

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
h = O, OO1бcDкt/с,
где Dк = I / F - катодная плотность тока, А/дм2; с - плотность осаждаемого металла, г/см3; F - площадь поверхности детали,. Равномерность толщины h в значительной степени зависит от рассеивающей способности электролита, связанной, например, с однородностью электрического поля.
Процесс железнения имеет преимущества перед хромированием:
1) высокий (в 5-6 раз выше, чем при хромировании) выход металла по току, достигающий 85 ... 90 %;
2) большая (в 10-15 раз) скорость нанесения покрытия, которая достигает 0,3 ... 0,5 мм/ч;
3) повышенная износостойкость покрытия (не ниже, чем у закаленной стали 45);
4) возможность получения высокопрочных покрытий толщиной более 1 мм;
5) применение более простого по составу и дешевого электролита;
6) повышенная прочность сцепления покрытия с подложкой (при осаждении на стальные детали предел прочности составляет 400 .. .450 МПа).
На качество покрытия и его твердость непосредственное влияние оказывают плотность тока и температура электролита. Для повышения качества покрытия и интенсификации процесса железнения рекомендуется применять нестационарные электрические режимы с применением переменного тока. Использование проточного электролита снижает поляризацию электродов и способствует их очистке, что в итоге обеспечивает повышение производительности в 10-15 раз и получение беспористого высокопрочного покрытия.
Хромирование применяется для восстановления деталей при незначительном износе рабочей поверхности детали, а именно, до 0,1 мм. Учитывая высокую твердость наносимого слоя, хромирование осуществляют в основном с целью повышения износостойкости трущихся пар. В качестве электролита используют водный раствор хромового ангидрида (СrОз) и серной кислоты (H2S04). ☺
2.7. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СИНТЕТИЧЕСКИМИ МАТЕРИАЛАМИ
Синтетические, или полимерные, материалы применяются для устранения механических повреждений на деталях (трещины, пробоины, сколы и т. п.), компенсации износа рабочих поверхностей деталей и соединения деталей склеиванием.
Для восстановления деталей используют пластмассы в виде чистых полимеров (полистирол, полиэтилен, полиэтилен-терефталат (ЛАВСАН), полипропилен и др.), полимеров с наполнителями, пластификаторами, красителями, отвердителями и другими добавками, а также синтетические клеи.
Преимуществами применения полимерных материалов являются простота технологического процесса и оборудования, низкая трудоемкость и стоимость работ. Недостаток: многие их компоненты токсичны и огнеопасны. Поэтому их использование требует обязательного соблюдения правил ТБ и ПБ.
Все пластмассы делятся на две группы: реактопласты и термопласты. 13.
Реактопласты, или термореактивные пластмассы, применяются в виде различных композиций на основе эпоксидных смол, например ЭД-16 и -20. Отвердителем служит полиэтиленполиамин (ПЭПА). Для ускорения отверждения композицию выдерживают при температуре 60...70оС. Реактопласты используют для выравнивания вмятин в обшивке кузова и заделки трещин, а также в клеевых составах.
Среди термопластов, или термопластических пластмасс, находят применение полиамиды, например поликапролактам (капрон), фторопласт и др. При нагреве композиции размягчаются, и им можно придать любую форму, но после охлаждения они затвердевают. При повторном нагреве термопласты сохраняют свои пластические свойства.
Для повышения твердости и износостойкости в полиамидные смолы вводят наполнители: графит, тальк, дисульфид молибдена, металлические порошки и т. п.
При газопламенном напылении термопласта в виде порошка он расплавляется в пламени специальной горелки, распыляется струей сжатого воздуха на обезжиренную поверхность детали, предварительно зашкуренную для обеспечения хорошего сцепления с ней покрытия. Для устранения неровностей кузова используют специальный порошок ТПФ-37.
Синтетические клеи применяют:
для восстановления деталей типа бачков радиаторов и других подобных деталей, имеющих пробоины, путём приклеивания накладок;
восстановления тормозных колодок путём наклеивания фрикционных накладок;
вклеивания втулок, вкладышей и т. д.
При ремонте синтетическими клеями зазор между частями должен составлять 0,05 ... 0,2 мм.
Технологический процесс склеивания состоит в следующем.
1. Поверхность детали очищают от загрязнения, обезжиривают, предварительно создав на ней абразивной шкуркой ощутимую шероховатость (ориентировочно Rz = 30...10 мкм).
