

Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
Лекция №2 СПОСОБЫ И ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ АВТОМОБИЛЕЙ
2.1. ВИДЫ РЕМОНТА И МЕТОДЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ АВТОМОБИЛЕЙ
В зависимости от назначения, характера и объема выполняемых работ ремонт автомобилей подразделяется на два вида: текущий и капитальный.
Текущий ремонт - для устранения отказов и неисправностей, в автомобиле и его агрегатах, обеспечения безопасной эксплуатации до капитального ремонта. ТР выполняется путем замены неисправных агрегатов, узлов и деталей на исправные. ТР проводят в АТО, СТО, РМ. Особенности ТР изучают в дисциплине «Техническая эксплуатация автомобилей». В наших лекциях мы рассмотрим вопросы, связанные с капитальным ремонтом автомобилей.
1.Предназначение капитального ремонта.
Капитальный ремонт ПС, - восстановление исправности агрегатов и узлов до состояния, близкого к полному восстановлению ресурса с обеспечением коэффициента восстановления Кд ≥ 0,8 [5]. При КР предусматривается полная разборка объекта ремонта, дефектовка каждой детали, восстановление или замена отдельных составных частей, сборка, регулировка, испытание и сдача в эксплуатацию.
Данная лекция посвящена технологическим процессам восстановления отдельных деталей автомобилей. На этом этапе деталь должна быть доведена до необходимой кондиции, при которой ее долговечность составит не менее 0,8 этого показателя для новой детали при достаточном уровне надежности.
Восстановление сопрягающихся поверхностей изношенных деталей осуществляют двумя методами:
1.Восстановлением в тело, когда размеры детали изменяются в пределах установленных ремонтных размеров;
2.Восстановлением в номинал, когда размеры детали восстанавливаются до начального (номинального) значения.
1.Первый метод – восстановление в тело. Для примера рассмотрим два случая: восстановление шеек коленчатых валов и зеркала цилиндров ДВС. Этим методом можно восстановить только те детали, у которых все технические требования на геометрические и пространственные отклонения находятся в пределах нормы согласно чертежу на эту (новую) деталь. Исключение составляют отдельные размеры, значения которых не превышают предельно допустимых с учетом наличия минимально необходимого припуска для механической обработки поверхностей. Для шеек коленчатого вала применяется технологический процесс шлифования на очередной установленный ремонтный размер с последующим суперфинишированием; для зеркала цилиндров процесс расточки с последующим хонингованием.
2.Восстановление в номинал –
- пластическое деформирование за счет использования пластических свойств металла детали (осадкой, раздачей, обжатием, редуцированием, электромеханической накаткой и т. д.); сварка и наплавка (под флюсом, в среде защитных газов, вибродуговой наплавкой и т. д.); металлизация напылением на поверхность детали расплавленного металла (газовая, электродуговая, высокочастотная, плазменно-дуговая, детонационным взрывом и др.); гальваническое осаждение слоя металла на поверхность детали (хромирование, железнение и т. п.); заливка подшипников скольжения антифрикционными сплавами (баббитная, свинцовистая бронза и т. п.); применение пластмасс и клеев; применение дополнительных ремонтных деталей (ДРД).
2. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
2 .2.Способы восстановления деталей пластическим деформированием.
Восcтaнoвлениe деталей осyщeствляется за счет перераспределения метала детали в результате его пластического течения в горячем или холодном состоянии, с обязательным учетом упругих свойств металла. При этом используется закон постоянства объема (объемы исходного и деформированного металлов равны).
При холодном деформировании стальные детали, имеющие твердость HRC < 30, подвергаются предварительной термообработке (отжиг или высокий отпуск при температуре 850 ... 1100оС); детали, имеющие твердость HRC > 30, а также детали из цветных металлов термообработке практически (при одноразовом деформировании) не подвергаются.
Рассмотрим основные способы восстановления деталей автомобилей пластическим деформированием: осадку, обжатие, раздачу, обратное редуцирование, накатку, электромеханическую высадку, правку.
Осадка применяется для увеличения наружного диаметра у сплошных деталей за счёт уменьшения их длины (рис. 2.1, а). При этом следует помнить о том, что при сухом трении по торцам детали она получается бочкообразной. Но если на поверхность торцов этой же детали предварительно нанести смазку, например MoS2 (сернистый молибден), то бочкообразности практически не будет.

