

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
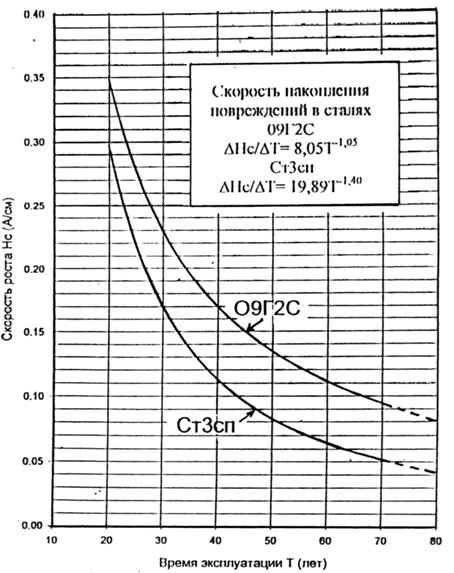
Рис. 5.16. Магнитный контроль остаточного ресурса металлоконструкций из сталей Ст3сп и 09Г2С
Возвращаясь к необходимости определения средне-статистических и максимальных значений Нс в элементах конструкции, можно отметить, что используя средние значения, можно прогнозировать максимально возможный срок эксплуатации ГПМ. Остаточный ресурс определяется по мах Нс в «слабом звене», где магнитным методом легко обнаружить места концентрации напряжений и уровень остаточных напряжений. Данные паспорта магнитного контроля и повторный магнитный контроль после монтажа крана позволяют предупредить переход металла в стадию разупрочнения и предотвратить аварийные ситуации при эксплуатации грузоподъемных машин.
5.8. Статистическая оценка параметров нагружения и остаточного ресурса сварных металлоконструкций грузоподъемных машин
Все процессы образования и развития дефектов носят вероятностный характер. Как показано в работе [294] дефекты в конструкциях ГПМ часто наследуются при производстве металлопродукции или появляются на стадии сборки и монтажа конструкции. При эксплуатации – это следствие нарушений паспортных режимов и неквалифицированный ремонт несущих элементов ГПМ. Для «прочнистов» бездефектных металлоконструкций вообще не бывает, а наличие дефектов далеко не всегда приводит к аварии. По статистике Ростехнадзора в авариях чаще виноват человеческий фактор, чем разрушение элементов конструкции [295]. Тем не менее, наиболее тяжелые случаи это результат техногенных катастроф, связанных с разрушением конструкции.
По данным Ростехнадзора на территории Российской Федераци находятся в эксплуатации около 300 тысяч регистрируемых грузоподъемных машин, из которых практически 85% отработали нормативный срок службы [296]. Быстрой замены оборудования на новое ожидать не приходится. Отсюда возникает проблема ранжирования и выбраковки устаревшего оборудования по его техническому состоянию. Применение критериев магнитного контроля и статистический подход к решению этой проблемы может оказаться чрезвычайно полезным.
Используя установленные в [212] критерии магнитного контроля усталостной прочности, стало возможным перейти к практическому анализу технического состояния большого числа грузоподъемных машин из традиционных марок сталей ВСт3сп5 и 09Г2С [297]. На рис. 5.17 представлены распределения Нс в сварных конструкциях мостовых кранов после 30 лет эксплуатации на базе выборок из 150 и 160 объектов.
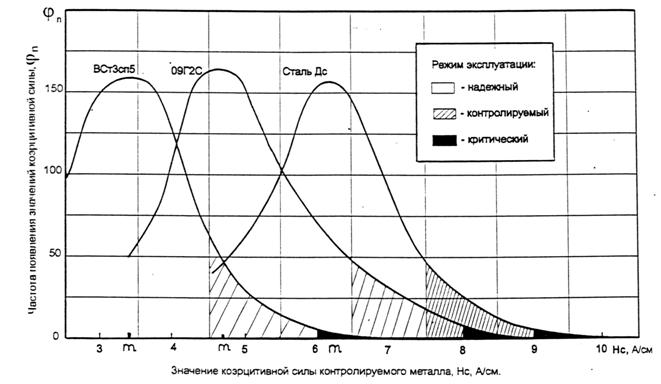
Рис. 5.17. Распределение Нс в тонкостенных конструкция после 30 лет эксплуатации
Анализ статистически значимых результатов по методике Гумбеля [298, 299] показал, что для обеих сталей кривые φn (мах Нс) состоят из сочетания нормального распределения Гаусса и закона модуля разности. Там, где действует закон нормального распределения Гаусса, краны работают в режиме «надежной» эксплуатации, а остаточный ресурс Р ≥ 40%. Ниспадающая часть кривой распределения, подчиняющаяся закону модуля разности, описывает режим «контролируемой» эксплуатации (20≤ Р ≤40%) и «критический» режим (Р < 20%).
