс имеет место именно в основании стрелы. Динамические нагрузки приводят часто к росту Нс в оголовке стрелы. Необходимо также учесть, что для каждой секции стрелы предыдущая является «заделкой» и на стыке секций возникают значительные напряжения. При диагностике выносных опор (аутригеров) наибольшую опасность представляют собой выносные опоры прямоугольного сечения. В основании опор при эксплуатации при номинальных нагрузках возникают напряжения, которые не выдерживают сварные соединения верхних листов поперечных балок крановой установки. Практика МК автомобильных рам стреловых кранов показала необходимость их тщательной диагностики. В зонах между кабиной и крановой установкой под действием изгибающего момента металл часто разупрочняется.
5.9.5. Магнитная диагностика лифтов
Как и подъемные краны, лифты, отработавшие свой нормативный срок, проходят экспертизу промышленной безопасности. Специфика диагностики лифтов заключается в большом разнообразии ответственных узлов, в которых требуется определение напряженно-деформированного состояния (НДС), и отсутствие практически у всех старых лифтов информации о марке стали, из которой он изготовлен. В большинстве случаев – это сталь Ст3 по ГОСТ 380-71. Если данные о металле отсутствуют, то величину НсО в исходном состоянии устанавливают на основании замеров коэрцитивной силы в наименее нагруженных зонах металлоконструкции. Режим работы несущих элементов лифтов определяется циклическими нагрузками на растяжение-сжатие и изгиб. Поэтому при контроле напряжений и деформаций можно использовать корреляционные зависимости Нс‑σ и Нс‑ε, построенные для сталей типа Ст3 в [212]. Обязательному контролю магнитным методом должны подвергаться следующие элементы конструкции лифтов:
– верхняя и нижняя балки кабины лифта;
– стяжки, стояки и пол кабины лифта;
– верхняя и нижняя балки противовеса;
– стяжки, стояки и крепление противовеса;
– рама и подрамник лебедки;
– вал шкива, тормоз и канаты;
– направляющие и закладные.
В грузовых лифтах наиболее нагруженными являются нижние несущие балки кабины. При длительном циклическом воздействии в них по краям, в местах сварки, часто возникают остаточные напряжения на уровне предела текучести и выше. Впоследствии, это приводит к образованию усталостных трещин и может стать причиной аварии.
В качестве примера можно привести данные по магнитному контролю несущих балок двух одинаковых 2000 кг лифтов, отработавших по 30 лет: один – на складе в «легком» режиме, другой в цехе – в «тяжелом» [311]. На рис. 5.25 показано распределение Нс (А/см) и остаточных напряжений σ (кг/мм2) в нижних балках обоих грузовых лифтов. Для уточнения НДС по длине балки определяли напряжения в двух координатах (σХ и σУ). Уровень напряжений в металле балок рассчитывали по номограммам [212]. Как следует из полученных зависимостей, максимальные значения σХ (поперек балки) имеют место в середине пролета балки и не выходят у обоих лифтов за предел текучести для стали Ст3 (σТ = 180 МПа или 18 кг/мм2) Значения НсУ у обоих лифтов имеют максимумы по краям нижних балок ближе к сварным соединениям.
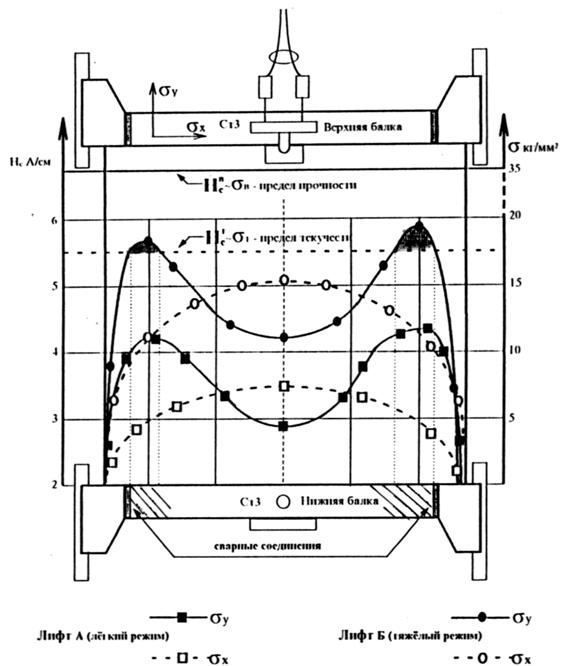
Рис. 5.25. Магнитный контроль напряженно-деформированного состояния нижних несущих балок грузовых лифтов в «легком» и «тяжелом» режимах, срок эксплуатации 30 лет, грузоподъемность 2000 кг.
