

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
2.3.4. Механизированные и автоматические способы сварки и наплавки при восстановлении деталей
Принципиальная схема механизированной наплавки в среде углекислого газа приведена на рис. 2.7. При наплавке используют электродную проволоку Нп-30ХГСА (твердость наплавленного металла 30 ... 35 HRC) и Нп-65Г (HRC ~ 50) диаметром 0,8 ... 2 мм.
Применяемый режим наплавки: сила сварочного тока 70 ... 220 А;
напряжение дуги 18…20 В;
скорость наплавки 80…1000 м/ч.

Преимущества данного способа перед автоматической электродугoвой наплавкой под флюсом:
меньший нагрев детали;
возможность наплавки при любом положении детали диаметром свыше 10 мм;
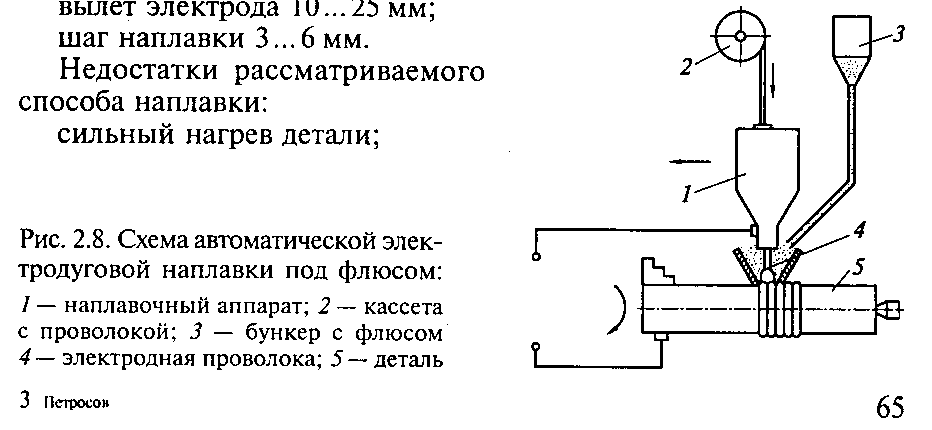
исключение трудоемкой операции отделения шлаковой корки. Принципиальная схема автоматической электродуговой наплавки под флюсом приведена на рис. 2.8. В зоне наплавки всегда имеется избыточное давление газов, выделяющихся при плавлении электрода, флюса и основного металла, так как сверху выход газов ограничен жидким шлаком, а снизу - расплавленным металлом. Все это в совокупности с наличием флюса вокруг расплавленного металла исключает разбрызгивание и контакт расплавленного металла с воздухом, способствует уплотнению металла, замедляет его охлаждение и повышает качество наплавки.
Толщина слоя наплавленного металла - от 0,5 до 5 мм и более.
Коэффициент наплавки в 1,5 раза выше, чем при ручной наплавке, и составляет 14 ... 16 г/(А·ч) при производительности процесса 1,5 ... 10 кг/ч.
Для восстановления деталей типа шеек коленчатых валов в АРО применяется комбинированный способ легирования наплавленного металла путем введения примесей одновременно из проволоки (Нп-65, -80 или -30ХГСА) и флюса (АН-348А с добавкой 2,5 % графита и 2 % феррохрома в порошке). В результате твердость наплавленного металла без термообработки соответствует 52...62 HRC.
 .
.
Режим наплавки при диаметре электродной проволоки: dэ =1,6 ... 2,5 мм:
сила сварочного тока I = llОdэ + 10dІэ, А (ток обратной полярности);
напряжение 25 ... 35 В; cкopoсть наплавки 12 .. .45 м/ч;
Cкорость подачи проволоки 75 ... 180 мм/ч при dэ = 2 мм и I = 140 ...200 А;
Bылет электрода 10...25 мм; шаг наплавки 3...6 мм.
