

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Температура плазменной струи в зависимости от силы тока дуги и расхода плазмообразующего газа достигает (1 ... 3).104 оС при скорости истечения 1000 ... 1500 м/с. В качестве присадочного материала применяют гранулированные порошки с размером частиц 50 ... 150 мкм.
Дополнительные преимущества:
высокая производительность - 3 ... 12 кг/ч;
высокая скорость частиц - 150 ... 200 м/с, наибольшая скорость достигается на расстоянии 50 ... 80 мм от плазмотрона; возможность наносить на поверхность детали любой металл или сплав толщиной 0,1 ... 10 мм;
сравнительно высокая прочность сцепления покрытия с подложкой.
Основным недостатком является значительный шум. (Плазморез)
Металлизация взрывом (детонационное напыление) осуществляется путем расплавления, распыления и переноса металла на поверхность детали за счет энергии взрыва смеси ацетилена и кислорода (рис. 2.12).

После очередной продувки азотом ствола металлизатора, охлаждаемого проточной водой, в него подаются в определенной пропорции ацетилен и кислород. После этого вводится через дозатор напыляемый порошок с размерами гранул 50 ... 100 мкм. Газовая смесь поджигается от свечи электрической искрой. Взрывная волна сообщает частицам порошка скорость до 800 м/с (на расстоянии 75 мм от среза ствола). В результате за один цикл наносится слой металла толщиной до 6 мкм. Процесс повторяется автоматически с частотой 3-4 раза в секунду.
Дополнительные преимущества:
сравнительно высокая производительность - при диаметре ствола 20 ... 25 мм наносится покрытие на поверхность площадью 5 см2 толщиной 1,2 мм;
высокая прочность сцепления покрытия с подложкой; невысокая температура поверхности детали (не более 200оС). Недостатком является высокий уровень шума (до 140 дБ), поэтому процесс осуществляется в специальных шумопоглощающих камерах. ☺
2.5. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ПАЙКОЙ И ЗАЛИВКОЙ АНТИФРИКЦИОННЫМИ СПЛАВАМИ
Пайка (паяние) заключается в соединении двух металлических поверхностей, находящихся в твердом состоянии, при помощи припоя, температура плавления которого ниже, чем у металла деталей. Так как паянием восстанавливают чаще всего детали из медных сплавов, то работы по пайке в авторемонтном производстве называются медницкими. К паянию следует отнести такие виды ремонта, как наложение заплатки, заливка трещин и т. д.
Медницкие работы включают в себя также лужение листового металла и поверхностей некоторых деталей с целью предохранения их от коррозии и, кроме того, ремонт подшипников скольжения путем заливки их антифрикционными сплавами.
Особенности паяния. В табл. 2.1 приведены некоторые припои, их состав и характеристики. 
Легкоплавкие (мягкие) припои имеют низкую температуру плавления, что позволяет проводить паяние простым источником нагрева - паяльником. Мягкие припои обладают хорошей смачиваемостью, высокой пластичностью, отсутствием хрупкости.
Тугоплавкие (твердые) припои (табл. 2.2)  применяются, когда необходимо получить прочный спай, выдерживающий высокую температуру. Нагрев этих припоев и процесс пайки осуществляется в основном с использованием газовых горелок. (Видеоролик)
применяются, когда необходимо получить прочный спай, выдерживающий высокую температуру. Нагрев этих припоев и процесс пайки осуществляется в основном с использованием газовых горелок. (Видеоролик)
Качество пайки определяется двумя показателями, значения которых зависят от назначения паяного соединения: герметичностью и удельной прочностью спая. Оценить герметичность несложно, тогда как для определения прочности спая необходимо специальное приспособление, оснащенное динамометрическим устройством. Предел прочности спая ϭсп определяется по формуле
ϭсп = Р/F
где Р - сила отрыва одной из пластин, припаянной к другой; F площадь спая.
Восстановление деталей антифрикционными сплавами.
Этот способ восстановления применяется в основном для подшипников скольжения (вкладышей) коленчатых валов и втулок распределительных валов. В качестве антифрикционных сплавов применяются баббиты и свинцовистая бронза. 11.
