
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
1.2 Хаpактеpистика детали
Коленчатый вал ГАЗ-66 имеет номер по каталогу 66-02-4201026-01.
Коленчатый вал кованый из стали 45Г содержанием углерода 0,42-0,47%
Упорный фланец коленчатого вала изготовлен из листовой стали 65Г и закален до твёрдости ННС 40-55.
Коленчатый вал — деталь (или узел деталей в случае составного вала) сложной формы, имеющая шейки для крепления шатунов, от которых воспринимает усилия и преобразует их в крутящий момент. Составная часть кривошипно-шатунного механизма.
Основные элементы коленчатого вала
- Коренная шейка — опора вала, лежащая в коренном подшипнике, размещённом в картере двигателя.
- Шатунная шейка — опора, при помощи которой вал связывается с шатуном (для смазки шатунного подшипника имеются масляный канал).
- Шейка — связывает коренную и шатунную шейки.
- Передняя выходная часть вала (носок) — часть вала на которой крепится зубчатое колесо или шкив.
- Задняя выходная часть вала (хвостовик) — часть вала соединяющаяся с маховиком или массивной шестернёй отбора основной части мощности.
- Противовес — обеспечивает разгрузку коренных подшипников от центробежных сил инерции первого порядка неуравновешенных масс кривошипа и нижней части шатуна.
2 РАСЧЕТНО-ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Выбор метода и способа восстановления детали
В зависимости от назначения, сложности и объема выполняемых работ, ремонт подразделяется на текущий и капитальный.
Капитальным называют такой вид ремонта, при котором восстанавливаются все агрегаты и узлы, включая базовые. При капитальном ремонте полностью разбирают и собирают ремонтируемый узел, заменяют все изношенные детали, требующие ремонта на восстановленные или новые, а базовые детали восстанавливают, так как они более сложные в изготовлении и дорогостоящие. Капитальным ремонтом должен быть обеспечен срок службы машины или механизма не менее планового межремонтного периода, что составляет 80 % от ресурса новой машины.
Текущим называется такой вид ремонта, при котором выполняются отдельные виды работ по устранению незначительных неисправностей, возникающих в процессе эксплуатации машин и замене отдельных агрегатов или деталей, требующих капитального ремонта. При текущем ремонте базовые детали не заменяются и не восстанавливаются.
Основными методами ремонта являются: агрегатный, агрегатно-узловой, периодической замены комплектов.
На ремонтном участке применен агрегатный метод ремонта. Отремонтированные агрегаты сдают в склад готовой продукции, а агрегаты, поступающие в ремонт, сдаются на склад ожидания ремонта, после этого детали, требующие ремонта, направляются в ремонтный участок.
В ремонтном участке составляется карта эскизов с учетом типовых норм времени. До составления карты эскизов заполняется дефектовочная ведомость, в которой указываются все возможные дефекты восстанавливаемой детали; номинальные размеры, размеры допустимые для эксплуатации детали без ремонта и предельные размеры, после достижения которых деталь необходимо ремонтировать. В операционной карте указываются операции воздействия на деталь, режимы по току и режимы обработки деталей. В маршрутной карте отражается последовательность восстановления детали с указанием применяемого оборудования, приборов, рабочего и вспомогательного инструмента.
В обязательном порядке к технологической документации прикладываются комплектовочная ведомость и ведомость оснастки. В комплектовочной ведомости указывается наименование и количество деталей, необходимых для сборки данного узла, номер детали по каталогу, для стандартных изделий указывают номер стандарта и год его внедрения. В ведомость оснастки заносят применяемое основное и вспомогательное оборудование и технологическую оснастку, подобранную для участка.
Восстанавливаемая деталь вместе с необходимой документацией перемещается по ремонтным участкам в зависимости от выполняемых операций в необходимой последовательности. Перемещение агрегатов производится на передвижных тележках.
После выполнения последней операции производится контроль качества выполнения работ. Детали прошедшие этот контроль вместе с сопроводительной документацией отправляются на склад готовой продукции.
Для восстановления посадочных мест под подшипники возможно применение следующих способов: вибродуговая наплавка, наплавка в СО2, наплавка под флюсом, хромирование и железнение.
Наплавку под слоем флюса можно использовать только для деталей, имеющих диаметр не менее 40 мм, а диаметр посадочных мест под подшипники кулачкового вала составляет 20 мм. Поэтому данный способ нельзя использовать при восстановлении вала.
При наплавке в среде углекислого газа деталь сильно нагревается, что может привести к деформации вала компрессора, поэтому данный способ нежелательно использовать.
Главным недостатком вибродуговой наплавки является снижение усталостной прочности, что также является нежелательным.
При применении гальванических способов наращивания металла (хромирование и железнение) совершенно отсутствует деформация детали, поэтому не нужно будет после операции проводить правку вала.