Как следует из полученных данных, 50% даже после 30 лет эксплуатации продолжают работать в «надежном» режиме. Около 30% перешли в «контролируемый» режим. Остальные работают в «критическом» режиме и нуждаются в капитально-восстановительном ремонте. При этом 3% из них исчерпали ресурс и подлежат списанию. Именно эти краны с большой степенью вероятности технического разрушения (S > 10%) представляют опасность при эксплуатации.
В работах неоднократно поднимался вопрос о создании специальных программ и методик экспертных обследований грузоподъемных кранов с учетом новых технических возможностей отечественной и зарубежной науки [300]. Было бы полезно учесть опыт проведения аналогичных работ за рубежом, в том числе ИСО 12482-1, для разработки критериев, методов и норм выбраковки конструкций с недопустимыми для эксплуатации дефектами, особенно в сварных конструкциях.
Хрупким разрушениям сварных конструкций посвящено много книг и статей, в которых рассматриваются главным образом, физическая сторона и методы испытаний, но гораздо реже уделяется внимание инженерным вопросам исследования влияния дефектов на работоспособность сварных соединений. Это связано с необходимостью проведения дорогостоящих усталостных испытаний сварных конструкций в большом объеме и статистическим обоснованием нормативных размеров дефектов. В работе [301] рассматриваются такие инженерные задачи и приведены результаты исследований хрупких разрушений крупных сварных конструкций и влияние сварочных напряжений и концентраторов напряжений на возникновение и развитие трещин. В выводах и практических рекомендациях автор делает заключение о возможности избежать или снизить до минимума вероятность хрупкого разрушения при правильном выборе конструкции, технологии изготовления и правильной эксплуатации машин и оборудования. Во всех случаях задача состоит в том, чтобы обеспечить надежный контроль материалов и технологии на каждой стадии изготовления конструкции. При этом определяющими в решении этой задачи становятся УЗ и магнитная дефектоскопия. Что касается использования критериев механики разрушения, то для малоуглеродистых вязких сталей это пока затруднительно.
Вероятностным характеристикам дефектов сварных соединений уделяется внимание и в России. В работах и на основе статистической модели определения нормативного и порогового размеров дефекта установлены нормы допустимости дефектов (НДД) [302]. Обоснование НДД произведено на основе применения аппарата механики разрушения в виде:
σгд = ∆Кth 0 (1 – R)γ Х½ С, (5.30)
где: ∆Кth 0 – размах порогового коэффициента интенсивности напряжений при отнулевом цикле нагружения, R – характеристика цикла, γ = 0,75 – численный коэффициент, Х – размер (глубина) дефекта, С – численный коэффициент, зависящий от формы и положения дефекта по отношению к силовому потоку.
Авторы отмечают, что величину и характер распределения остаточных напряжений в сварных конструкциях прогнозировать сложно.
Поэтому зависимость (5.30) необходимо рассчитывать с учетом максимально возможных (предельных) растягивающих напряжений, равных пределу текучести металла σТ. В комплекс методик обоснования НДД вошли также тензометрический метод и метод на основе оценки концентрации напряжений. В выводах еще раз подчеркивается, что работоспособность сварного соединения определяется, прежде всего, характером и величиной действующих нагрузок. А дефекты могут быть нормированы с применением зависимостей «размер дефекта – толщина свариваемых элементов». Если обратиться к магнитному контролю по величине коэрцитивной силы видно, что все экспериментальные параметры нагружения в т. ч. σОСТ и структурное состояние, включая переход металла в упруго-пластическое состояние, можно установить по величине мах Нс сварного соединения и основного металла.
