

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
![]() , (5.8)
, (5.8)
![]() , (5.9)
, (5.9)
![]() . (5.10)
. (5.10)
В работе [230] для листов из стали Ст3сп были получены уравнения регрессии с учетом толщины h (мм) с такими же высокими значениями γ=0,93:
![]() , (5.11)
, (5.11)
![]() . (5.12)
. (5.12)
Как отмечают авторы, среднее квадратическое отклонение ![]() экспериментальных значений прочностных свойств от линии регрессии с коэрцитивной силой не превосходит погрешность прямого метода измерения механических свойств (для
экспериментальных значений прочностных свойств от линии регрессии с коэрцитивной силой не превосходит погрешность прямого метода измерения механических свойств (для ![]() и
и ![]() она составляет ± 20 МПа). Обобщая результаты магнитного контроля механических свойств применительно к тонколистовому и крупносортовому прокату в [231] построены номограммы для определения механических свойств, включая ударную вязкость, по данным коэцитиметрического контроля листов из стали 20к и 09Г2, см. рис. 5.4 и рис. 5.5.
она составляет ± 20 МПа). Обобщая результаты магнитного контроля механических свойств применительно к тонколистовому и крупносортовому прокату в [231] построены номограммы для определения механических свойств, включая ударную вязкость, по данным коэцитиметрического контроля листов из стали 20к и 09Г2, см. рис. 5.4 и рис. 5.5.
| |
Рис. 5.4. Корреляция между механическими свойствами и показаниями коэрцитометра для листов из стали 20к | Рис. 5.5. Корреляция между механическими свойствами и показаниями коэрцитометра для листов из стали 09Г2С |
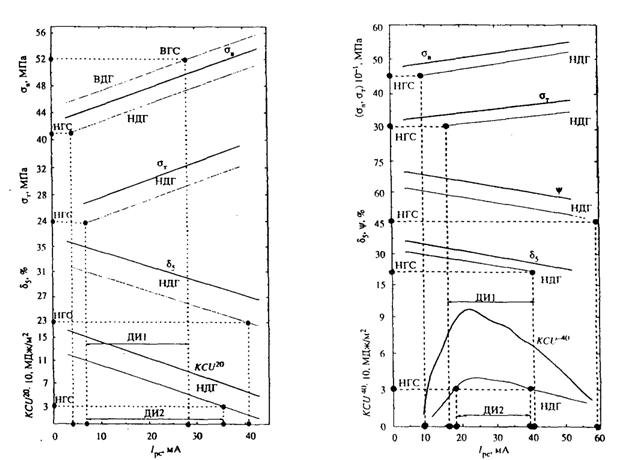
На графиках на расстоянии  приведены нижние доверительные границы (НДГ), которые при уровне значимости 0,05 отражают максимальное рассеяние экспериментальных значений около линии регрессии. А на графиках
приведены нижние доверительные границы (НДГ), которые при уровне значимости 0,05 отражают максимальное рассеяние экспериментальных значений около линии регрессии. А на графиках ![]() для стали 20к на расстоянии
для стали 20к на расстоянии ![]() проведена верхняя доверительная граница (ВДГ). Точки пересечения НДГ или ВДГ с нижней (НГС) и верхней (ВГС) границами соответствия конкретных механических свойств условиям ГОСТа определяют границы общего доверительного интервала (ДИ) показаний коэрцитиметра, в котором при уровне значимости 0,05 все механические характеристики не выходят за пределы требований ГОСТа. ДИ1 – интервалы
проведена верхняя доверительная граница (ВДГ). Точки пересечения НДГ или ВДГ с нижней (НГС) и верхней (ВГС) границами соответствия конкретных механических свойств условиям ГОСТа определяют границы общего доверительного интервала (ДИ) показаний коэрцитиметра, в котором при уровне значимости 0,05 все механические характеристики не выходят за пределы требований ГОСТа. ДИ1 – интервалы ![]() , учитывающие лишь прочностные и пластические свойства. ДИ2 – такие же интервалы при учете ударной вязкости КСU. Аналогичные данные были получены для балок различных номеров и профилей из сталей марок Ст3сп, Ст3Гпс, 09Г2, 09Г2С, 09Г2СД, 10Г2С1 [232].
, учитывающие лишь прочностные и пластические свойства. ДИ2 – такие же интервалы при учете ударной вязкости КСU. Аналогичные данные были получены для балок различных номеров и профилей из сталей марок Ст3сп, Ст3Гпс, 09Г2, 09Г2С, 09Г2СД, 10Г2С1 [232].