Недостатки рассматриваемого способа наплавки:
сильный нагрев детали;
невозможность наплавки покрытий на детали диаметром менее 40 мм из-за стекания металла и флюса;
необходимость удаления шлаковой корки. ☺
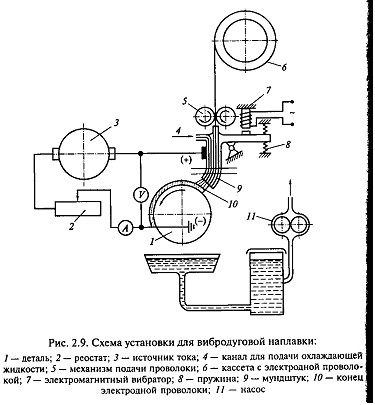
8.Принципиальная схема автоматической вибродуговой наплавки (с применением вибрирующего электрода и охлаждающей жидкости) приведена на рис. 2.9. Данный способ находит широкое применение для восстановления любых деталей из стали, серого и ковкого чугуна, работающих на износ, но не в условиях циклических нагрузок.
Каждый цикл вибрации электрода (v = 50 -100Гц) включает в себя четыре последовательно протекающих процесса:
1) короткое замыкание (напряжение падает до нуля, а сила тока возрастает до максимальной величины), когда происходит приварка конца электрода к поверхности детали;
2) электрод оттягивается и, будучи нагрет, утончается;
3) при уменьшении сечения электрода плотность тока увеличивается, напряжение возрастает до 26 ... 32 В, возникает кратковременный электродуговой разряд. В результате около 80% выделяющейся тепловой энергии затрачивается на оплавление наплавленного металла;
4) холостой ход.
Наплавку проводят с охлаждением струей жидкости (5%-ный раствор кальцинированной соды) или без охлаждения в среде углекислого газа.
Применяемый режим наплавки при диаметре электродной проволоки dэ = 1,6 ... 2,0 мм:
скорость подачи электродной проволоки Vпр=0,5...3,5 м/мин; амплитуда вибрации (1,2... 1,3)dэ;
вылет электрода (5...8)dэ;
скорость наплавки Vнапл = (0,4 ... 0,7) Vпр;
частота вращения детали диаметром D:
n = 1000 Vнапл /(рD).
Преимущества вибродуговой наплавки:
небольшой нагрев, не вызывающий термообработки детали; незначительная зона термического влияния;
высокая производительность.
Недостаток данного способа наплавки - снижение усталостной прочности на 30...40 %. ☺
Сущность электроконтактной роликовой наплавки заключается в навивке на деталь проволоки или ленты и приварке ее точечной сваркой к детали (рис. 2.10).
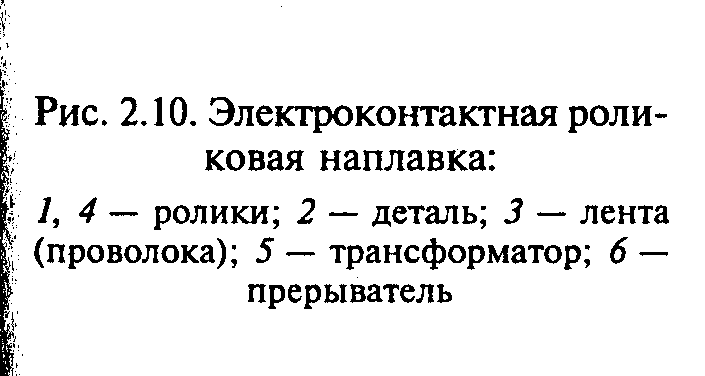
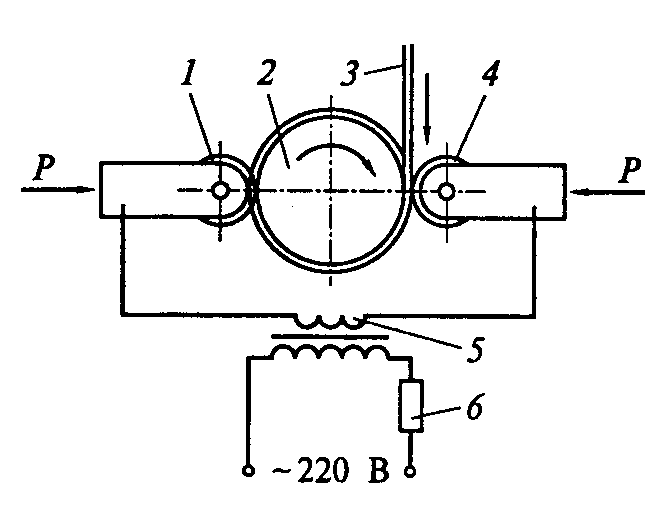
Например, для приварки к детали диаметром 20 ... 150 мм ленты или проволоки толщиной ),2 ... 1,5мм деталь сжимается роликами с усилием P=1,5 кН и подаются 5-10 импульсов тока амплитудой 1 кА от игнитронного шовного прерывателя ПИШ-50 или тиристорного прерывателя.