Баббиты разделяются на оловянистые и свинцовистые.
1. Оловянистые баббиты (Б-83 и -89) содержат в основном олово Sn - до 89 % (сурьма Sb - до 12 %, медь Си - до 8 %). ОЩ1 применяются только при малом давлении (до 12 МПа) и температуре ниже 120оС. Их достоинствами являются прирабатываемость, хорошие антифрикционные и литейные свойства, недостатками - малая долговечность и высокая стоимость.
2. Свинцовистые баббиты (СОС-6-6) содержат в качестве основы свинец Рb (70... 80 %), на долю Sn и Sb приходится по 5,5... 6,5 %. Применяют их при высоком давлении (20 МПа) и температуре до 300 оС, конкретно - для дизелей.
К положительным особенностям этих сплавов относятся высокое сопротивление усталостному разрушению и сохранение прочности при нагреве, к недостаткам - плохая прирабатываемость.
Приведем описание техпроцесса восстановления вкладышей подшипников, применяемого в автотранспортных организациях: 1) промыть деталь в растворе каустической соды (для удаления грязи и жировых веществ), прокипятить в воде в течение 5 ... 1 О мин и просушить;
2) удалить старый баббит, для чего погрузить деталь с расплавленным старым баббитом в ванну;
3) протравить рабочие поверхности подшипника соляной кислотой с 30%-ным водным раствором хлорида цинка для удаления пленки оксидов, препятствующей прочному соединению поверхностей с припое м и баббитом;
нанести припой, например ПОС-ЗО или -40; залить подшипник баббитом (сразу по окончании предыдущего процесса), установив его в кокиль или центробежным способом;
6) расточить подшипник под начальный или ремонтный размер. При плавке баббита в электропечи его поверхность для предотвращения окисления и угара покрывают слоем смеси хлорида цинка и сухого древесного угля (с размерами кусочков 5 ... 1 О мм) толщиной 20...30 мм. Температура расплава должна быть выше критической, составляющей для сплава СОС-6-6 300...320 оС.
Центробежная заливка обеспечивает более высококачественное покрытие с мелкозернистой структурой без раковин, экономию баббита и минимальные припуски. Частота вращения п определяется по следующей эмпирической формуле:
п = k√R,
где k - коэффициент, зависящий от свойств сплава (для оловянистых баббитов k = 1400 ... 1800, для свинцовистых - k = = 1700 ... 1900); R - радиус отверстия заливаемого подшипника, см.
Свинцовистая бронза БрС-30 (содержание Рb28...35%, Сu остальное) применяется для заливки вкладышей дизельных двигателей. Она обладает высокой износостойкостью при повышенной температуре (около 300оС) и большом давлении (свыше 30 МПа), уступая баббиту по антифрикционным свойствам и прирабатываемости. ☺
2.6. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ГАЛЬВАНИЧЕСКИМ ОСАЖДЕНИЕМ ПОКРЫТИЙ
Процесс гальванического осаждения покрытий применяется в авторемонтном производстве для компенсации износа рабочих поверхностей деталей и нанесения защитно-декоративных покрытий.
Сущность этого метода заключается в том, что в качестве электролита используют водные растворы солей тех металлов, которые необходимо получить в покрытии. Наиболее широкое применение для восстановления деталей нашли такие способы гальванического покрытия, как железнение (иногда этот процесс называют осталиванием, что не совсем правильно), хромирование (реже - никелирование) и электролитическое натирание.
Рассмотрим этот метод восстановления деталей на конкретных примерах, поскольку вы уже ознакомились в курсе химии с особенностями гальванического осаждения металла.
Железнение 12. состоит в получении твердых износостойких железных покрытий из горячих хлористых электролитов. Детали, предназначенные для покрытия, являются катодами, а анодами, - растворимые электроды (обычно из стали 08 или 10). При растворении анода выделяются вещества, образующие шлам, поэтому во избежание загрязнения электролита электроды помещают в чехлы из стеклоткани.
Рассмотрим процесс железнения на примере восстановления поршневых пальцев ДВС, (рис. 2.13).