Обжатие применяется для восстановления втулок путем уменьшения их внутреннего диаметра при обжатии в замкнутой полости, а также для восстановления втулки и конусного отверстия сошки рулевого управления, как показано на рис. 2.1, б.
Раздача применяется для восстановления наружных размеров полых деталей за счет увеличения внутреннего диаметра d, например, поршневых пальцев. Процесс осуществляется дорном в холодном (при невысокой прочности металла) или горячем состоянии с ограничением по наружному диаметру D и учетом упругой деформации материала детали и припуска на чистовую обработку наружной поверхности (рис. 2.1, в).
Обратное редуцирование рекомендуется для восстановления цапф крестовин, когда необходимо компенсировать износ одновременно по наружному диаметру и торцу цапфы.
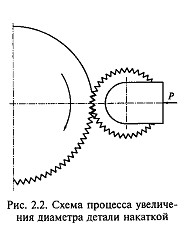
Накатка применяется для компенсации износа цилиндрических поверхностей деталей (рис. 2.2), имеющих невысокую твердость (HRC<25) и работающих при небольших удельных эксплуатационных нагрузках (р<7МПа). После накатки необходимо выполнить обкатку шариком или роликом наружной поверхности до требуемого диаметра.
Электромеханическая высадка - это разновидность процесса накатки, которая обеспечивает восстановление деталей любой твердости без последующей термообработки

(рис. 2.3). В основу процесса положен эффект Пельтье. К детали 1, установленной на токарном станке, и инструменту, выполненному из твердосплавной пластины, подводится безопасное по величине напряжение, под действием которого через деталь и инструмент протекает значительный ток (силой более 200 А). При продольной подаче с шагом S, приблизительно равным двойной толщине пластины, и поперечном воздействии на пластину силы Ру в пределах 1 ... 2 кН в зоне контакта пластины с деталью выделяется интенсивный тепловой поток. В результате контактная зона мгновенно нагревается до температуры 850 ... 900ОС, снижается предел текучести материала детали в поверхностном слое, и в нем образуется винтовая канавка. Наружный диаметр D2 становится больше исходного диаметра D1 на 0,4…0,5 мм. При выполнении последнего перехода формообразующая узкая пластина 3 заменяется сглаживающей 2, режим по току остается прежним, и наружный диаметр уменьшается до заданной величины D при шероховатости Ra=0,63…0,16 мкм. Благодаря быстрому отводу теплоты в глубь детали происходит закалка металла, обеспечивающая его твердость. ☺
Правка детали – (холодная правка статическим нагружением) - операция при восстановлении деталей типа вала, например коленчатых и распределительных валов, а также других подобных деталей автомобилей, оси которых имеют отклонения от прямолинейности.