2.Остальные операции выполнять в соответствии с инструкцией к каждому клею. ☺
2.8. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ АВТОМОБИЛЕЙ
С ПОМОЩЬЮ ДОПОЛНИТЕЛЬНЫХ РЕМОНТНЫХ ДЕТАЛЕЙ
Дополнительная ремонтная деталь - общепринятое понятие в авторемонтном производстве. К ДРД относятся втулки, ввёртыши, футорки, спираль «Хейли-Койл» и т. д. 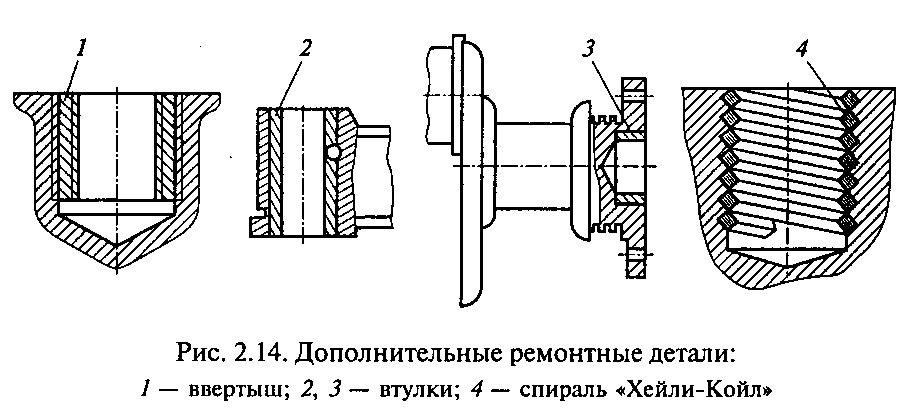
Запрессовка ДРД. Перед запрессовкой любой ДРД необходимо деталь с отверстием нагреть, а вал - охладить, при этом допускаются различные варианты проведения данного процесса. Их необходимо просчитать, исходя из условия создания достаточного натяга в соединении сопрягаемых деталей, чтобы за время соединения этих деталей (а оно исчисляется секундами) не возникло ситуаций, затрудняющих сборку, например, вследствие изменения температурного режима. Для успешного выполнения данной операции рекомендуется предварительно обеспечить соосность сопрягаемых деталей при помощи дополнительных направляющих приспособлений.
Как правило, стальные охватывающие детали нагревают в среднем до температуры 600оС, а алюминиевые - до 200 оС.
Охватываемые детали охлаждают до отрицательной температуры, оС, в твердом диоксиде углерода (-78о), твердом диоксиде углерода в смеси с твердым спиртом (-100о), жидком кислороде (-183о) или в жидком азоте (-196о).
в случае если нет возможности нагреть или охладить детали перед сборкой, их запрессовывают при комнатной температуре, обеспечивая соосность в специальном приспособлении. При этом усилие запрессовки Рз определяют по формуле [4]
Рз = рdfтрLзрсж,
где d - диаметр контактирующих поверхностей, мм; fтр = 0,08...0,1 - коэффициент трения; Lз - длина запрессовки, мм; рсж контактное давление сжатия, МПа.
При напрессовке на вал ремонтной втулки необходимо учитывать ее минимально допустимую толщину Sвт, мм, которая определяется из условия прочности:
Sвт = 0,5 рсжпd /\Ϭ\
где п = Ϭт / | Ϭ | запас прочности; | Ϭ | - допустимое напряжение, МПа; Ϭт - предел текучести материала втулки, МПа.
Восстановление резьбовых отверстий. Используются резьбовые футорки. На их внутренней поверхности нарезана резьба, параметры которой равны восстанавливаемым, а диаметр наружной резьбы соответствует диаметру резьбы, вновь нарезанной в рассверленном отверстии детали. Устанавливают с применением клея.
Известен также способ восстановления резьбовых отверстий с помощью спирали «Хейли-Койл» из легированной пружинной стали, с высокой износостойкостью. Обеспечивает значительную долговечность нового соединения.
Основное требование к восстановленным деталям - долговечность должна составлять не менее 0,8 исходной величины. При использовании прогрессивной технологии на уровне изобретения могут быть достигнуты и более высокие результаты (например, долговечность восстановленных деталей будет не меньше, а значительно больше исходной).
Контрольные вопросы
1.Предназначение капитального ремонта.
2.Способы восстановления деталей пластическим деформированием.
3.Особенности правки детали, например коленчатого или распределительного вала.
4.Восстановление деталей сваркой. Маркировка сварочных электродов.
5.Сварка легированных сталей.
6.Методы сварки деталей из алюминиевых сплавов.
7.Особенности автоматической электродуговой наплавки под флюсом.
8. Автоматическая вибродуговая наплавка и ее особенности.
9. Электроконтактная роликовая наплавка.
10. Особенности разных видов металлизации деталей: газопламенной, высокочастотной, электродуговой, плазменно-дуговой металлизации взрывом.
11. Применение баббитов и свинцовистых бронз.
12. Железнение и хромирование деталей.
13.Отличия термопластов от реактопластов. Применение синтетических клеев.
Список использованной литературы
и др. Ремонт автомобилей. Минск: Вышэйшая школа, 2009,- 383 с. , , Ремонт автомобилей и двигателей. М.:, 2003,- 496 с. Петросов автомобилей и двигателей. – М.: , 2007, - 224 с. Петросов упрочнение деталей и инструмента. - М.: Машиностроение, 1977. Справочник технолога авторемонтного производства / Под ред. . М.: Транспорт, 1977. Капитальный ремонт автомобилей: Справочник / Под ред. . М.: Транспорт, 1989. Ремонт автомобилей: Учебник для автотранспортных техникумов / , , и др.; Под ред. ва. - 2-е изд., перераб. и доп. - М.: Транспорт, 1988. Справочник технолога-машиностроителя: В 2 т. Т. 1 / , , и др.; Под ред. , Р. К. Мещерякова; Т. 2 / , , и др.; Под ред. . - М.: Машиностроение, 1972. Шадричев технологии автостроения и ремонт автомобилей: Учебник для вузов. - Л.: Машиностроение, 1976.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