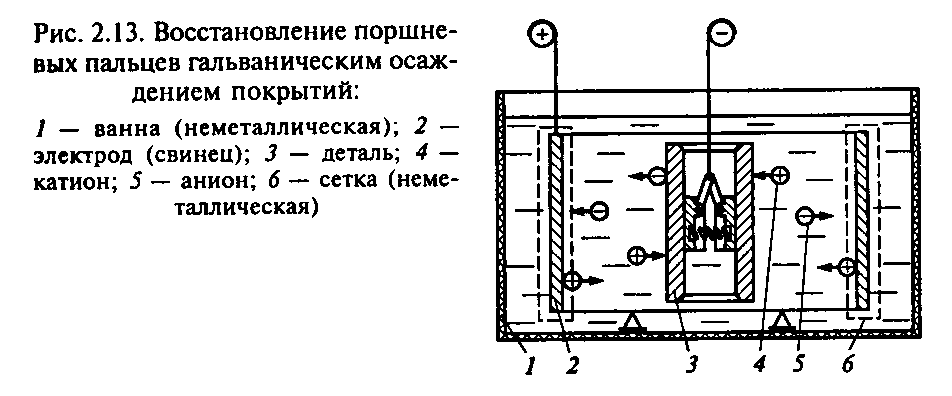
После мойки, тщательной очистки и обезжиривания поверхности, предназначенной для осаждения покрытия, деталь подвешивают на катод(-), обеспечивая надежность контакта, например, с помощью цангового разжимного приспособления; При прохождении тока через электpолит молекулы соли в воде подвергаются электролитической диссоциации на положительно заряженные ионы (катионы, котoрые перемещаются к детали (катоду), и-отрицательно заряженные ионы (анионы), которые перемещаются к аноду.
В результате катион, коснувшись поверхности детали, получает недоcтaющий электрон, превращается в нейтpaльный атом и осаждается на, поверхности. При этом выделяется водород Н2. В свою очередь, анион, коснувшись анода, теряет свой заряд и превращается в нейтральный атом с выделением кислорода и кислотного остатка.
Применяемый электролит имеет следующий химический состав, г/л:
Водный р-р хлорида железа FeCl•4Н2О400 ±20
Соляная кислота HCl ……………….. 2 ± 0,2
Хлорид марганца MnCl·4H2O...............10 ± 2
Эффективность процесса осаждения характеризуется коэффициентом выхода металла по току б, показывающим, какой процент тока вызывает отложение металла на катоде (табл. 2.3).
Maccа вещества, выделяющегося при электролизе на катоде (согласно закону Фарадея).
m=cIt,
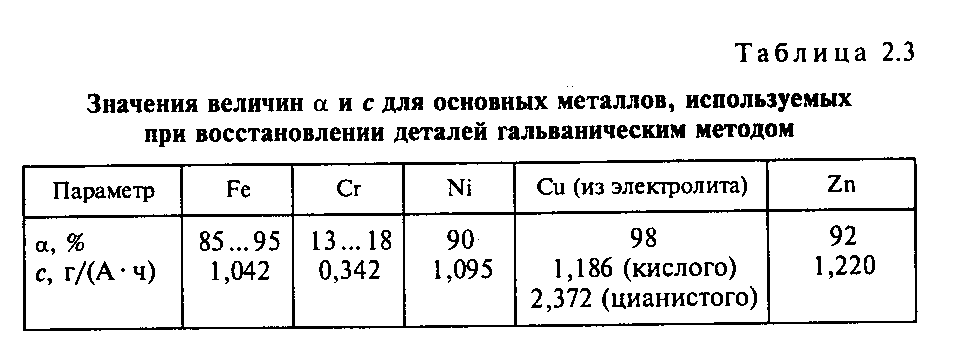 где с - электрохимический эквивалент металла, г/(А·ч); I - сила тока, А; t – продолжительность электролиза, ч.
где с - электрохимический эквивалент металла, г/(А·ч); I - сила тока, А; t – продолжительность электролиза, ч.
Толщина осажденного слоя h, мм, при условии равномерного осаждения его на заданном участке поверхности детали определяется соотношением

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
