
Партнерка на США и Канаду по недвижимости, выплаты в крипто
- 30% recurring commission
- Выплаты в USDT
- Вывод каждую неделю
- Комиссия до 5 лет за каждого referral
2 Сущность процесса точения.
3 Конструкция и геометрия спирального сверла.
4 На токарно-винторезном станке 16К20 обтачивают заготовку диаметром D до диаметра d. Инструмент – токарный резец, оснащенный пластинкой из твердого сплава с главным углом в плане ц, передним углом г, углом наклона главной режущей кромки л. Необходимо назначить режимы резания. (Данные по вариантам в таблице 1)
Вариант 2
1 Источники и распределение теплоты при резании металлов.
2 Элементы режима резания и срезаемого слоя при точении.
3 Конструкция и геометрия цилиндрической фрезы.
4 На токарно-винторезном станке 16К20 обтачивают заготовку диаметром D до диаметра d. Инструмент – токарный резец, оснащенный пластинкой из твердого сплава с главным углом в плане ц, передним углом г, углом наклона главной режущей кромки л. Необходимо назначить режимы резания. (Данные по вариантам в таблице 1)
Вариант 3
1 Характеристики шлифовальных кругов.
2 Сущность процесса сверления.
3 Конструкция и геометрия торцовой фрезы.
4 На токарно-винторезном станке 16К20 обтачивают заготовку диаметром D до диаметра d. Инструмент – токарный резец, оснащенный пластинкой из твердого сплава с главным углом в плане ц, передним углом г, углом наклона главной режущей кромки л. Необходимо назначить режимы резания. (Данные по вариантам в таблице 1)
Вариант 4
1 Способы врезания резца при резьбонарезании: радиальный, боковой, «вразбивку».
2 Сущность процесса цилиндрического фрезерования.
3 Конструкция и геометрия строгального резца.
4 На токарно-винторезном станке 16К20 обтачивают заготовку диаметром D до диаметра d. Инструмент – токарный резец, оснащенный пластинкой из твердого сплава с главным углом в плане ц, передним углом г, углом наклона главной режущей кромки л. Необходимо назначить режимы резания. (Данные по вариантам в таблице 1)
Вариант 5
1 Равномерность фрезерования.
2 Сущность процесса строгания.
3 Конструкция и геометрия резьбового резца.
4 На токарно-винторезном станке 16К20 обтачивают заготовку диаметром D до диаметра d. Инструмент – токарный резец, оснащенный пластинкой из твердого сплава с главным углом в плане ц, передним углом г, углом наклона главной режущей кромки л. Необходимо назначить режимы резания. (Данные по вариантам в таблице 1)
Вариант 6
1 Назначение зенкерования. Особенности процесса зенкерования.
2 Сущность процесса шлифования.
3 Классификация токарных резцов.
4 На токарно-винторезном станке 16К20 обтачивают заготовку диаметром D до диаметра d. Инструмент – токарный резец, оснащенный пластинкой из твердого сплава с главным углом в плане ц, передним углом г, углом наклона главной режущей кромки л. Необходимо назначить режимы резания. (Данные по вариантам в таблице 1)
Вариант 7
1 Сущность метода обкатки.
2 Сущность процесса нарезания резьбы метчиками и плашками.
3 Классификация сверл.
4 На токарно-винторезном станке 16К20 обтачивают заготовку диаметром D до диаметра d. Инструмент – токарный резец, оснащенный пластинкой из твердого сплава с главным углом в плане ц, передним углом г, углом наклона главной режущей кромки л. Необходимо назначить режимы резания. (Данные по вариантам в таблице 1)
Вариант 8
1. Определения конструктивных элементов резца.
2 Сущность процесса зубонарезания дисковой модульной фрезой.
3 Классификация фрез.
4 На токарно-винторезном станке 16К20 обтачивают заготовку диаметром D до диаметра d. Инструмент – токарный резец, оснащенный пластинкой из твердого сплава с главным углом в плане ц, передним углом г, углом наклона главной режущей кромки л. Необходимо назначить режимы резания. (Данные по вариантам в таблице 1)
Вариант 9
1 Сущность метода копирования.
2 Характеристика методов обработки металлов резанием.
3 Элементы режима резания и срезаемого слоя при сверлении.
4 На токарно-винторезном станке 16К20 обтачивают заготовку диаметром D до диаметра d. Инструмент – токарный резец, оснащенный пластинкой из твердого сплава с главным углом в плане ц, передним углом г, углом наклона главной режущей кромки л. Необходимо назначить режимы резания. (Данные по вариантам в таблице 1)
Вариант 10
1 Исходные плоскости для изучения геометрии резца по ГОСТ 25762 – 83.
2 Круглое наружное шлифование.
3 Элементы режима резания и срезаемого слоя при цилиндрическом фрезеровании.