Процесс рекомендуется применять для восстановления деталей, работающих на износ (без динамических нагрузок) или входящих в состав соединений с неподвижной посадкой. Зона, прилегающая к привариваемому материалу, может охлаждаться струей воды.
Преимущество этого способа наплавки – высокая производительность, недостаток – резкое снижение усталостной прочности детали. ☺
2.4.Восстановление деталей металлизацией
Металлизация - это процесс напыления предварительно расплавленного металла на специально подготовленную поверхность детали (подложку) струей сжатого газа или воздуха. (Видеоролик)
Частицы распыленного металла, находясь в пластическом состоянии, ударяются о поверхность детали с большой скоростью (V> 50 ... 100 м/с), деформируются и внедряются в неровности поверхности детали, образуя покрытие. Соединение металлических частиц с поверхностью детали и между собой носит в основном механический характер, и только в отдельных точках наблюдается сваривание нанесенного металла с подложкой. Перечислим общие преимущества и недостатки этого метода.
Преимущества: высокая производительность, небольшой нагрев детали (до температуры 120...180оС), высокая износостойкость покрытия; возможность нанесения покрытия толщиной от 0,1 до 10 мм и более из любых металлов и сплавов; простота технологического процесса и оборудования.
Недостатки: пониженная механическая прочность покрытия, невысокая прочность сцепления покрытия с подложкой.
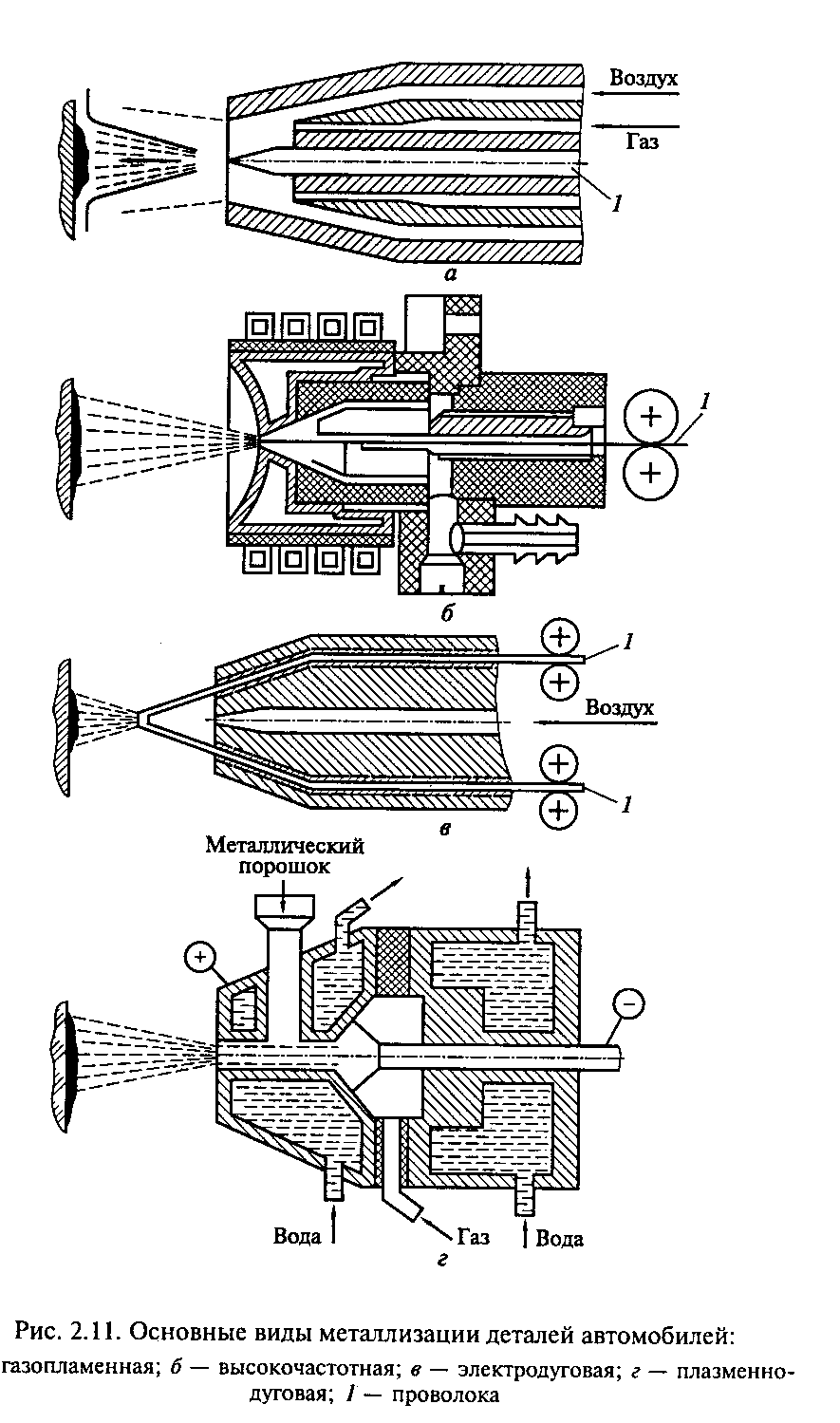
В настоящее время применяется пять видов металлизации деталей автомобилей: газопламенная, высокочастотная, электродуговая, плазменно-дуговая и металлизация взрывом (детонационное напыление).
Газопламенная металлизация осуществляется с помощью аппаратов, в которых напыляемый металл (в виде электродной: проволоки или металлического порошка) плавится ацетиленокислородным пламенем и распыляется струей сжатого воздуха (рис. 2.11, а).
Дополнительные преимущества: слабое окисление металла, мелкий распыл, сравнительно высокая прочность покрытия.
Недостатком является сравнительно невысокая производительность процесса (2.. .4 кг/ч).
Высокочастотная металлизация осуществляется с применением аппаратов, в которых проволока расплавляется индукционным нагревом и распыляется сжатым воздухом (рис. 2.11, б).