Анализ факторов, определяющих структуру конструкционных сталей, химического состава, обуславливающего эту структуру, технологических параметров прокатки или прессования показывает, что между механическими и магнитными свойствами (коэрцитивной силой или током размагничивания ![]() ) существует устойчивая корреляционная связь. Во всех случаях более высокой прочности, а значит и более высоким внутренним напряжениям в металле при разрушении, соответствуют более высокие значения коэрцитивной силы. При этом, как было сказано выше, при соблюдении технологии производства металл малоуглеродистых и низколегированных марок сталей имеет ограниченные по диапазону значения
) существует устойчивая корреляционная связь. Во всех случаях более высокой прочности, а значит и более высоким внутренним напряжениям в металле при разрушении, соответствуют более высокие значения коэрцитивной силы. При этом, как было сказано выше, при соблюдении технологии производства металл малоуглеродистых и низколегированных марок сталей имеет ограниченные по диапазону значения ![]() . Это позволяет установить наиболее вероятное «исходное» значение
. Это позволяет установить наиболее вероятное «исходное» значение ![]() и легко различать традиционные марки конструкционных сталей. Несмотря на заметную разницу в механических характеристиках, особенно в величине предела текучести, который на практике значительно ниже
и легко различать традиционные марки конструкционных сталей. Несмотря на заметную разницу в механических характеристиках, особенно в величине предела текучести, который на практике значительно ниже ![]() , исходные состояния различных марок сталей сохраняют в пределах 15% близкие исходные значения коэрцитивной силы
, исходные состояния различных марок сталей сохраняют в пределах 15% близкие исходные значения коэрцитивной силы ![]() . Это позволяет вести разбраковку металла по маркам стали и контроль исходного состояния металла в наименее нагруженный элементам конструкции, где, по определению,
. Это позволяет вести разбраковку металла по маркам стали и контроль исходного состояния металла в наименее нагруженный элементам конструкции, где, по определению, ![]() должна иметь минимальные значения. В практике технического диагностирования напряженно-деформированного состояния (НДС) расчетных элементов конструкции таких грузоподъемных машин, как лифты, а иногда старые краны, у которых в паспорте не указана или перепутана после ремонта марка стали, знание исходного магнитного состояния часто определяет расчет ресурса оборудования.
должна иметь минимальные значения. В практике технического диагностирования напряженно-деформированного состояния (НДС) расчетных элементов конструкции таких грузоподъемных машин, как лифты, а иногда старые краны, у которых в паспорте не указана или перепутана после ремонта марка стали, знание исходного магнитного состояния часто определяет расчет ресурса оборудования.
Что касается разброса исходных значений ![]() , то он в основном связан с изменениями в процентном содержании углерода и марганца и степенью деформации при прокатке и прессовании полуфабрикатов из малоуглеродистых и низколегированных марок сталей. В работах [233, 234] была установлена эмпирическая зависимость коэрцитивной силы
, то он в основном связан с изменениями в процентном содержании углерода и марганца и степенью деформации при прокатке и прессовании полуфабрикатов из малоуглеродистых и низколегированных марок сталей. В работах [233, 234] была установлена эмпирическая зависимость коэрцитивной силы ![]() (кА/м) от процентного содержания углерода и марганца:
(кА/м) от процентного содержания углерода и марганца:
 . (5.13)
. (5.13)
В реальных сплавах одновременное присутствие нескольких легирующих компонентов может влиять на ![]() по сложной схеме. Легирующие элементы в стали образуют твердые растворы на основе α - и γ - железа, легированный цементит, карбиды, интерметаллические соединения с железом, оксиды и сульфиды, влияющие на
по сложной схеме. Легирующие элементы в стали образуют твердые растворы на основе α - и γ - железа, легированный цементит, карбиды, интерметаллические соединения с железом, оксиды и сульфиды, влияющие на ![]() . Тем не менее, для сталей с 0,12%С увеличение содержания марганца от 0,29 до 0,68% в пределах ГОСТа дает повышение
. Тем не менее, для сталей с 0,12%С увеличение содержания марганца от 0,29 до 0,68% в пределах ГОСТа дает повышение ![]() от 2,6 до 3,1 А/см [235]. А изменение содержания углерода с 0,1 до 0,15%С дает прирост
от 2,6 до 3,1 А/см [235]. А изменение содержания углерода с 0,1 до 0,15%С дает прирост ![]() около 0,3 А/см. При этом, кремний несколько снижаема хром и никель повышают
около 0,3 А/см. При этом, кремний несколько снижаема хром и никель повышают ![]() [236]. Таким образом, разброс химического состава стали в пределах ГОСТа дает отклонение
[236]. Таким образом, разброс химического состава стали в пределах ГОСТа дает отклонение ![]() от среднего ±0,3 А/см для стали Ст3 и ±0,5 А/см для 09Г2С, что гарантирует возможность не только разбраковки, но и контроль исходного структурного состояния металла. Влияние содержания углерода и легирующих элементов на
от среднего ±0,3 А/см для стали Ст3 и ±0,5 А/см для 09Г2С, что гарантирует возможность не только разбраковки, но и контроль исходного структурного состояния металла. Влияние содержания углерода и легирующих элементов на ![]() показано на рис. 5.6.