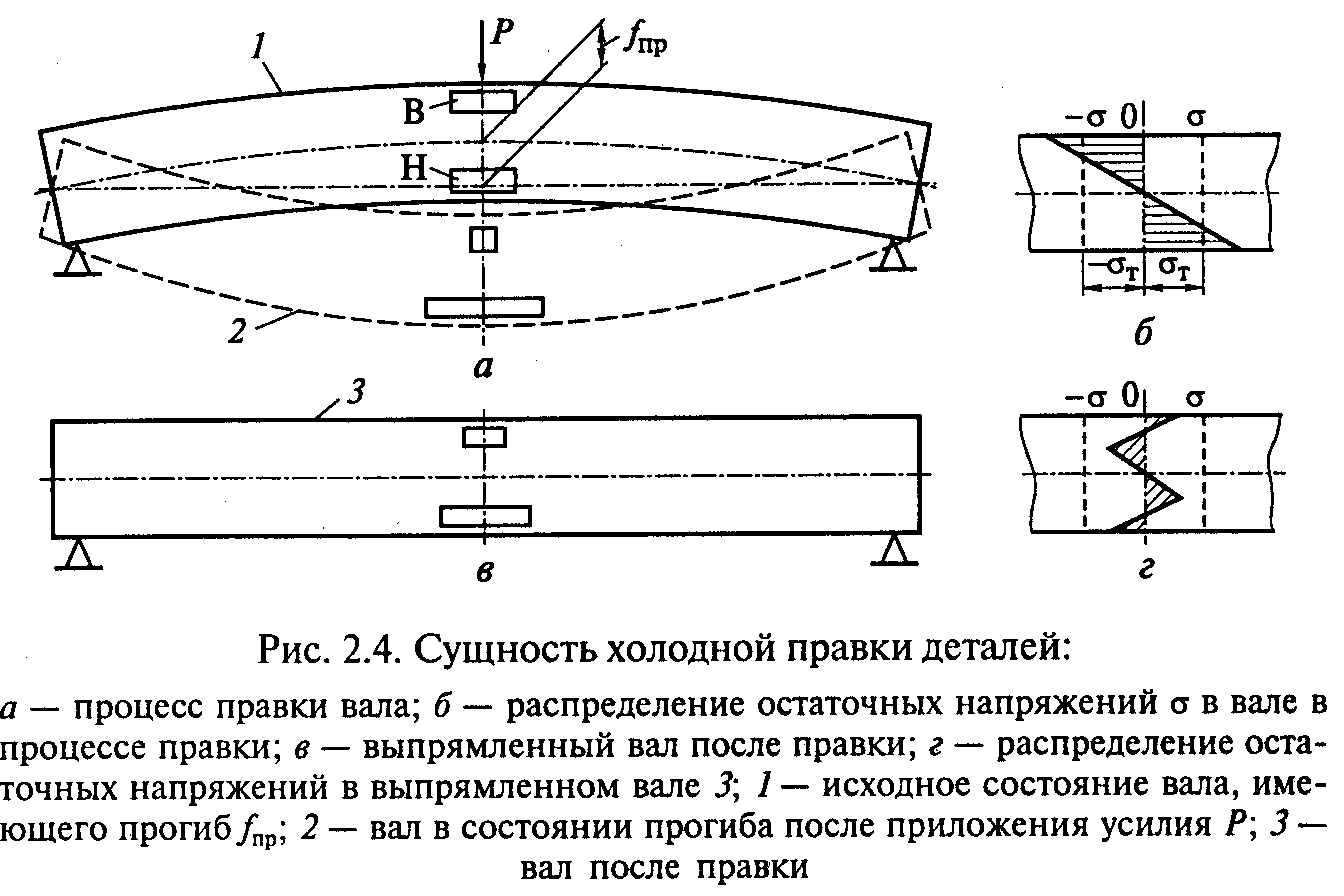
Холодная правка снижает величину снимаемого припуска, но в результате обработки проявляется влияние неравномерных внутренних остаточных напряжений, которые при эксплуатации опять могут вызвать деформацию оси вала.
Для того, чтобы детали не деформировались в процессе дальнейшей работы при температуре выше температуры релаксации материала детали целесообразно снимать остаточные внутренние напряжения путем соответствующей термообработки детали, предварительно закрепленной в жестком стапеле. ☺
Новый гидродробеструйный метод упрочнения деталей машин обеспечивает существенное увеличение долговечности деталей машин при их восстановлении (до 4-х раз). Упрочнение детали 15 путем обработки ее потоком дроби (шарики ШХ-15) со смазывающе-охлаждающей жидкостью (СОЖ), например трансформаторным маслом. Масло нагнетается насосом 3 под давлением 300 ... 500 кПа через сопло-эжектор 5.
Преимущества обработки деталей в такой установке перед обычно применяемой дробеструйной обработкой сухой дробью заключаются в ТОМ, что поверхностный слой детали приобретает следующие улучшенные характеристики:
наличие только сжимающих остаточных напряжений; сравнительно малая шероховатость поверхности (Ra = 1,25 ... 0,16 мкм) сохраняется; если исходная шероховатость была значительной (Ra = 10 ... 2,5 мкм), то она снижается до Ra = 2,5 ... 1,25 мкм;
улучшенная микрогеометрия, так как радиусы закругления впадин (лунок от ударов шариками) и выступов на опорной поверхности, увеличиваются;
исключен процесс газонасыщения в связи со снижением температуры в зоне контакта и изоляцией поверхностного слоя детали от атмосферы сплошной жидкостной пленкой;
в цветных металлах практически отсутствуют вкрапления частиц железа, что обусловлено высокой прочностью и малой шероховатостью инструмента - шариков, а также наличием разделительной прослойки из СОЖ.
Следует отметить еще два важных положительных эффекта, связанных с применением гидродробеструйного упрочнения (ГДУ) вместо сухого:
поле рассеяния показателей качества деталей после проведения процесса ГДУ существенно меньше, что способствует значительному повышению надежности деталей;
размеры и микрогеометрия точных инструментов (например, модульных и подобных им инструментов) практически не изменяются, что объясняется отсутствием сухого трения, адгезионного эффекта, усиленного шелушения и других причин возможного съема металла, имеющих место при ДУ.

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 |