Однако, у лифта, эксплуатировавшегося в «тяжелом» режиме, остаточные напряжения достигли предела текучести для стали Ст3 и нижняя балка лифта нуждается в усилении. В то время, как лифт, редко использовавшийся на складе, может продолжить эксплуатацию без каких-либо ограничений.
5.10. Выводы по Главе 5
В результате проведенных исследований по возможности применения критериев магнитного контроля к управлению промышленной безопасности грузоподъемных машин установлено:
1. Наиболее тяжелые случаи аварий грузоподъемных машин – результат техногенных катастроф, связанных, для тяжело нагруженных грузоподъемных машин, с усталостным разрушением их металлоконструкций.
2. Используемые в настоящие время методы неразрушающего контроля металлических конструкций грузоподъемных машин – ультразвуковой, рентгеноскопия, капиллярный и др., не позволяют дать количественную оценку структурных изменений в металле и определить напряженно-деформированное состояние металлоконструкций, т. к. решают задачу обнаружения уже сформировавшихся в процессе изготовления или эксплуатации локальных дефектов.
3. Для ряда марок сталей наиболее часто используемых для производства металлических конструкций грузоподъемных машин установлены корреляционные уравнения связи механических (предела прочности – ![]() , предела текучести –
, предела текучести – ![]() , относительного удлинения –
, относительного удлинения – ![]() ) и магнитных (коэрцитивной силы –
) и магнитных (коэрцитивной силы – ![]() ) характеристик.
) характеристик.
4. Для ряда марок сталей наиболее часто используемых для производства металлических конструкций грузоподъемных машин по аналогии с механической диаграммой нагружения установлены значения магнитных состояний металла:
![]() – исходное состояние металла с минимальными остаточными напряжениями.
– исходное состояние металла с минимальными остаточными напряжениями.
![]() – состояние, соответствующее переходу в упруго-пластическое состояние металла при достижении им физического предела текучести
– состояние, соответствующее переходу в упруго-пластическое состояние металла при достижении им физического предела текучести ![]() .
.
![]() – магнитное состояние металла, соответствующее переходу металла в стадию разупрочнения (исчерпания запаса пластичности) и потери несущей способности при достижении физического предела прочности
– магнитное состояние металла, соответствующее переходу металла в стадию разупрочнения (исчерпания запаса пластичности) и потери несущей способности при достижении физического предела прочности ![]() .
.
![]() или
или ![]() – магнитное состояние металла, соответствующее исчерпанию запаса прочности и пластичности при циклическом нагружении стали, в режиме малоцикловой усталости этот параметр приближается к значению
– магнитное состояние металла, соответствующее исчерпанию запаса прочности и пластичности при циклическом нагружении стали, в режиме малоцикловой усталости этот параметр приближается к значению ![]() .
.
5. Для ряда марок сталей наиболее часто используемых для производства металлических конструкций грузоподъемных машин представлены зависимости величины коэрцитивной силы ![]() (А/см) от числа циклов нагружения N и номограммы для магнитного контроля остаточного ресурса металлоконструкций грузоподъемных машин по ISO 4301.
(А/см) от числа циклов нагружения N и номограммы для магнитного контроля остаточного ресурса металлоконструкций грузоподъемных машин по ISO 4301.
6. Для грузоподъемных машин приведены зависимости ресурса Р% и технического риска разрушения S% от максимальных значений коэрцитивной силы НСМАХ (А/см).
7. Магнитный контроль металлических конструкций грузоподъемных машин по коэрцитивной силе дает возможность выявления начальных стадий зарождения дефектов и предупреждение развития дефектов до критических размеров. Такой подход, при систематическом коэрцитиметрическом контроле, позволит перейти от эксплуатации грузоподъемных машин «на отказ» к работе с «прогнозируемым ресурсом» – иначе говоря, к управлению промышленной безопасности грузоподъемных машин.
Таким образом, изложенное в данной главе позволяет говорить о формировании нового подхода в диагностике технического состояния металлоконструкций грузоподъемных машин, способного реально оценить как стадию начала образования усталостных дефектов, так и остаточный ресурс оборудования на всех стадиях его эксплуатации.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