Дополнительные преимущества: слабое окисление благодаря, возможности регулирования температуры в зоне нагрева и сравнительно высокая механическая прочность покрытия.
Недостатки: невысокая производительность, сложность и высокая стоимость оборудования.
Электродуговая металлизация осуществляется с помощью аппаратов, в которых металл плавится электрической дугой, горящей между двумя электродными проволоками, и распыляется струей сжатого воздуха (рис. 2.10, в). В ручных металлизаторах подача электродной проволоки (ЭМ-З, -9 и -14) осуществляется от пневмотурбинки, в станочных - от электродвигателя со встроенным редуктором.
Дополнительные преимущества: высокая производительность процесс а (3...14 кг/ч); возможность обеспечения высокой температуры, что позволяет наносить на деталь тугоплавкие металлы; сравнительная простота конструкции металлизатора.
Недостатки: повышенное окисление металла, значительное выгорание легирующих элементов, пониженная плотность покрытия.
Плазменно-дуговая металлизация осуществляется посредством расплавления и переноса металла на поверхность детали под воздействием плазменной струи. Схема плазменной горелки, или плазмотрона, приведена на рис. 2.10, г.
Плазменная струя - это частично или полностью ионизированный газ, обладающий электропроводностью и имеющий высокую температуру. Она получается при нагреве плазмообразующего газа в электрической дуге, горящей в закрытом пространстве.
Для получения плазменной струи между катодом и анодом возбуждают электрическую дугу от источника постоянного тока напряжением 60 ... 70 В. В качестве плазмообразующих газов используются, например, аргон Аr, азот N2, гелий Не и др.
Процесс образования плазмы при подаче азота состоит из двух
стадий (у газа типа аргона только одна стадия): диссоциации, когда N2 -7 2N, ионизации, когда N -7 N+ + е-.
Обе стадии образования плазмы протекают с поглощением теплоты. Используемый газ после подачи в зону горения электрической дуги и ионизации проходит через сопло плазмотрона в виде струи небольшого сечения. Обжатие струи обеспечивают холодные стенки канала сопла плазмотрона, непрерывно охлаждаемого проточной водой, и электромагнитное поле. Канал плазмотрона имеет положительный потенциал, ионизированный газ заряжен тоже положительно (N+), что создает взаимное отталкивающее действие и сохраняет плазмотрон от возможного взрыва.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