Таблица 1 – Показатели методов нанесения покрытий
Методы нанесения покрытий | Прочность сцепления, МПа | Коэффициент Производительности, Кп | Коэффициент экономической эффективности, Кэф | Коэффициент долговечности, Кд |
Наплавка под флюсом | 650 | 1,4 - 1,6 | 0,436 | – |
Вибродуговая | 500 | 0,7 - 0,8 | 0,25 | 1,0 |
В среде СО2 | 550 | 1,7 - 1,8 | 0,403 | – |
Хромирование | 450 | 0,22 - 0,32 | 0,087 | 0,97-1,0 |
Железнение | 400 | 1,77 - 1,93 | 0,637 | 0,9-1,0 |
Как следует из таблицы 1, коэффициент долговечности у оставшихся трех способов практически одинаков. Коэффициент производительности самый высокий (1,77-1,93) при применении железнения. Наибольшему значению коэффициента технико-экономической эффективности оставшихся трех способов соответствует способ восстановления железнением (0,637), который и принимаем для восстановления шеек под подшипники кулачкового вала.
Единственным недостатком железнения является сравнительно небольшая прочность сцепления с основным металлом, но так как вал компрессора работает не в тяжелых условиях знакопеременных нагрузок, то данный недостаток не повлияет на работу вала.
2.2 Маршрутная карта
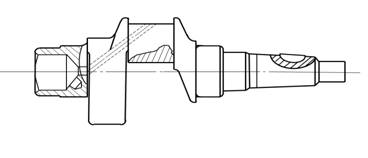
Рисунок 2 –вал компрессора
Дефект 4 - Износ посадочного места под подшипник
Переход 1 - Установка вала в токарно-винторезный станок
М01 Материал Сталь 45 ГОСТ 4543-71;
А02 Токарная операция;
Б03 Станок токарно-винторезный ГС526У-01;
О04 Проточить посадочное место под подшипник с ø 34,9 до ø 34,5 на длину 14мм;
Т05 ПР - трехкулачковый самоц. патрон, центр; РИ – резец проходной марки
Т06 Т7К12; ВИ - резцедержатель; ИИ - штангенциркуль ШЦ-1 ГОСТ 166-80.
Снять вал с токарно-винторезного станка
Переход 2 - Установка вала в ванну для железнения
А08 Гальваническая операция;
Б09 Ванна для железнения ОН-1-66-1402-1;
О10 Провести железнение посадочного места под подшипник с ø 34,5до ø 35,3
О11 на длину 14 мм;
Т12 ПР - крючки; ИИ - штангенциркуль ШЦ-1ГОСТ 166-80.
Вынуть вал из ванны
Переход 3 - Установка вала в токарно-винторезный станок
А13 Токарная операция;
Б14 Станок токарно-винторезный ГС526У-01;
О15 Проточить посадочное место под подшипник с ø 35,3 до ø 35,1 на длину 14мм;
Т16 ПР - трехкулачковый самоц. патрон, центр; РИ – резец проходной марки
Т17 Т7К12; ВИ - резцедержатель; ИИ - штангенциркуль ШЦ-1 ГОСТ 166-80.
Снять вал с токарно-винторезного станка
Переход 4 - Установить вала в высокочастотную установку
А19 Термическая операция;
Б20 Установка ТВЧ ЛПЗ-67;
О21 Закалить место под подшипник до твердости HRC 57-60 на глубину 1 мм;
Т22 ПР - зажимы ; РИ - камера закаливания ; ВИ - щипцы.
Демонтаж вала из установки
Переход 5 - Установка вала в станок круглошлифовальный
А23 Шлифование финишное;
![]() Б24 Станок круглошлифовальный 3Н130В;
Б24 Станок круглошлифовальный 3Н130В;
О25 Шлифовать посадочное место под подшипник с ø 35,1 до на ø
О26 длину 14 мм;
Т28 24А25СМ2К ГОСТ 3.2548-84 ø 400 мм; ВИ - шлифовальная бабка;
Т28 ИИ - штангенциркуль ШЦ-1 ГОСТ 166-80.
Снять вал со шлифовального станка
2.3 Годовой объем работ
Годовой объём работ ТГ (чел. час.) определяется по формуле [ 4 с.12 ]
 , (1)
, (1)
где t - трудоемкость на единицу продукции, t = 3,9 чел. час [по заданию];
N - годовая программа ремонта, N = 3400 шт. [по заданию];
k - коэффициент корректировки годовой программы, k = 0,8.
 чел. час.
чел. час.
2.4 Расчёт числа рабочих
Явочное число производственных рабочих тяв (человек) определяется по формуле [4 с. 3 ]
 , (2)
, (2)
где Фнф - номинальный годовой фонд времени рабочего, Фнф = 2020 час.;
 чел.
чел.
Принимаем mяв = 5 чел.
Списочное число рабочих тсп (человек) определяется по формуле [ 4 с. 4 ]
 , (3)
, (3)
где Ффд - действительный годовой фонд времени рабочего, Ффд = 1776 час.;

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