4 На токарно-винторезном станке 16К20 обтачивают заготовку диаметром D до диаметра d. Инструмент – токарный резец, оснащенный пластинкой из твердого сплава с главным углом в плане ц, передним углом г, углом наклона главной режущей кромки л. Необходимо назначить режимы резания. (Данные по вариантам в таблице 1)
Алгоритм выполнения задания №4
выполнить эскиз обработки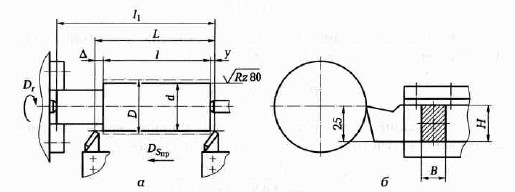
Пример эскиза обработки
3. Назначение режима резания.
3.1.Определение глубины резания
![]()
Где D - диаметр заготовки.
d-диаметр детали.
3.2.Назначение подачи. Таблица 11...16 [1, с..266] или карта Т-2 [2, с.23..25]. Учесть поправочный коэффициент.
3.2.1.Корректировка подачи по паспорту станка. [З. с.421]
3.3. Назначение периода стойкости резца. Карта Т-3 [2,с.26].
Для резцов из твердого сплава – стойкость Т=60 мин.
3.4. Определение скорости резания.
3.4.1. Табличное значение скорости резания. КартаТ-4 [2,с.29..36]
3.4.2.Расчетное значение скорости резания с учетом поправочных коэффициентов.
![]()
3.5. Расчет частоты вращения шпинделя.
![]()
3.5.1. Корректировка подачи по паспорту станка ![]() [3,с.421]
[3,с.421]
3.5.2. Корректировка скорости резания.
![]()
3.6.Определение силы резания, Pz, Н.
3.6.1. Табличное значение Pzm. Карта Т-5 [2.с.35]
3.6.2. Корректировка с учетом поправочных коэффициентов.[2,с.36]
![]()
1кГ=10Н
3.7. Определение мощности, потребной на резание
![]()
3.7.1. Поправочный коэффициент по мощности.
Nрез < Nшп
Где Nшп - мощность шпинделя, [3, с.421].
![]()
![]() --- коэффициент полезного действия, [3,с.421]
--- коэффициент полезного действия, [3,с.421]
3.8. Определение основного (машинного) времени на обработку.
![]()
3.8.1. Определение длины рабочего хода.
![]()
Lрез - длина резания, мм.
у - величина врезания, мм. [2,с.300...]
- - величина перебега, мм.
4.Сделать вывод.
Таблица 1 – Данные по вариантам
№ вар | Материал заготовки | Заготовка | Материал инструмента | Обработка и параметр шероховатости поверхности, мкм | D | d | Углы резца, ° | |
мм | ц | г | л | |||||
Сталь 25, ув=550 МПа | Кованная | Т14К7 | Обтачивание на проход предварительное, Rz =80 | 90 | 83 | 90 | 5 | -5 |
Серый чугун СЧ 10, НВ 160 | Литая | ВК6 | Обтачивание на проход предварительное, Rz =80 | 100 | 96 | 45 | 5 | 5 |
Сталь 30, ув =600 МПа | Штампованная | Т5К10 | Обтачивание в упор окончательное, Ra=2 | 80 | 79 | 30 | 0 | 5 |
Серый чугун СЧ 20, НВ 200 | Литая | ВК8 | Обтачивание до кулачков предварительное, Rz =80 | 54 | 48 | 60 | 10 | 0 |
Сталь 40, ув =670 МПа | Прокат | Т14К7 | Обтачивание в упор, окончательное, Ra=1,6 | 20 | 19 | 90 | 0 | 0 |
Серый чугун СЧ 30, НВ 220 | Литая | ВК6 | Обтачивание до кулачков предварительное, Rz =80 | 35 | 30 | 45 | -5 | 5 |
Сталь 50, ув =730 МПа | Штампованная | Т5К10 | Обтачивание на проход, окончательное, Ra=2 | 40 | 38 | 30 | 0 | -5 |
Серый чугун СЧ 40, НВ 240 | Литая | ВК8 | Обтачивание на проход, предварительное, Rz =80 | 45 | 40 | 60 | 5 | 0 |
Сталь 45, ув =700 МПа | Прокат | Т14К7 | Обтачивание в упор окончательное, Ra=1,6 | 66 | 63 | 45 | 0 | -5 |
Сталь 20, ув =500 МПа | Штампованная | Т5К10 | Обтачивание на проход предварительное, Rz=80 | 72 | 67 | 90 | 0 | 5 |
ПЕРЕЧЕНЬ ЛАБОРАТОРНЫХ И ПРАКТИЧЕСКИХ РАБОТ

|
Из за большого объема этот материал размещен на нескольких страницах:
1 2 3 4 5 6 |