показано на рис. 5.6.
Следовательно, магнитные коэрцитиметрические методы могут быть использованы при решении трех задач: для определения марки (типа) стали, контроля исходного структурного состояния и оценки накопления рассеянных повреждений в металле под действием внешних сил.

Рис. 5.6. Влияние примесных элементов на коэрцитивную силу технического железа: 1 – азот, 2 – углерод, 3 – сера, 4 – фосфор, 5 – кислород, 6 – марганец
Именно последнюю задачу и решает разработанная ООО ИКЦ «Кран» методика магнитного контроля напряженно-деформированного состояния и остаточного ресурса грузоподъемных машин [237].
5.4. Приборы для контроля структуры и механических свойств сталей грузоподъемных машин по величине коэрцитивной силы
Среди магнитных параметров наиболее чувствительными к изменениям структуры и физико-механических свойств ферромагнитных металлов являются остаточная индукция ![]() , магнитная проницаемость μ и коэрцитивная сила
, магнитная проницаемость μ и коэрцитивная сила ![]() . Поэтому эти характеристики получили наибольшее распространение в качестве параметров магнитного контроля. Как было показано в работах [232, 233, 234] и зафиксировано в ГОСТ 30415 зависимости между механическими и магнитными свойствами основаны на корреляции пределов прочности
. Поэтому эти характеристики получили наибольшее распространение в качестве параметров магнитного контроля. Как было показано в работах [232, 233, 234] и зафиксировано в ГОСТ 30415 зависимости между механическими и магнитными свойствами основаны на корреляции пределов прочности ![]() и текучести
и текучести ![]() с величиной
с величиной ![]() (А/см) или
(А/см) или ![]() (мА) – током размагничивания пропорциональным
(мА) – током размагничивания пропорциональным ![]() .
.
Несмотря на значительное количество данных по магнитному контролю механических свойств проката, горячекатаных труб, прессованных изделий, полученных с помощью стационарного коэрцитиметра КИФМ-1, анализ технического состояния металла действующего оборудования не проводился. Это было связано с тем, что при магнитном контроле металлопродукции искать корреляцию между магнитными и механическими свойствами приходилось индивидуально для каждого прибора и типа стали. Коэрцитиметры, измеряющие ток размагничивания ![]() , не регистрируют в отличие от баллистических установок истинное значение
, не регистрируют в отличие от баллистических установок истинное значение ![]() . В приборе КИФМ-1 с феррозондовым преобразователем регистрируемый параметр
. В приборе КИФМ-1 с феррозондовым преобразователем регистрируемый параметр ![]() пропорционален величине
пропорционален величине ![]() . И для каждого прибора существует свое уравнение регрессии:
. И для каждого прибора существует свое уравнение регрессии:  , т. е. необходима градуировка прибора с помощью стандартных образцов СОКС или по стандартным изделиям с известной
, т. е. необходима градуировка прибора с помощью стандартных образцов СОКС или по стандартным изделиям с известной ![]() . Коэффициент регрессии b и размагничивающий ток магнитопроводов датчика
. Коэффициент регрессии b и размагничивающий ток магнитопроводов датчика ![]() определяют методом наименьших квадратов. Поэтому КИФМ-1 не обладает необходимыми для диагностики оборудования воспроизводимостью результатов и взаимозаменяемостью приборов контроля. Отсутствие автономного питания также не позволяло использовать существующие коэрцитиметры для диагностики объектов повышенной опасности. Проблема разработки принципиально нового класса магнитных структуроскопов была решена [239].
определяют методом наименьших квадратов. Поэтому КИФМ-1 не обладает необходимыми для диагностики оборудования воспроизводимостью результатов и взаимозаменяемостью приборов контроля. Отсутствие автономного питания также не позволяло использовать существующие коэрцитиметры для диагностики объектов повышенной опасности. Проблема разработки принципиально нового класса магнитных структуроскопов была решена [239].

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