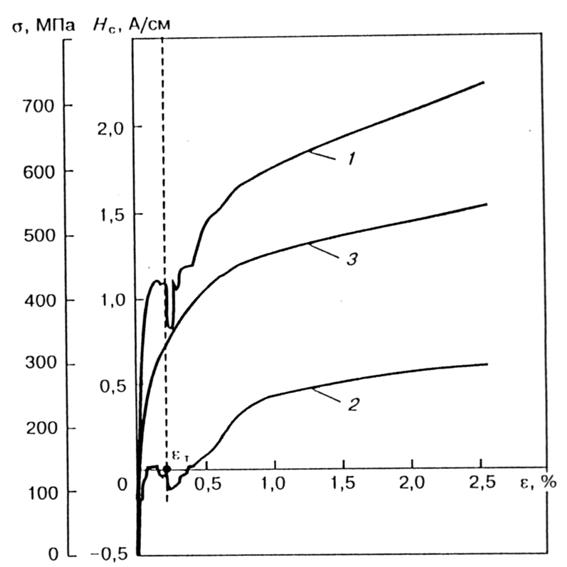
Рис. 5.18а. Зависимость величины Нс (1 и 2 – по направлению 90º и 0º) и прикладываемого напряжения ![]() (3) от поперечной деформации
(3) от поперечной деформации ![]() при растяжениях сварных образцов из стали 09Г2С
при растяжениях сварных образцов из стали 09Г2С
Возможности магнитного контроля сварных соединений с помощью коэрцитиметра КРМ-ЦК-М были изучены на примере стыковых сварных швов. Специалисты по сварным конструкциям во многом связывают их ресурс с состоянием сварных соединений [303, 304]. Поэтому на практике оценка конструкции строится преимущественно на информации о дефектности основного металла и сварного шва. Авторы провели статические и усталостные испытания и построили зависимости Нс(σ), Нс(ε) и Нс(N) для плоских образцов (28×60×700) из стали 09Г2С, рис. 5.18а и рис. 5.18б.
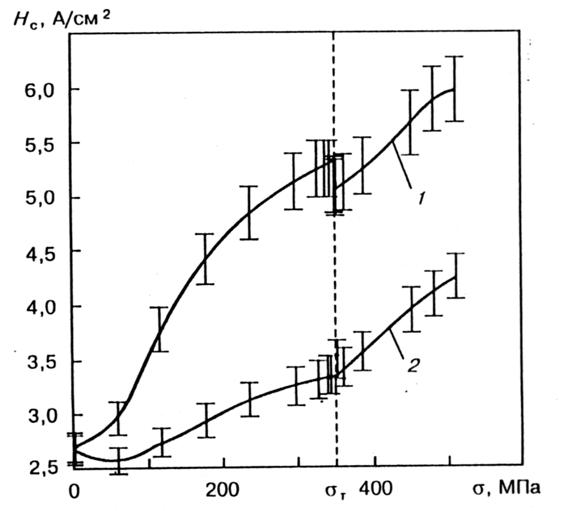
Рис. 5.18б. Зависимость величины Нс от напряжения ![]() при растяжениях сварных образцов из основного металла (стали 09Г2С): 1 – в направлении 90º и 2 - 0º
при растяжениях сварных образцов из основного металла (стали 09Г2С): 1 – в направлении 90º и 2 - 0º
Были получены критические значения НсТ и НсВ в зоне сварного соединения. Авторы рекомендуют использовать магнитную коэрцитиметрию в качестве метода по обнаружению макродефектов и принятия решения об остаточном ресурсе конструкции. Для уточнения вклада магнитной жесткости сварного шва и околошовной зоны в процесс намагничивания металла сварное соединение разбито на зоны, см рис. 5.19.
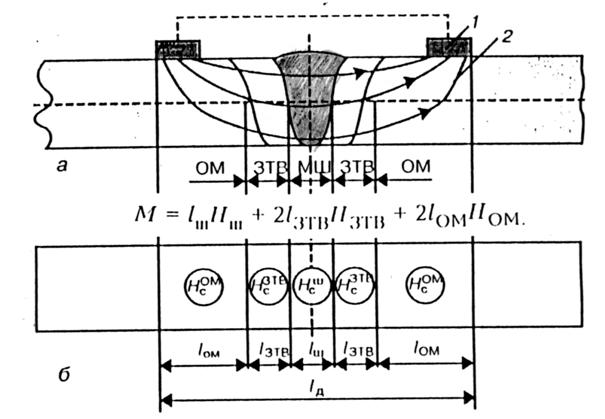
Рис. 5.19. Общий вид сварного соединения с неоднородностями микроструктуры по зонам (а – сварное соединение с зонами различной магнитной жесткости; б – схематическое изображение сварного соединения, состоящего из зон различной магнитной жесткости): 1 – магнитная система; 2 – магнитные силовые линии; МШ – металл шва; ЗТВ – зона термического влияния; ОМ – основной металл; ![]() - размер зоны сварного шва;
- размер зоны сварного шва; ![]() - размер ЗТВ;
- размер ЗТВ; ![]() - размер зоны основного металла и магнитной цепи устройства;
- размер зоны основного металла и магнитной цепи устройства; ![]() - размер базы измерения;
- размер базы измерения; ![]() ,
, ![]() ,
, ![]() – величина коэрцитивной силы соответственно сварного шва, ЗТВ и ОМ
– величина коэрцитивной силы соответственно сварного шва, ЗТВ и ОМ

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 7 8 9 10 11 |
